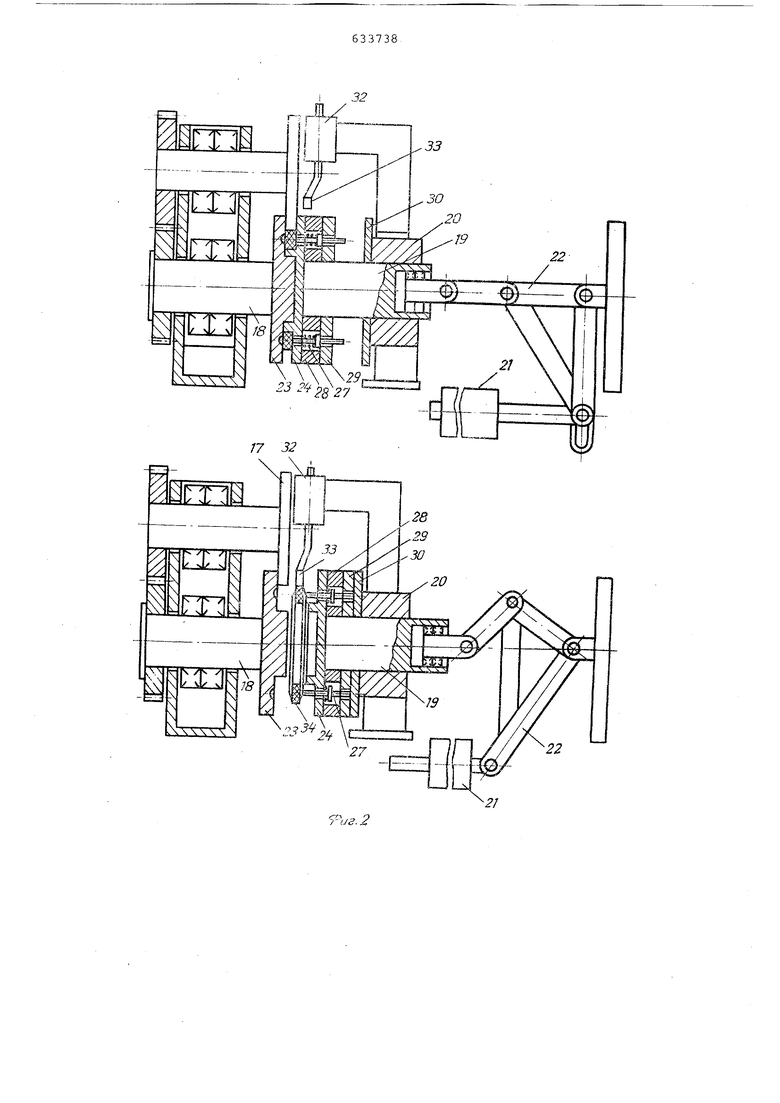
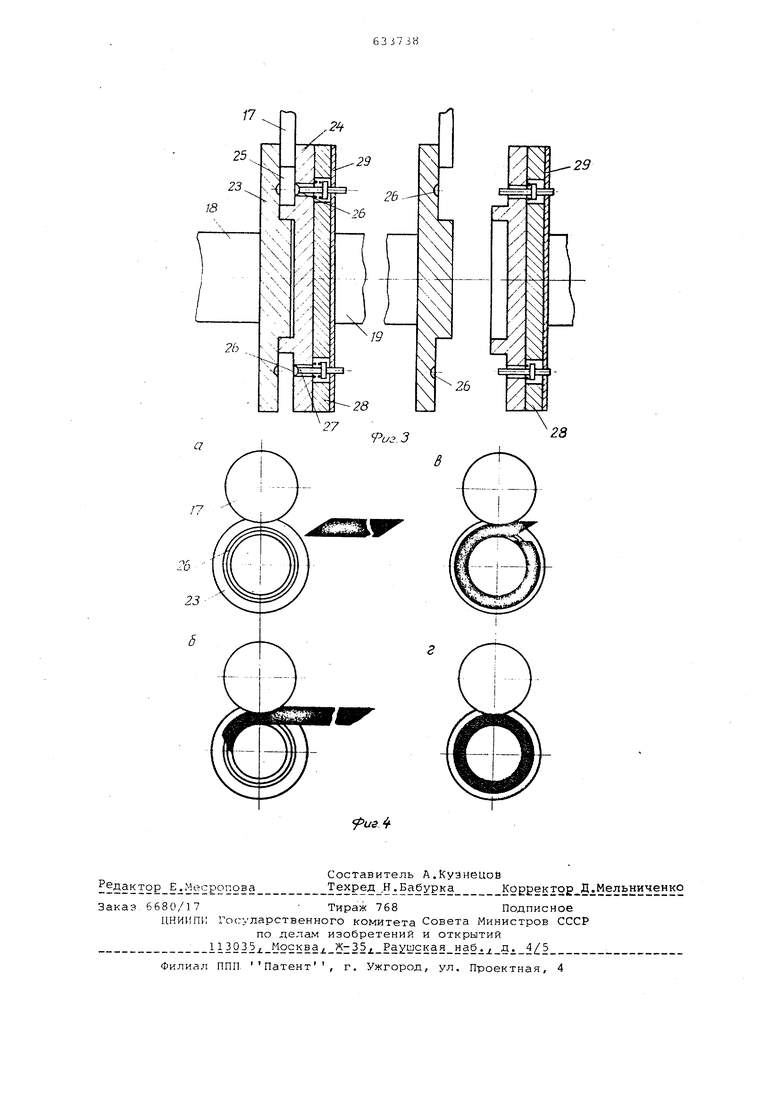
точный бункер 4 на валики 5, формующие и подакицие ленту 6 материала на компенсационный ролик 7. Средства подачи, и резки, ленты материала включают смонтированные на рабочем столе 8 пневмоцилиндр 9, который перемещает до регулируемого винтового упора 10 направляющую план ку 11 и зубчатую рейку 12. Рейка вхо дит в зацепление и вращает ролики 13 подающие ленту б по планке 11 под но 14. Последний приводится в действие силовым цилиндром 15 и режет ленту 6 под заданным углом нужной длины. Устройство для формования и стыковки ленты материала (для образования кольцевой асбестовой заготовки) содержит смонтированные на рабочем столе 8 и вращаемые от привода 16 прикаточный ролик 17 и два соосно ра положенных формующих вала 18 и 19, соответственно вращаемый опорный и прихсимной аксиально перемещаемый в подшипнике 20 от силового цилиндра 21 посредством рычажной передачи 22, На торцах валов 18 и 19 смонтированы профильные по наружному контуру диски 23 и 24, выполненные с выступа ми для фиксации при их соединении. Они образуют в сомкнутом положении кольцевой открытый формующий канал 25, замыкаемый в сечении касания фор мукндей поверхностью прикаточного ролика 17. На торцовых формующих поверхностя профильных дисков 23 и 24 выполнены кольцевые пазы 26, удерживающие ленту материала при ее формовании в кол цевую заготовку. Прижимной диск 24 снабжен системо подпружиненных выталкивателей 27,смо тированных в промежуточных дисках 28 29 и взаимодействующих с кольцом 30 упорной рамки 31. Рамка установлена у основания подшипника 20. На его корпусе смонтирован пневмоцилиндр 32 со сталкивателем 33 кольцевых заготовок 34, падающих под собственным весом в направляющий лоток 35 и лоток-накопитель 36. Последний, оборудован пневмоцилиндром 37 для стопочной укладки заготовок 34 с помощью диска 38 и тормозной пластины 39. Автомат управляется с помощью пне матической системы, в которую входят золотник 40 включения пневмоцилиндра 37 укладки заготовок, золотник 41 пневмоцилиндра 21 прижимного вала 19 золотниковый распределитель 42 включения пневмоцилиндра 9 подачи, , золотник 43 пневмоцилиндра 32 сталкивателя заготовки,золотник 44 пневмоцилиндра 15 ножа 14. Золотниковый распределитель 42 приводится в движение от электромотора 45 посредством эксцентрика 46 и рычага 47. После включения приводов автомата формовочная масса шнеком подается из основного бункера в пр 1ежуточный, а затем на формукацие валики. Лента б материала через компенсационный ролик 7 перемещается поданщими роликами 13 под нож 14 для резки под заданным углом { в пределах 15-40 } и на необходимую длину отрезка кольцевой заготовки . При перемещении направлякяцей планки 11 лента входит в фО 5Пощий канал 25 под прикаточный ролик 17, с помощью которого при вращении профильных дисков 23 и 24 производится формование и стыковка ленты в кольцевую заготовку 34. Заготовка после размыкания дисков 23 и 24 под действием выталкивателей 27 и сталкивателя 33 падает в лоток-накопитель 36. Цикл ра.6оты автомата повторяется. Формула изобретения Автомат для изготовления кользаготовок из полимерных материнапркмер из резины, содержащий средства для формования, подачи и резки ленты материала и устройство для формования и стыковки кольцевых заготовок, включающее профильный прикаточный ролик и два соосно расположенных формующих вала: вращаемый опорный и прижмной, аксиально перемещающийся, отличающийся тем, что, с целью обеспечения качественного изготовления фрикционных асбестовых изделий из любой формовочной массы, например асбесто-резиновых тормозных накладок , на торцах опорного и прижимного валов смонтированы профильные по наружному контуру диски, образующи.е в сомкнутом положении кольцевой открытый формующий канал, замыкаемый в сечении касания формующей поверхностью прикаточного ролика 2.Автомат по п. 1г. о т л и. ч-а - ю щ и и с я TeMJ что, с цел&ю. удержания ленты материалав формующем канале в процессе формования кольцевой , заготовки, на торцовых-формующих поверхностях профильных дисков выполне ны кольцевые пазы 3.Автомат по пп. 1 и. 2, о т л, и чающийс я тем, что прижимной диск снабжен системой подпружнненнЕлх выталкивателей. ГЛ 17 32 /
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для установки вентиля на заготовки ездовых камер | 1976 |
|
SU648430A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1993 |
|
RU2065833C1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Устройство для наложения ленточного материала на барабан сборочного станка | 1987 |
|
SU1452707A2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ПОЛИМЕРНЫХ ЗАГОТОВОК | 1969 |
|
SU255538A1 |
| Автомат для резки и укладки в штабель керамических цилиндрических заготовок | 1990 |
|
SU1787786A1 |
| Пильно-обрабатывающее устройство для обработки пластикового профиля | 2019 |
|
RU2710702C1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Способ изготовления полых резинотехнических изделий и установка для его осуществления | 1990 |
|
SU1745561A1 |