Изобретение относится к устройствам для разрезания текстильных материалов и может быть использовано для автоматизированного раскроя длинномерных материалов.
Известно устройство для отрезания заданной длиНы материала, содержащее блок программного управления, первым выходом связанный с шаговым приводом перемещения материала, а вторым с приводом режущего механизма, механизм нанесения и датчик считывания меток, расположенные один от другого на заданном расстоянии, и счетчик импульсов.
Недостаток такого устройства заключается в том, что измерение длины материала (полотна) ведется без учета его деформации и проскальзывания относительно транспортирующих валиков. Деформация полотна и величина проскальзывания изменяются как при нереходе от одного тина полотна к другому, так и в процессе транспортирования кусков одного типа, что приводит к онтбке при отрезании деталей, т.е. недостаточной Эффектиэности работы
Целью изобретения является повышение эффективности работы устройства за счет повышения точности измерения.
Это достигается те.м, что предложенное устройство имеет блок вычисления цены импульса и синхронизатор, при этом датчик считывания меток через синхронизатор, счетчик импульсов и блок вычисления цены иммульса соединен с входом блока программного управления, первый выход которого дополнительно подключен к синхронизатору, а
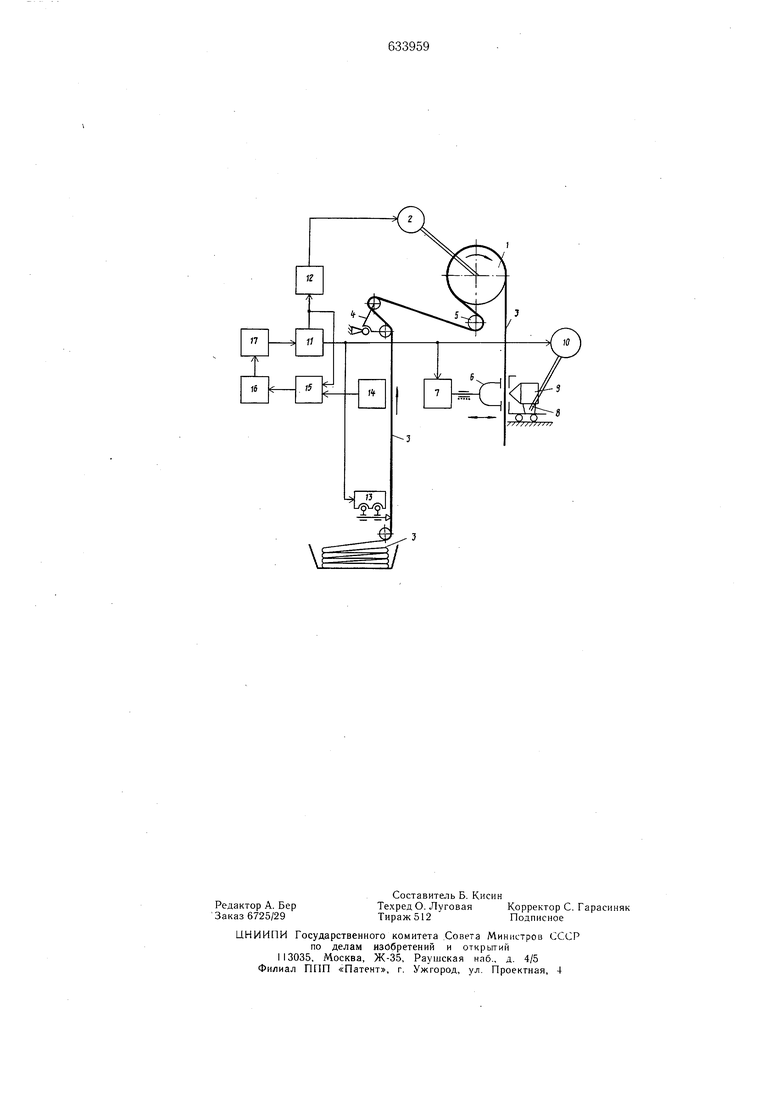
второй - к механизму нанесения меток. На чертеже представлена блок-схема устройства.
Вал 1 кинематически связан с шаговым двигателем 2, транспортирующим ткань 3. Механизм натяжения 4 и направляющий ролик 5 обеспечивают необходимое для транспортирования сцепление ткани 3 с валом 1. Механизм прижатия б управляется электромагнитом 7 и прижимает ткань к каретке 8, несущей режущий механизм, например, микроплазмотрон 9 и перемещающейся поперек движения ткани с помощью электродвигателя 10. Блок 11 программного управления управляет электромагнитом 7. шаговым двигателем 2 через блок 12 управления шагового двигателя и электромагнитным механизмом 13 нанесения меток. Датчики 14 считывания меток соединяются через синхронизатор 15 со счетчиком 16 импульсов транспортирования, выход которого соединен с блоком 17 вычисления цены импульса перемещения, который связан с блоком 11 программного управления.
Величина перемещения ткани, заданная программой, преобразуется блоком 11 программного управления в последовательность импульсов, управляющих работой щагового двигателя 2. Каждому импульсу соответствует определенный угол поворота транспортирующего вала 1, перемещающего ткань 3 на величину шага перемещения.
В рассматриваемом устройстве производится определение цены импульса перемещения непосредственно в процессе раскроя полотна. В устройстве на фиксированном расстоянии L расположены механизм нанесения и датчик считывания меток. Величина единичного перемещения за щаг (цена импульса) определяется как результат деления h - .
il - -fj-y
где л - количество импульсов, необходимых для перемещения ткани на расстояние между механизмом нанесения и датчиком считывания меток.
В момент начала отработки программы (первое перемещение ткани) на выходе блока 17 вычисления цены импульса задана цена импульса, определенная из механических характеристик системы. Одновременно с началом перемещений механизм 13 нанесения меток ставит отметку на ткани 3. На вход счетчика 16 импульсов через синхронизатор 15 поступают импульсы, управляющие перемещением щагового двигателя 2. Подсчет импульсов счетчиком 16 продолжается до тех пор, пока датчик считывания метки не даст сигнал о прохождении метки, поставленной механизмом 13. При появлеНИИ сигнала о метке синхронизатор 15 выдает команду о вычислении новой цены импульса перемещения. На выходе счетчика
16записано число импульсов, необходимых для перемещения ткани на величину L. Как уже указывалось выще, для определения величины цены импульса необходимо разделить заданное расстояние на показания счетчика 16. В результате деления блоком
17формируется новое значение цены импульса. Одновременно с этим блок программного управления 11 выдает команду на нанесение механизмом 13 новой метки, цикл определения величины цены импульса повторяется.
Применение устройства позволит повысить точность изготовления деталей, сократить- количество бракованных изделий и повысить коэффициент использования материала.
Формула изобретения
Устройство для отрезания заданной длины л/.атериала, содержащее блок программного управления первым выходом связанный с щаговым приводом перемещения материала, а вторым - с приводом режущего механизма, механизм нанесения и датчик считывания меток, расположенные друг от друга на заданном-расстоянии, и счетчик импульсов, отличающееся тем, что, с целью повыщения эффективности работы за счет повыщения точности измерения, оно имеет блок вычисления цены импульса и синхронизатор, при этом датчик считывания меток через синхронизатор, счетчик импульсов и блок вычисления цены импульса соединен с входом блока программного управления, первый выход которого дополнительно подключен к синхронизатору, а второй к механизму нанесения меток.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отрезания заданной длины материала | 1979 |
|
SU771219A1 |
| Устройство для отрезания материала заданной длины | 1978 |
|
SU746000A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И НАРЕЗАНИЯ ЛЕНТОЧНЫХ МАТЕРИАЛОВ НА МЕРНЫЕ ОТРЕЗКИ | 1996 |
|
RU2123077C1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ ЛЕНТОЧНЫХ МАТЕРИАЛОВ ЗАДАННОЙ ДЛИНЫ | 1994 |
|
RU2081955C1 |
| УСТРОЙСТВО ДЛЯ ОТРЕЗАНИЯ МАТЕРИАЛА ЗАДАННОЙ ДЛИНЫ | 1991 |
|
RU2012700C1 |
| МАШИНА ДЛЯ ОТРЕЗАНИЯ ПОЛОТЕН ТКАНИ ЗАДАННОЙ ДЛИНЫ | 1993 |
|
RU2062826C1 |
| СПОСОБ ОБНАРУЖЕНИЯ МЕТАЛЛИЧЕСКИХ ЧАСТИЦ В ДВИЖУЩЕМСЯ МАТЕРИАЛЕ | 1999 |
|
RU2147327C1 |
| Оптоэлектронный автосортировщик | 1983 |
|
SU1106554A1 |
| Устройство для управления перезаправкой рулонов | 1980 |
|
SU1092121A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2003 |
|
RU2316300C2 |