.746000
HO направления перемещения материала, второй вход которого связан с выходом счетчика импульсов/ третий - с Третьим выходом блока прог- - раммного управления, а четвертый Сваходом тгинхронизатора, причем второй выход блока программного управления соединен со вторым входом дополнительного элемента И.
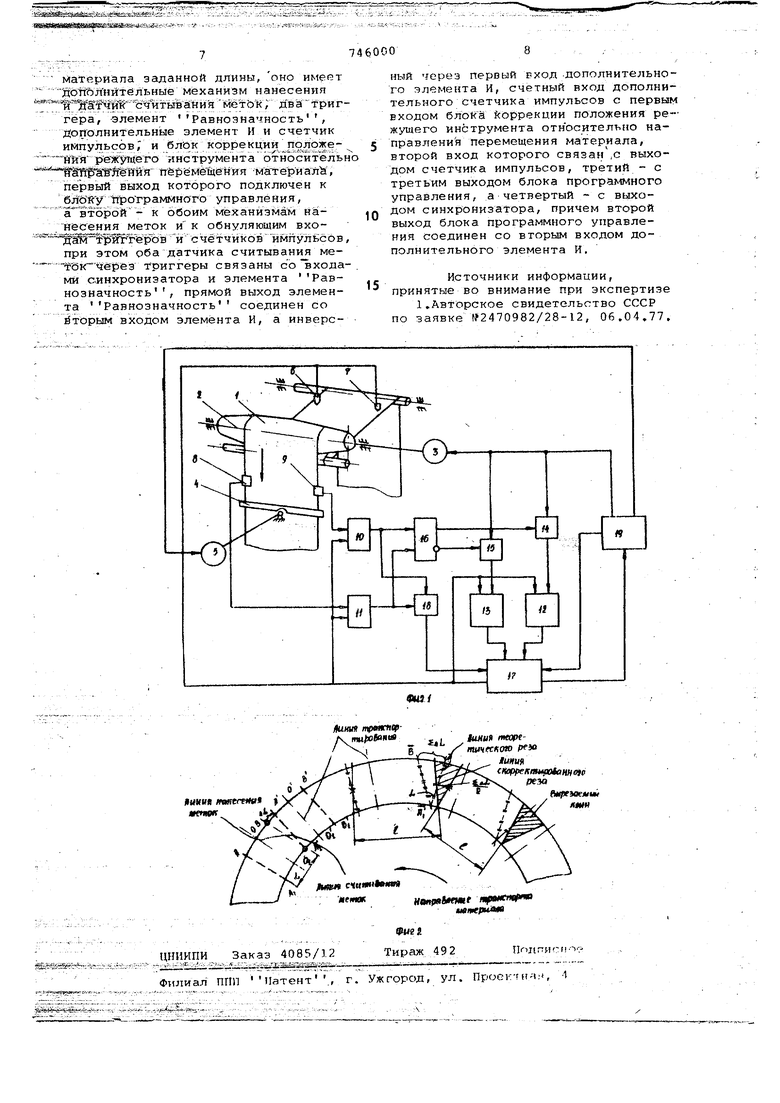
На фиг. 1 изображена функциональная схема устройства для отрезания заготовок заданной длины; на фиг. 2 - развертка ткани и. положение механизма транспортирования в момент установки и считывания меток. . . Устройство содержит механизм перемещения ткани 1, состоящий из вала 2, кинематически связанного с шаговым дЪйга телем 3. Поворотную направляющую 4, несущую режущие органы ( на чертеже не показаны).и управляемую шаговым двигателем 5.Механизмы б и 7 нанесения и датчики 8, 9 считывания меток расположены вдоль кромок материала 1 и связаны с триггерами 10 и 11, определяющими момент прохождения метки. Счетчики 12 и 13 ймульсов , на вход которых поступают сигналы от .элементов И 14 и 15, связанныхс прямым и инверсным выходами элемента 16 Равнозначность. Сигнал коррекции положения пово-. ротной направляющей 4, сформированный блоком 17 коррекции, который связан с выходами счетчиков 12, 13 и синхронизатором 18, управляемым триггерами 10, 11, поступает на вход блока 19 программного управления, выходы которого связаны с шаговыми двигателями 3 и 5 и с блоком 17 коррекции. Выход блок.а 17 корре к-, ций связан также с обнулякяцими входами триггеров 10, 11 и счетчиков
12, 13 .импульсов. ,,
Устройство рабо.тает следующим образом.
Величина перемещения ткани, зада.нная программой, преобразуется блоком 19 программного управления в птэследовательность импульсов, управлякядих .работой двигателей 3 и 5. Каждому импульсу соответствует определенный угол поворота рабочих органов (транспортирующий вал 2,попоротная рама 4) на величину шага пер.емещения.: :,: ,
При подаче ткани с различной стяну TJOC т ью кромок и применении центрируАцих устройств, например вала бочкообразной формы, величина шага перемещения по разным кромкам различна (именно за счет этого и . гфоисходит центрирование ткани 1 на транспортирующем валу 2) ,
В предложенном устройстве произйодится определение цены импульса перемещения по обеим кромка;М нёпосрёдГ®ЙШ|Ш й й рбаёес |$51е;{ р1:т- 1йёПГ5ёрйала. Для этого по обеим кромкам . на фикси-.
рованном расстоянии L расположены механизмы 6, 7 нанесения и датчики 8, 9 считывания меток. Величина единичного перемещения за шаг (цена импульса) определяется какрезультат деления участка измерения L на количество импульсов, необходимых для перемещения материала на расстояние между механизмом нанесения и датчиком считывания меток. Поскольку цена импульса по различным кромкам транспортируемого материала различна, то и количество импульсов , необходимое для перемещения материала на фиксированную величину L различна. Таким, образом; величина разности подачи материала по кромкам составляет
дь (N,- N)-( , (1) где д L удлинение одной из
кромок на участке измерения;
N
N количество импульсов
/1 подачи материала на участке измерения L соответственно для ме-г нее стянутой и более стянутой кромок (значение N всегда больше N, поскольку шаг по менее стянутой кромке больше - условие центрирования материала на подающем валу);
Чзначение цепи импульса по кромке с меньшей стянутостью, определенное из соотношения
h, VN. - Подсчитывая сумму значений удлинения кромки на участках измерения, :можно определить удлинение на любом заданном отрезке -подающегося материала, что и будет яв.ляться погрешностью изготовления детелей кроя (t л L).
Необходимость введения корректирующего сигнала на поворот рамы с режущими органами,позволяющего уменьшить погрешность,определяетея из значения относительного удлинения
кромки М:-..,
L N ° (2) где лК(М„-Ы ) - разность количеств шагов Перемещения материала на величину L;
€ - максимально допустмая относительная погрешность удлинения одной из кромк Если вычисленное значение удлинения не превышает величины S , ксэррекция не вводится, в случае нёобЯодймрсти введения коррекции она осуществляется следующим о.бразрм;
Из тра:нспортируемого материала вырезается треугольный клин с основанием, равньам абсолютному удлинению менее стянутой кромки. Учитывая монотонный характер стянутости кром ки, положение клина выбирают в момент отрезания очередной заготовки таким образом, чтобы полученное абсолютное удлинение одной из кромок распределилось меаду двумя соседними заготовками. Такое смещен вырезаемого Клина на соседние детали позволяет не только исправить геометрлчёсхие размеры детали, но и скомпенсировать искажение ее геометрической формы. Полная компенсац размеров заготовки обеспечивается за счет того, что компенсирующее воздействие вводится в начале и кон це каждой детали. Таким образом, вырезаемый клин заключается между двумя линиями реза, получаемыми путем поворота расчётной линии реза на угол -И (лугол клина, опирающийся на удлиненн кромку) в сторону предыдущей детали - первая и путем поворота первой на угол (Л в противоположную сторону и,смещения центра реза (ось повор ота линии реза) в сторону новэй детали на величину половины удлинения кромки - вторая. -/,, Из треугольника В АА (фиг. 2) полученные величины могут быть опре делены из следующих соотнощений +п-« l-.. ли tg«--H- H-H-MT где Н - ширина раскраиваемого материала. Поскольку для малых углов (практ чески до 12°) величина тангенса при лиженно равна углу, корректирующие воздействия поворота (Я и определяются непосредственно из выражения (3.) . Количество импульсов смещения центра реза N определится как Н .лУА, iv 2W L где hpp - значение цены импульса транспортирования в центре материала; В - длина отрезаемой заготовки В ходе отработки перемещения материала устройства нанесения меток б, 7 устанавливают метки по краям , материала. Одновременно блок 17 .коррекций устанавливает в ноль триг геры 10, 11 и счетчики 12, 13. На прямом выходе элемента 16 Равно.значность в этом случае разрешающий сигнал, поданный на элемент 14 И, через который на вход счетчй;Ка 12 поступают импульсы управления шаговым приводом 3 подачи материала В момент прохождения первой метки по кромке с меньшей стянутостью оди из триггеров 10, 11 устанавливается в единицу. На выходе элемента 16 Равнозначность появляется сигна запирающий элемент 14 и и разрешаю : щий прохождение импульсов перемещения материала через элемент 15 И и счетчик 13. Синхронизатор 18 формирует сигнал блоку 17 коррекций, определяющий, какая из кромок является удлиненной. В момент прохождения метки,расположенной на второй кремке,.срабатывает второй триггер, а сйнхронйзатор 18 вьщает -сггчал Слои у 17 KOpp.v-,::n на считывание информации из счетчиков 12и 13. В это время в счетчике 12 записано количество импульсов подачи материала N , на участке измерения L по менее стянутой кромке, а в счетчике 13 - разность количества импульсов подачи между метками AN N - N . В это время блок 17 коррекции выдает командунаустановку новых меток и устанавливает в ноль триггеры 10, 11 и счетчики 12, 13. Цикл работы повторяется. Блок 17 коррекции формирует в этот момент новое значение шага подачи в центре полотна, которое переписывается в блок 19.) программного управления и учитывается при отработке последующих перемещений. В моМент окончания перемещения заданного отрезка, непосредственно перед резанием;программный блок 19 опрашивает блок 17 коррекций о необходимости коррекции положения поворотной рамы с режущими инструментами. В случае необходимости коррекций блок 17 вычисляет их значения по формулам (3) и (4), после чего бло1к программного управления отрабатывает полученные величины коррекции и вьфезает клин Материала, компенсирующий удлинение одной из кромок ткани. После этого устройство переходит к отработке следующего перемещения. Применение предлагаемого изобретения в промышленности позволит повысить .качество выпускаемых изделий, сократить количество брака и СНИЗИТЬ требования к точности изготовления механических узлов устройств резания материала. Формула изобретения Устройство для отрезания материала заданной длины, содержащее блок программного управления, первый выход которого подключен к шаговому приводу режущего инструмента/ а второй - к шаговому приводу перемещения материала и через первый вход элемента И к счетному входу счетчика импульсов, механизм нанесения и датчик считывания меток, расположенные друг от друга на заданном расстоянии, и синхронизатор, отличающеес я тем, что, с целью повышения точности отрезания

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отрезания заданной длины материала | 1979 |
|
SU771219A1 |
| Устройство для отрезания заданной длины материала | 1977 |
|
SU633959A1 |
| КРЫШКОДЕЛАТЕЛЬНАЯ МАШИНА | 1993 |
|
RU2042528C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И НАРЕЗАНИЯ ЛЕНТОЧНЫХ МАТЕРИАЛОВ НА МЕРНЫЕ ОТРЕЗКИ | 1996 |
|
RU2123077C1 |
| Устройство для измерения ширины плоских материалов | 1985 |
|
SU1261989A1 |
| Устройство для резания материала на отрезки | 1978 |
|
SU859148A1 |
| Устройство согласования точек измерения по глубине при каротаже скважин | 1978 |
|
SU769470A1 |
| Устройство для измерения длины,скорости и ускорения | 1985 |
|
SU1352184A1 |
| УСТРОЙСТВО СТАБИЛИЗАЦИИ СКОРОСТИ ВРАЩЕНИЯ ОПТИЧЕСКОГО ДИСКА | 1998 |
|
RU2122749C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СОРТИРОВКИ ПЛОСКИХ ИЗДЕЛИЙ, ОТРЕЗАЕМЫХ ОТ ЗАГОТОВОК | 1990 |
|
RU2022668C1 |
