Изобретение относится к области крепления труб в отверстиях.
Известно устройство для зап-равки труб в теплообменники, которое содержит раму со см«н-ными фланцами и переставньгми кронштейнами с приводным валом, «а котором с возможностью продольного перемещения установлен барабан для поодиночного введения в трубу теплообменника ловителя, выполненного в виде -съемной гибкой тяги, с последующей залравкой трубы в трубные доски 1.
Недостатки такого устройства состоят в его -низкой производительности, а также невозможности сборки на нем теплообменных аппаратов в автоматизированном режиме.
Известно также устройство для сборки трубных пучков, включающее основание для установки трубных досок, толкатель, раму с нанравляющими, на которых размещен толкатель, щтьири-ловители и механизм для подачи труб 2J.
Недостатками данного устройства являются сложность конструкции, наличие специального контейнера и необходимость укладки в него определенного количества труб, что затрудняет процесс сборки теплообменного аппарата в автоматическом режиме.
Цель изобретения - повышение производительности.
Для достижения этой цели устройство снабжено вертикальным цепным конвейером, звенья цепи которого образуют ложементы для одного или двух рядов труб с шагами, равными шагам щтырей-ловителей. При этом механизм для подачи труб соединен с конвейером на радиусном участке цепного конвейера, а щтыри-ловители имеют длину, большую длины труб теплообменного аппарата.
Автоматизация процесса сборки, его непрерывность обеспечиваются синхронизацией работы приводов конвейера, блока щтырей-ловителей, нодвижного основания и толкателя.
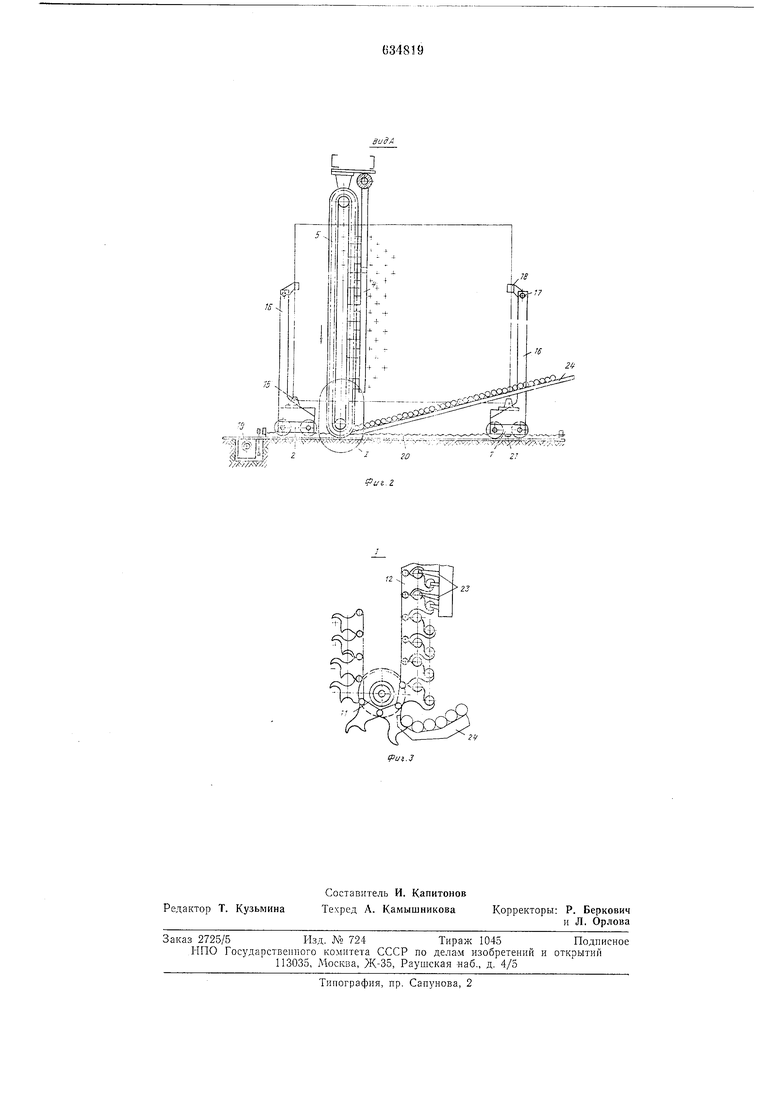
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - узел I на фиг. 2.
Предлагаемое устройство включает подвижное оснований с трубными досками теплообменного аппарата, состоящего из ведущей 1 и ведОМой 2 тележек, блока щтырейловителей 3, толкателя 4 и вертикального конвейера 5. Блок щтырей-ловителей и толкатель имеют самостоятельные приводы б и 7 для их перемещения по направляющим стержням 8 и 9, размещенные на общей
раме 10. Вертикальный ко нвейер 5 снаблсен приводОМ (на чертеже не показан) и содержит в себе как минимум две цени, разнесенные ла некоторое раеетояние одна от дрЗгой и находящиеея на звездочках 11, закрепленных на общих валах. Каждое 12 цепи конвейера имеет ложемепт для двух труб теплообмеиного аппарата. Ложементы звеньев выполпепы таким образом, что шаг между трубами, уложенными на ценн конвейера, равен шагу размещения отверетий в трубных досках.
Каждый штырь-ловитель блока нодпружин.ен в оеевом направлении в хвостовой части (на чертеже не показано). Его передняя часть для удобства орие1гтироБания при прохождении через отверстия трубнЫХ доСОК и захода во внутреннюю полость трубы теплообменного аппарата выполнена конусной. Корпус штыря-ловителя цилиндрический с диаметром, несколько меньшим диаметра отверстий в трубных досках и несколько больший наружного диаметра трубы теплообменного аппарата.
Для предотвращения провисания каждого из штырей-ловителей под действи1ем собственного веса (см. фиг. 1) и обеспечения направления при прохождении штырямиловителями через отверстия трубных досок в устройстве предусмотрена направляющая поддержка 13, установленная в пепосредствевной близости с ведущей 1 и ведомой 2 тележками. Сами тележки выполнены в виде горизонтальных платформ 14 на колесном ходу. На платформах имеются продольные пазы, в которых с возможностью перестановки закреплены держатели 15 трубных досок, базирующих соосность их установки относительно трубных отверстий. Боковые стенки тележек снабжены кронштейнами 16, соединенными в своей верхней части сплошным стержнем 17, на котором также имеются держатели 18 трубных досок тенлообменнаго аппарата.
Ведущая тележка 1 связана с приводом 19 посредством винта 20 и жестко закрепленной в нижней части ее Путатформы гайки 21. Винт 20 параллелен, путям 22, на которых размещены колесные пары ведуш,ей 1 и ведомой 2 тележек, а сами нути расположены перпендикулярно к нанравляюш,им стержням 8 и 9 блока штырей-ловителей 3 и толкателя 4.
На толкателе 4 закреплены выступающие Г-Образные пластины 23 (длинные и короткие), установленные с щагом, соответствующим шагу размещения труб на цепях вертикального конвейера 5. На радиусном участке вертикального конвейера 5 в его нижней части имеется подаватель 24 труб (наклонный склиз), :на который с накопителя (или с линии изготовления труб) непрерывно подаются для сборки трубы теплообменного аппарата.
Ведущая звездочка 25 (см. фиг. 1) привода 6 блока штырей-ловителей снабжена электромагнитной муфтой (на чертеже не показана), предназначенной для размыкания кинематической цепи привода б с ведущей звездочкой 25 при движении блока штырей-ловителей из своего крайнего правого положения влево под действием труб, И(еремещаемых толкателем 4 по ложементам вертикального конвейера 5. В электросхеме устройства предусмотрен останов цепей конвейера, загруженных трубами, в строго онределенном ноложении, обеспечивающем их соосность со штырями-ловителями, а также синхронность управления
приводами подвижного основания блока штырей-ловителей, толкателя и вертикального конвейера.
Работает устройство следующим образом.
До начала сборки труб теллообменного аппарата его трубные доски устанавливают на платформах 14 ведущей 1 и ведомой 2 тележек подвижного основания и закрепляют в держателях 15 и 18 таким образом,
что их отверстия для труб становятся соосными. Посредством привода 19 ведущей 1, винта 20 и гайки 21, закрепленной да платформе 14, подвижное основание вы.водится в начальное для сборки труб теплообменного аппарата положение, при ко.тором два крайних вертикальных ряда от верстий трубных досок соооны штырям-ловителям, занимающим свое крайнее левое положение (см. фиг. 1).
С помощью привода 7 толкатель 4 выводится в крайнее правое положение, обеспечивая загрузку вертикального конвейера 5 трубами, свободно перемещающимися на наклонном подавателе 24 к месту загрузки. На радиусном участке загрузки каждое звено 12 цепи конвейера 5 снимает с подавателя 24 по две трубы, которые с последующим перемещением вверх в соответствующих ложементах образуют два верти.кальных смещенных по шагу ряда труб. Носле заполнения конвейера на необходимую высоту трубами он останавливается в ;Положеиии, при котором достигается соос,ность труб щтырям-ловителям и отвер,стиям в трубных досках. С включением привода 6 блок штырей-ловителей 3 перемещается но направляющему стержню 8 вправо (см. фиг. 1).
Штыри-ловители, сориентированные относительно отверстий в трубаюй доске в направляющей поддержке 13, пронизывают трубные доски теплообменного аппарата и входят своей конусной частью во внутреннюю полость труб, размещенных на ложементах цепи конвейера 5, вплоть до упора последних в пластины 23 толкателя 4, после чего привод 6 блока штырей-ловителей 3 совместно с электромагнитной муфтой звездочки 25 отключается и включается
дривод 7 толкателя 4. Отключение электромагнитной муфты разрывает кинематическую связь ведущей звездочки 25 с приводом б блока штырей-ловителей. Толка ель 4, перемещаясь по направляющему стержню 9, закреилен-ному на раме 10, своими Гобразными пластинами 23 проталкивает трубы в отверстия трубных досок, одновременно возвращая блок щтырей-ловнтелей 3 в левое положение.
Благодаря направлению, обеспечиваемому конусной частью штыр.ей-ловителей, трубы проходят через отверстия трубных досок беспрепятственно. По достижении трубами своего рабочего положения толкатель 4 останавливается. Вывод конусной части штырей-ловителей из полости труб (возврат в исходное положение) осуществляется одновременным включени:ем привода 6 и электромагнитной муфты ведущей звездочки 25.
После отвода толкателя 4 в крайнее прарое положение и перемещения подвижного основания с трубными досками на величину, равную двум горизонтальныМ шагам отверстий в трубных досках, цикл сборки теплообменного аппарата повторяется.
Путем сборки труб теплообменных аппаратов в автоматическом режиме достигается высокая производительность труда, повышается культура производства.
Простота конструкции предлагаемого устройства и несложность его изготовлепия обеспечивают возможность сборки теплообменных аппаратов различных типоразмеров.
Применение описываемого устройства при изготовлении, например, кубов воздухоподогревателей на отечественннХ заводах позволит увеличить производительность труда на пх сОорке в 7-10 раз.
Формула изобретения
1.Устройство для сборки труб теплообменных аппаратов, содержащее основа«ие для установки трубных досок, толкатель, расположенные с равным щапом штыри-ловители, раму с направляющими, на котоjDbix установлены с возможностью перемещения толкатель и штыри-ловители, а также мехапизм для подачи труб, отличающееся тем, что, с целью повышения .производительности, оно снабжено цепным .конвейером, звенья цепи которого образуJOT Ложементы для одного или двух рядов труб, при этом ложементы расположены с шагамн, равными шагам штырей-лювите.лей.
2.Устройство но п. 1, отличающееся тем, что мехапизм подачи труб соединен с цепным конвейером на радиусном участке цепного конвейера.
3.Устройство по п. 1, отличающееся тем, что штыри-ловптели имеют длину, большую длины труб теплообменного аппарата.
1-1сточникп информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР N° 496153, кл. В 23Р 19/00, 1973.
2.Авторское свидетельство СССР № 329935, кл. В 2ID 36/09, 1970.


С 1
20
