ные решетки (ТР) 4 надевают на часть штырей-ловителей 3 верхнего ряда и закрепляют на плитах 7 посредством прижимов 10, На ложементы 12 С 11 укладывают ряд Т 13. Затем при включении полуавтомата храповой механизм поворачивает барабан 21, связывающий приводы механизмов с злектри- ческим программным устройством 24, При этом обеспечивается горизонталь-, кое поперечное перемещение С 11,необходимое для набора Т в шахматном порядке, вертикальный его подъем до нужного ряда, который обеспечивается
1
Изобретение относится к механосборочному производству, а именно к устройствам для набора в щахматном порядке труб в трубные пучки теплообменников, и может найти применение при изготовлении калориферов и других теплообменных аппаратов с трубами с оребрением в коммунальном,энергетическом и химическом мащиностро- ении,
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения сборки теплообменных аппаратов, имеющих трубы с оребрением, а также повышение производительности и удобства эксплуатации за счет обеспечения непрерывности процесса сборки и транспортировки собранного изделия из области сборки.
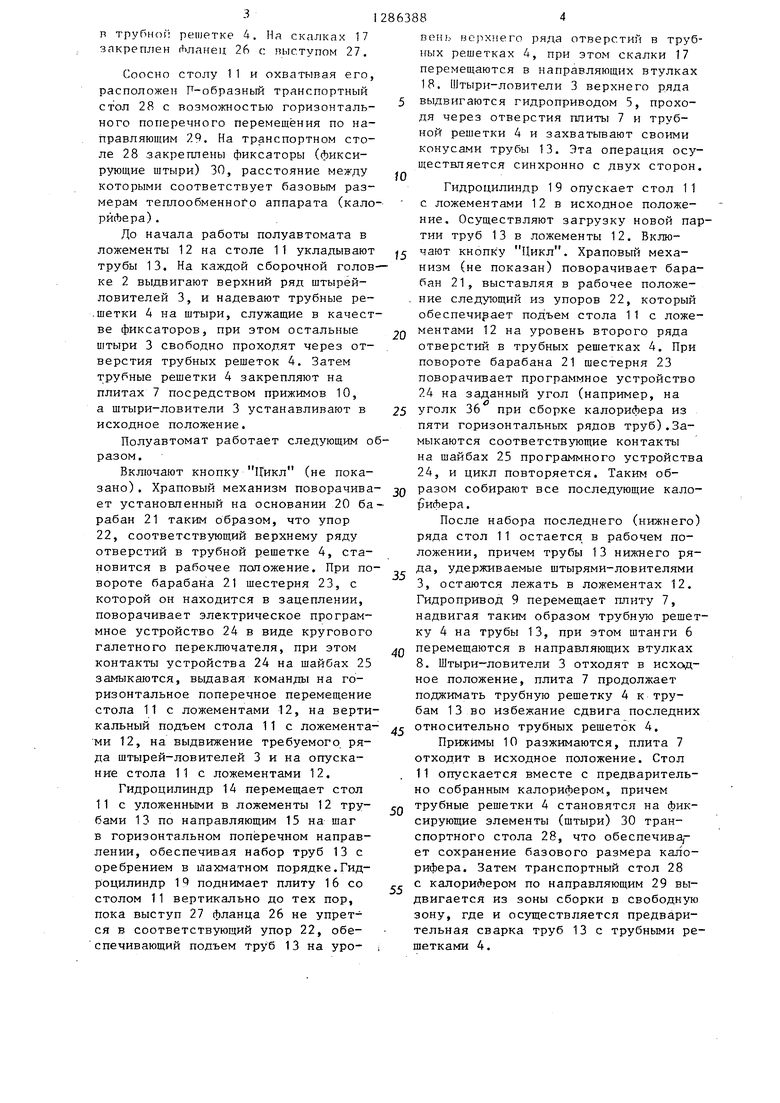
На фиг,1 показан полуавтомат дпя сборки теплообменных аппаратов,об- П1ий вид; на фиг, 2 - сечение А-А на Фиг,1.
Полуавтомат содержи станину 1, на которой смонтированы две сборочные головки 2, несущие ряды штырей- ловителей 3, заточенных на конус. Диаметр всех штырей-ловителей 3, кроме двух в верхнем ряду, несколько меньше диаметра отверстий в трубных решетках 4, а диаметр названных двух штырей-ловителей, служащих, в качестве фиксаторов для трубных ре- шеток 4, точно соответствует диаметру отверстий в трубных решетках 4.
упором соответствующей длины, закрепленным на барабане, выдвижение нужного ряда штырей-ловителей 3 и опускание С 11. После набора всех рядов осуществляется напрессовка ТР одновременно с двух сторон плитами 7 от приводов. Затем отводятся в исходное положение все зажимные элементы, С 11 с собранным изделием опускается, и ТР устанавливаются на фиксаторы 30 транспортного С 28, перемещающего собранное изделие в свободную зону, где осуществляется его сварка, 2 з.п, ф-лы, 2 ил.
5
0
5
0 5
Каждый ряд штырей 3 снабжен собственным гидроприводом 5. С рабочей стороны каждой головки 2 на штангах 6 установлена плита 7 с отверстиями под штыри-ловители 3 с возможностью перемещения в направляющих втулках 8 сборочных головок 2 от гидропривода 9, На плите 7 установлены прижимы 10 для крепления трубных решеток 4,
Между головками 2 расположен стол 11 с ложементами 12 для труб 13 с оребрением. Стол 11 установлен с возможностью горизонтального поперечного перемещения от гидроцилиндра 14 по направляющим 15 на подъемной плите 16 и вертикального перемещения совместно с подъемной плитой 16,Последняя закреплена на скалках 17 и имеет возможность вертикального перемещения по направляющим втулкам 18 от гидроцилиндра 19,
На основании 20 установлен барабан 21 с регулируемыми вертикальными упорами 22 по числу рядов в трубных решетках 4, Барабан 21 выполнен в виде зубчатого колеса, приводного от храпового механизма (не показан) , которое находится в зацеплении с шестерней 23, установленной на валу электрического программного устройства 24 галетного типа. На каждой шайбе 25 программного устройства 24 находится некоторое количество равно расположенных по окружности контактов или групп контактов (не пока- |заны) по числу горизонтальных рядов
в трубноГ: решетке 4. На скалках 17 закреплен гЬланец 26 с выступом 27.
Соосио столу 11 и охватывая его, расположен Р-образный транспортный стол 28 с возможностью горизонтального поперечного перемещения по направляющим 29. На транспортном столе 28 закреплены фиксаторы (фиксирующие штыри) 30, расстояние между которыми соответствует базовым размерам теплообменноГо аппарата (кало рйЛера).
До начала работы полуавтомата в ложементы 12 на столе 11 укладывают трубы 13. На каждой сборочной головке 2 выдвигают верхний ряд щтырей- ловителей 3, и надевают трубные ре- .тетки А на штыри, служащие в качестве фиксаторов, при этом остальные штыри 3 свободно проходят через отверстия трубных решеток 4. Затем трубные решетки 4 закрепляют на плитах 7 посредством прижимов 10, а штыри-ловители 3 устанавливают в исходное положение.
Полуавтомат работает следующим оразом.
Включают кнопку ГГикл (не показано) . Храповый механизм поворачивает установленный на основании 20 барабан 21 таким образом, что упор 22, соответствующий верхнему ряду отверстий в трубной решетке 4, становится в рабочее положение. При повороте барабана 21 шестерня 23, с которой он находится в зацеплении, поворачивает электрическое программное устройство 24 в виде кругового галетного переключателя, при этом контакты устройства 24 на шайбах 25 замыкаются, выдавая команды на горизонтальное поперечное перемещение стола 11 с ложементами 12, на вертикальный подъем стола 11 с ложементами 12, на выдвижение требуемого ряда штырей-ловителей 3 и на опускание стола 11 с ложементами 12,
Гидроцилиндр 14 перемещает стол 11 с уложеннь1ми в ложементы 12 трубами 13 по направляющим 15 на шаг в горизонтальном поперечном направлении, обеспечивая набор труб 13 с оребрением в шахматном порядке.Гидроцилиндр 19 поднимает плиту 16 со столом 11 вертикально до тех пор, пока выступ 27 фланца 26 не упрется в соответствующий упор 22, обеспечивающий подъем труб 13 на уро0
5
0
5
0
5
0
5
0
5
вепь FJCpxHero ряда отверстий в трубных решетках 4, при этом скалки 17 перемещаются в направляющих втулках 18, Штыри-ловители 3 верхнего ряда выдвигаются гидроприводом 5, проходя через отверстия ппиты 7 и трубной решетки 4 и захватывают своими конусами трубы 13. Эта операция осуществляется синхронно с двух сторон.
Гидроцилиндр 19 опускает стол 11 с ложементами 12 в исходное положение. Осуществляют загрузку новой партии труб 13 в ложементы 12. Включают кнопку Цикл. Храповьга механизм (не показан) поворачивает барабан 21, выставляя в рабочее положение следующий из упоров 22, который обеспечивает подъем стола 11 с ложементами 12 на уровень второго ряда отверстий в трубных решетках 4. При повороте барабана 21 шестерня 23 поворачивает программное устройство 24 на заданный угол (например, на уголк 36 при сборке калорифера из пяти горизонтальных рядов труб).Замыкаются соответствующие контакты на шайбах 25 программного устройства 24, и цикл повторяется. Таким образом собирают все последующие калорифера.
После набора последнего (нижнего) ряда стол 11 остается в рабочем положении, причем трубы 13 нижнего ряда, удерживаемые штырями-ловителями 3, остаются лежать в ложементах 12. Гидропривод 9 перемещает плиту 7, надвигая таким образом трубную решетку 4 на трубы 13, при этом штанги 6 перемещаются в направляющих втулках 8. Штыри-ловители 3 отходят в исходное положение, плита 7 продолжает поджимать трубную решетку 4 к трубам 13 во избежание сдвига последних относительно трубных решеток 4,
Прижимы 10 разжимаются, плита 7 отходит в исходное положение. Стол 11 опускается вместе с предварительно собранным калорифером, причем трубные решетки 4 становятся на фиксирующие элементы (штыри) 30 транспортного стола 28, что обеспечива - ет сохранение базового размера калорифера. Затем транспортный стол 28 с калорифером по направляющим 29 выдвигается из зоны сборки в свободную зону, где и осуществляется предварительная сварка труб 13 с трубными решетками 4.
Формула изобретения
1. Полуавтомат для сборки теплооб- менных аппаратов, содержащий станину с двумя расположенными напротив одна относительной другой сборочными головками, ряды конусных штырей-ловителей, смонтированных на сборочных головках, устройство для фиксации трубных решеток, стол с ложементами для труб и механизм перемещения стола относительно сборочных головок в двух взаимно перпендикулярных направлениях, отличающийся тем, что, с целью расширения технологических возможностей и повышения удобства эксплуатации, он снабжен транспортным столом с элементами фиксации собранного изделия, уста- новленным на станине с возможностью перемещения от привода, каждая сборочная головка выполнена с направляющими, в которых с возможностью перемещения установлено устройство
для фиксациии трубных рещеток,стол с ложементами для труб смонтирован соосно транспортному столу, а каждый ряд штырей-ловителей установлен с
возможностью независимого выдвижения ,
-. Полуавтомат по п. 1 , о т л и - чающийся тем, что, с целью повьпления производительности, он
снабжен электрическим программным устройством и установленным на транспортном столе с возможностью шагового поворота относительно своей оси барабаном, для связи программного устройства с механизмом перемещения стола с ложементами для труб, 3, Полуавтомат по п.1, о т л и - чающийся тем, что устройство для фиксации трубных решеток выполнено в виде плит с отверстиями под щтыри-ловители, установленных на сборочных головках с возможностью перемещения относительно последних вдоль оси сборки.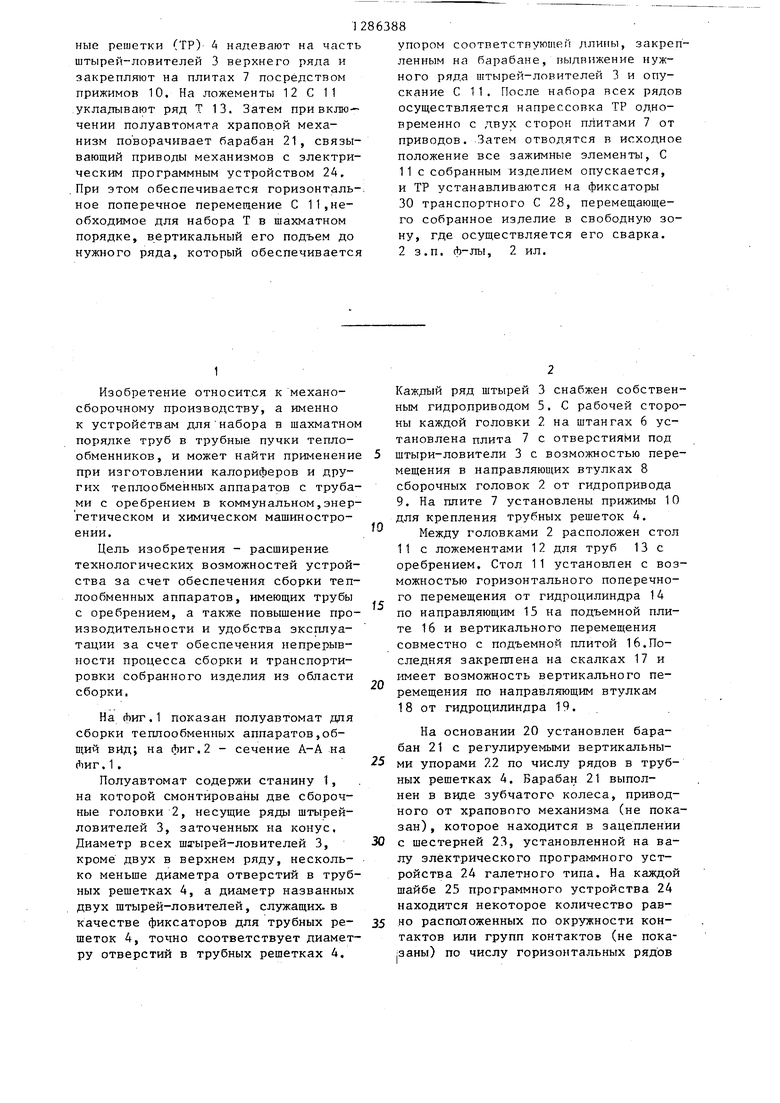
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки трубных пучков секций аппаратов воздушного охлаждения | 1984 |
|
SU1234150A1 |
| Устройство для сборки прямолинейных трубных пучков | 1976 |
|
SU650700A1 |
| Устройство для сборки трубчатых теплообменников | 1987 |
|
SU1473935A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| Устройство для сборки трубчатых теплообменников | 1985 |
|
SU1271699A1 |
| Устройство для сборки труб теплообменных аппаратов | 1976 |
|
SU634819A1 |
| Способ изготовления многослойного змеевикового теплообменника | 2019 |
|
RU2730779C1 |
| Устройство для сборки труб с трубными досками | 1980 |
|
SU979055A1 |
| Автоматическая сборочная линия спутникового типа | 1986 |
|
SU1346384A1 |
| Устройство для установки труб в решетки теплообменника | 1978 |
|
SU789188A1 |
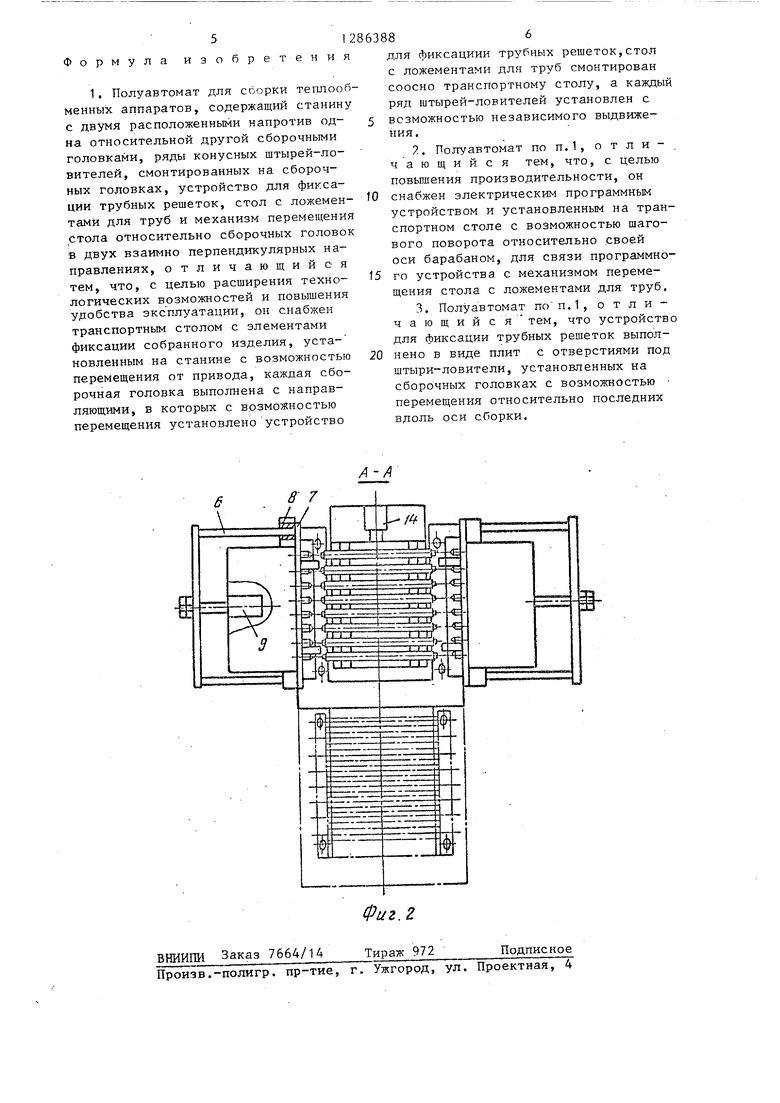
Изобретение относится к механосборочному производству, а именно к устройствам для сборки теп- лообменных аппаратов. Изобретение позволяет повысить производительность сборки теплообменных аппаратов путем использования электрического программного устройства,расширить технологические возможности и повысить удобство эксплуатации путем обеспечения сборки труб (Т) с оребрением и применения стола (С) фиксирующего собранное изделие и транспортирующего его из зоны сборки. Подлежащие сборке с Т 13 труб/ S л 7 3 W ff 13 f5 12 16 4 /////// / i 9аг.1
ВНИИПИ Заказ 7664/14
Произв.-полигр. пр-тие, г, Ужгород, ул. Проектная, 4
Фиг.г
Тираж 972
Подписное
| 0 |
|
SU329935A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
