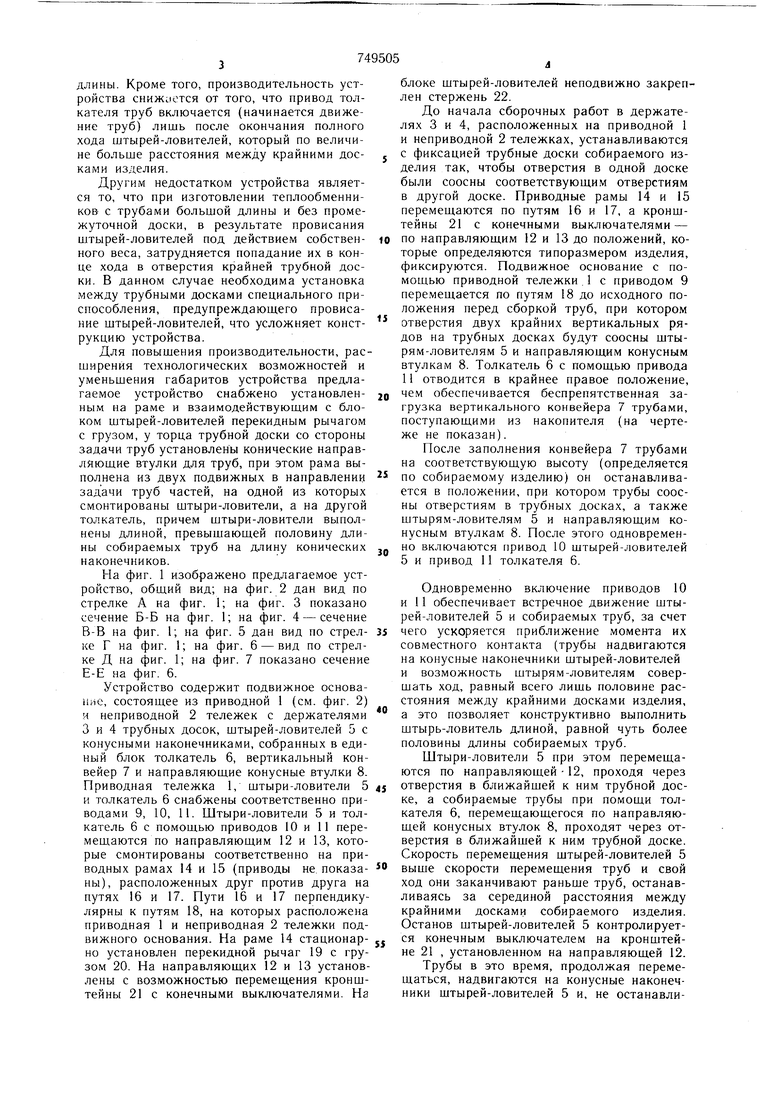
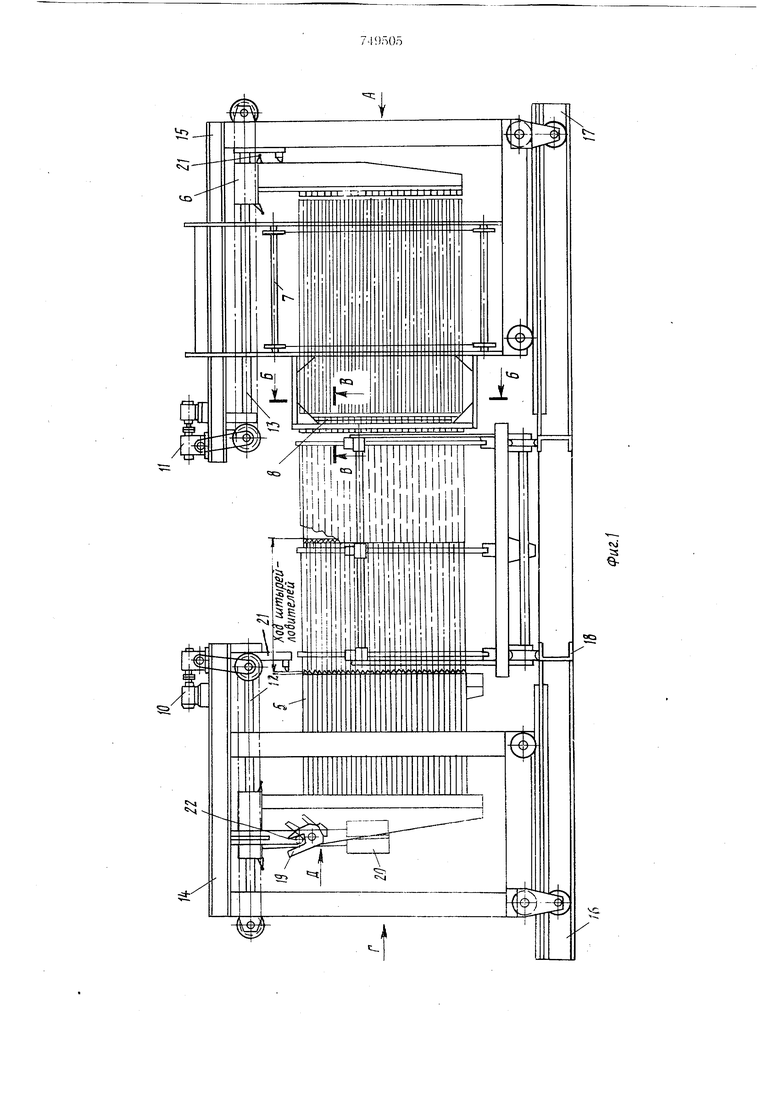
ДЛИНЫ. Кроме того, производительность устройства снижается от того, что привод толкателя труб включается (начинается движение труб) лишь после окончания полного хода штырей-ловителей, который по величине больше расстояния между крайними досками изделия. Другим недостатком устройства является то, что при изготовлении теплообменников с трубами большой длины и без промежуточной доски, в результате провисания штырей-ловителей под действием собственного веса, затрудняется попадание их в конце хода в отверстия крайней трубной доски. В данном случае необходима установка между трубными досками специального приспособления, предупреждающего провисание штырей-ловителей, что усложняет конструкцию устройства. Для повышения производительности, расширения технологических возможностей и уменьшения габаритов устройства предлагаемое устройство снабжено установленным на раме и взаимодействуюшим с блоком штырей-ловителей перекидным рычагом с грузом, у торца трубной доски со стороны задачи труб установлены конические направляюшие втулки для труб, при этом рама выполнена из двух подвижных в направлении задачи труб частей, на одной из которых смонтированы штыри-ловители, а на другой толкатель, причем штыри-ловители выполнены длиной, превышающей половину длины собираемых труб на длину конических наконечников. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 дан вид по стрелке А на фиг. 1; на фиг. 3 показано сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 дан вид по стрелке Г на фиг. 1; на фиг. 6 - вид по стрелке Д на фиг. 1; на фиг. 7 показано сечение Е-Е на фиг. 6. Устройство содержит подвижное основание, состоящее из приводной 1 (см. фиг. 2) и неприводной 2 тележек с держателями 3 и 4 трубных досок, штырей-ловителей 5 с конусными наконечниками, собранных в единый блок толкатель 6, вертикальный конвейер 7 и направляющие конусные втулки 8. Приводная тележка 1, щтыри-ловители 5 и толкатель 6 снабжены соответственно приводами 9, 10, 11. Штыри-ловители 5 и толкатель 6 с помощью приводов 10 и 11 перемещаются по направляющим 12 и 13, которые смонтированы соответственно на приводных рамах 14 и 15 (приводы не показаны), расположенных друг против друга на путях 16 и 17. Пути 16 и 17 перпендикулярны к путям 18, на которых расположена приводная 1 и неприводная 2 тележки подвижного основания. На раме 14 стационарно установлен перекидной рычаг 19 с грузом 20. На направляющих 12 и 13 установлены с возможностью перемещения кронщтейны 21 с конечными выключателями. На блоке штырей-ловителей неподвижно закреплен стержень 22. До начала сборочных работ в держателях 3 и 4, расположенных на приводной 1 и неприводной 2 тележках, устанавливаются с фиксацией трубные доски собираемого изделия так, чтобы отверстия в одной доске были соосны соответствующим отверстиям в другой доске. Приводные рамы 14 и 15 перемещаются по путям 16 и 17, а кронщтейны 21 с конечными выключателями - по направляющим 12 и 13 до положений, которые определяются типоразмером изделия, фиксируются. Подвижное основание с помощью приводной тележки 1 с приводом 9 перемещается по путям 18 до исходного положения перед сборкой труб, при котором отверстия двух крайних вертикальных рядов на трубных досках будут соосны щтырям-ловителям 5 и направляющим конусным втулкам 8. Толкатель 6 с помощью привода 11 отводится в крайнее правое положение, чем обеспечивается беспрепятственная загрузка вертикального конвейера 7 трубами, поступающими из накопителя (на чертеже не показан). После заполнения конвейера 7 трубами на соответствующую высоту (определяется по собираемому изделию) он останавливается в положении, при котором трубы соосны отверстиям в трубных досках, а также штырям-ловителям 5 и направляющим конусным втулкам 8. После этого одновременно включаются привод 10 штырей-ловителей 5 и привод 11 толкателя 6. Одновременно включение приводов 10 и 11 обеспечивает встречное движение штырей-ловителей 5 и собираемых труб, за счет чего ускоряется приближение момента их совместного контакта (трубы надвигаются на конусные наконечники штырей-ловителей и возможность штырям-ловителям совершать ход, равный всего лишь половине расстояния между крайними досками изделия, а это позволяет конструктивно выполнить штырь-ловитель длиной, равной чуть более половины длины собираемых труб. Штыри-ловители 5 при этом перемещаются по направляющей - 12, проходя через отверстия в ближайшей к ним трубной доске, а собираемые трубы при помощи толкателя 6, перемещающегося по направляющей конусных втулок 8, проходят через отверстия в ближайщей к ним трубной доске. Скорость перемещения штырей-ловителей 5 выше скорости перемещения труб и свой ход они заканчивают раньше труб, останавливаясь за серединой расстояния между крайними досками собираемого изделия. Останов штырей-ловителей 5 контролируется конечным выключателем на кронштейне 21 , установленном на направляющей 12. Трубы в это время, продолжая перемещаться, надвигаются на конусные наконечники штырей-ловителей 5 и, не останавливаясь, уже совместно со штырями-ловителями 5 пронизывают отверстия в остальных трубных досках. Привод 10 штырей-ловителей 5 при этом не работает и никакого сопротивления движению не оказывает, так как кинематически связан со штырями-ловителями 5 через муфту, передаюшую круТЯШ.ИЙ момент только в одном направлении. В самом конце хода толкателя 6 с трубами, надвинутыми на конусные наконечники штырей-ловителей 5, стержень 22 нажимает на перекидной рычаг 19, который, поворачиваясь при помощи груза 20, отодвигает штыри-ловители 5 до исходного положения перед сборкой, обеспечивая при этом вывод конусных наконечников штырей-ловителей 5 из полостей труб.
Толкатель 6, закончив полный ход, возврашается обратно в исходное положение перед сборкой, которое контролируется конечным выключателем на кронштейне 21, расположенном на направляюш,ей 13.
При рабочем ходе штырей-ловителей 5 рычаг 19 препятствия движению не оказывает.
После отвода толкателя б и штырей-ловителей 5 в исходное положение перед сборкой и перемещения подвижного основания с трубными досками на очередной шаг цикл сборки повторяется. За счет регулируемого по величине хода штырей-ловителей и толкателя, а также за счет их одновременного встречного движения достигается повышение производительности устройства.
Предлагаемое конструктивное выполнение штырей-ловителей упрощает конструкцию и уменьшает габариты устройства в целом.
Применение устройства предлагаемой конструкции позволит, увеличить производительность в 1,5...2 раза по сравнению с известными устройствами.
Формула изобретения
Устройство для сборки трубчатых теплообменных аппаратов, содержащее подвижное основание для трубных досок, смонтированные на раме соосно один относительно другого блоки приводных штырей-ловителей с коническими наконечниками и приводной толкатель, а также механизм подачи труб, отличающееся тем, что, с целью повышения производительности и расширения технологических возможностей, оно снабжено установленным на раме и взаимодействующим с блоком штырей-ловителей перекидным рычагом с грузом, а также установленными у торца трубной доски со стороны задачи труб
коническими направляющими втулками для труб, при этом рама выполнена из дву. подвижных в направлении задачи труб частей, на одной из которых смонтированы штыри-ловители, а на другой - толкатель, причем штыри-ловители выполнены длиной, большей половины длины собираемых труб на длину конических наконечников
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 496143, кл. В 23 Р 19/04, 1970.
2.Авторское свидетельство СССР № 329935, кл. В 21 D 39/06, 1968.
3.Авторское свидетельство СССР
по заявке jVg 2394725/27, кл. В 21 D 39/06, 1976 (прототип).
с
j Вид А фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки труб теплообменных аппаратов | 1976 |
|
SU634819A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| Устройство для сборки труб с трубными досками | 1980 |
|
SU979055A1 |
| Устройство для сборки трубчатых теплообменников | 1979 |
|
SU863294A1 |
| Стенд для сборки трубных пучков секций аппаратов воздушного охлаждения | 1984 |
|
SU1234150A1 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| Способ сборки трубчатых секций теплообменников и установка для его осуществления | 1982 |
|
SU1098741A1 |
| Устройство для установки труб в решетки теплообменника | 1978 |
|
SU789188A1 |
| Автоматическая линия для изготовления стержней | 1990 |
|
SU1759533A1 |
| Автоматическая линия для изготовления стержней | 1986 |
|
SU1386359A1 |

Щ//рчлЧчУч
/////ZZZZj.
Г
фиг. 5
Е- Е
20
бмдД
