. (Б ) УСТРОЙСТВО для СБОРКИ ТРУБ С ТРУБНЫМИ
ДОСКАМИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| Устройство для сборки труб теплообменных аппаратов | 1976 |
|
SU634819A1 |
| Устройство для сборки трубчатых теплообменных аппаратов | 1978 |
|
SU749505A1 |
| Устройство для сборки прямолинейных трубных пучков | 1976 |
|
SU650700A1 |
| Устройство для раздачи концов труб теплообменников | 1990 |
|
SU1776478A1 |
| Устройство для сборки трубчатых теплообменников | 1979 |
|
SU863294A1 |
| Устройство для установки труб в решетки теплообменника | 1978 |
|
SU789188A1 |
| Устройство для крепления труб в трубных досках теплообменника | 1977 |
|
SU673834A1 |
| Устройство для сборки трубчатых теплообменников | 1985 |
|
SU1271699A1 |
| Способ сборки теплоообменного трубногопучКА | 1979 |
|
SU804107A1 |
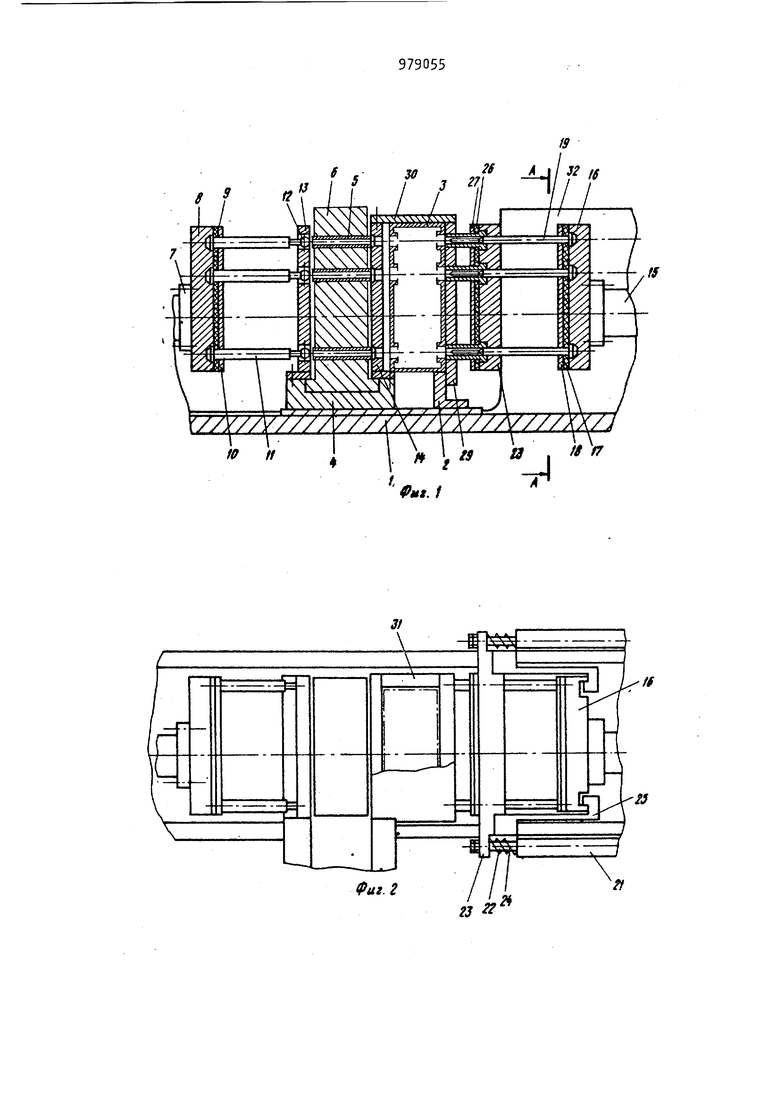
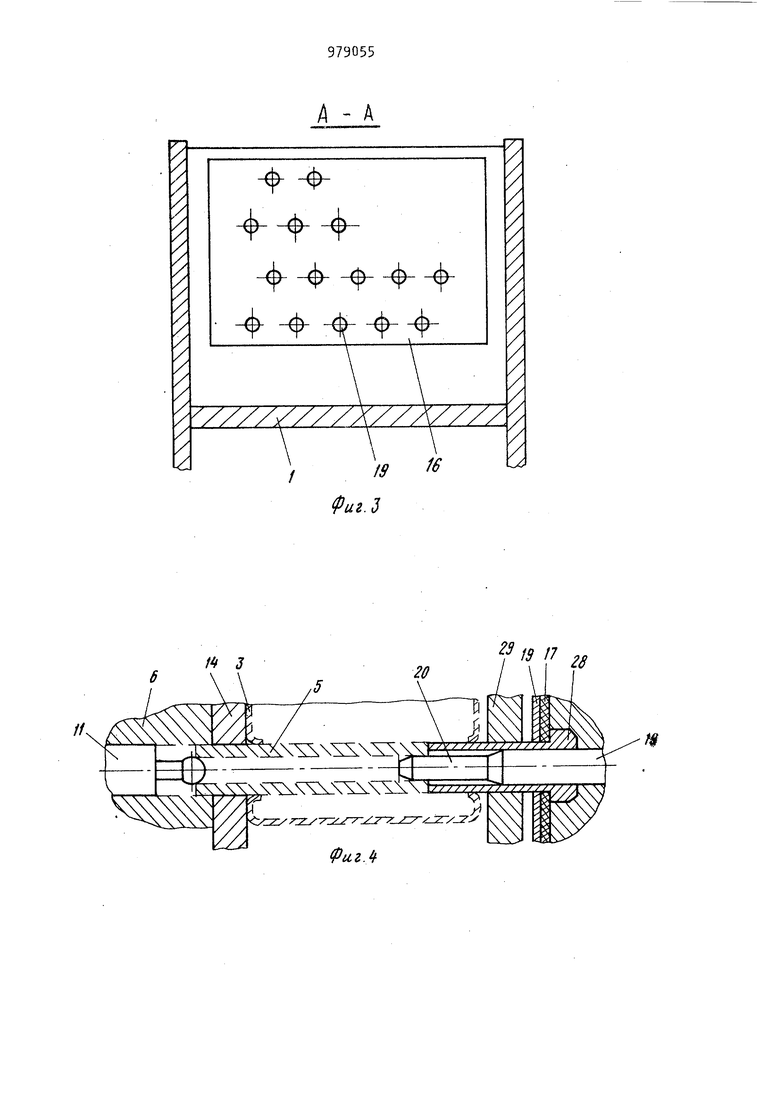
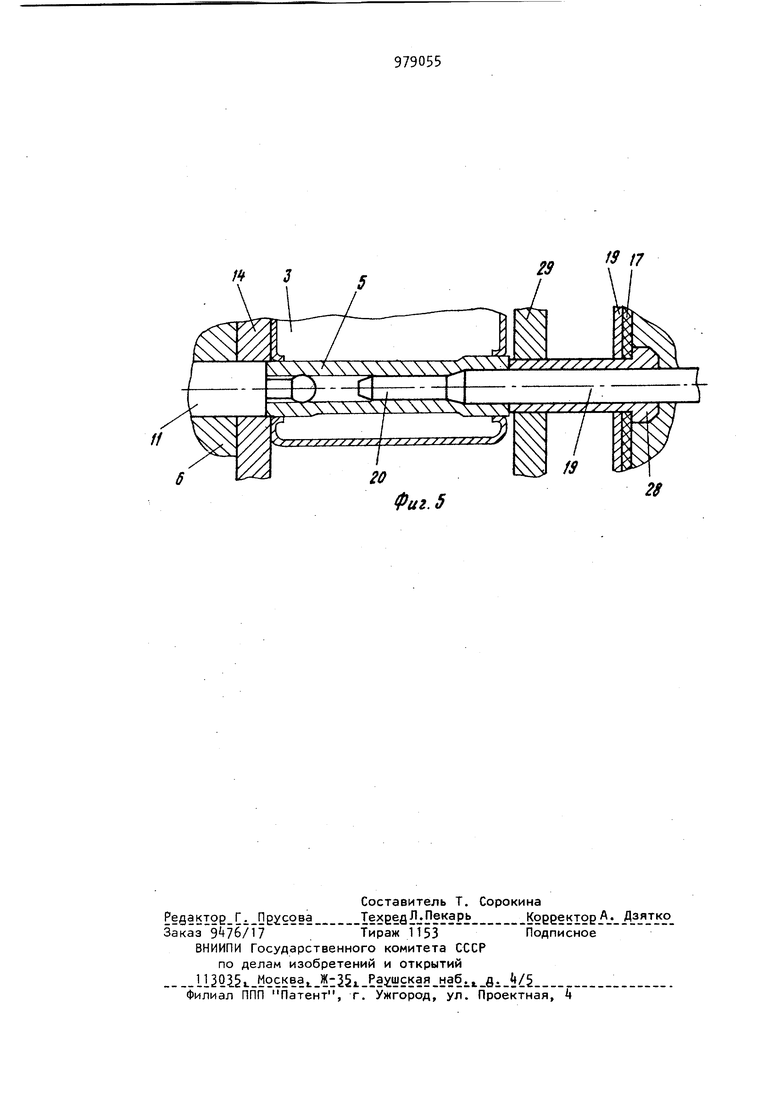
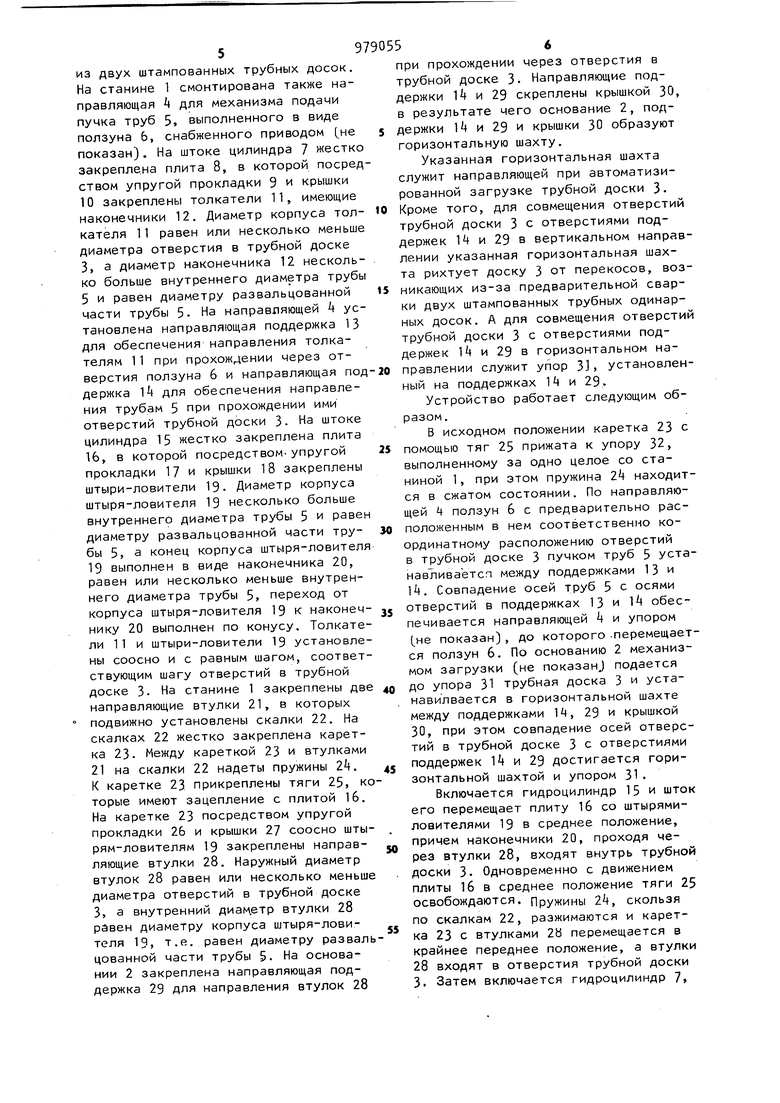
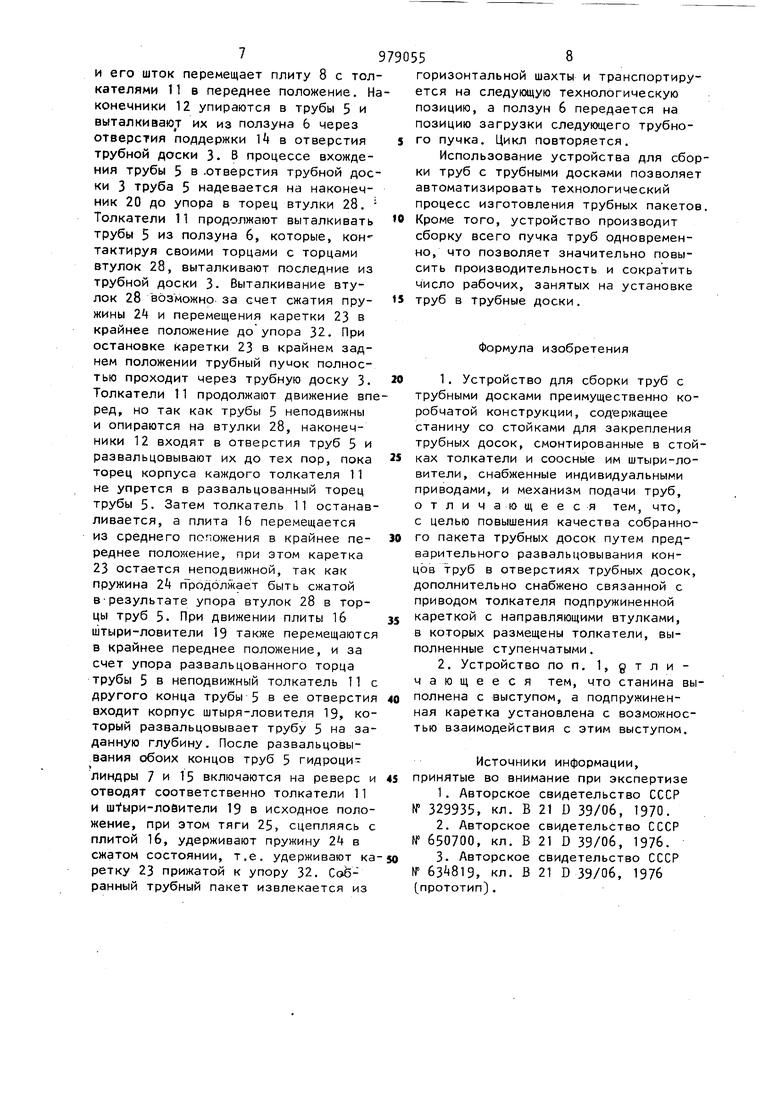
Изобретение относится к области изготовления элементов энергоблоков, а именно к сборке труб в трубные доски преимущественно коробчатой кон струкции. Известно устройство для сборки прямолинейных трубных пакетов теплообменных аппаратов, содержащее станину, на которой с возможностью пере мещения в горизонтальной плоскости во встречном и обратном направлениях смонтированы две планшайбы. В каждой планшайбе на сетке отверстий трубных досок закреплены встречно направленные штыри-ловители, которые имеют участок малого диаметра, соответствующий внутреннему диаметру теплообменных труб, и участок большого диаметра, соответствующий диаметру отверстий трубной доски. Длина участко .большого диаметра .на всех штырях-лови телях одинакова, а длина участков малого диаметра нарастает в каждом горизонтальном ряду снизу вверх, и КОНЦЫ ловителей заточены на конус. Между планшайбами смонтирован контейнер с трубами, который может перемещаться в вертикальном направлении синхронно с перемещением планшайб ClJ Устройство работает следующим образом. Трубные доски надеваются на участок большого диаметра штырей-ловителей, в контейнер укладывается ком-, плект теплообменных труб и контейнер поднимается до соосного расположения труб верхнего ряда с соответствующими штырями-ловителями. Штыри-ловители входят с двух сторон в трубы верхнего ряда. Контейнер, опускающийся синхронно со встречным движением планшайб, оставляет трубы каждого верхнего ряда вывешенными на штыряхловителях. После вывешивания труб всех рядов трубные доски сталкиваются со штырей-ловителей на концы труб. Разведением планшайб в противоположные стороны собранный трубный пакет освобождается от штырей-ловителей и снимается с устройства. Недостатком известного устройства является ненадежность работы изкривизны труб, различного размера труб по наружному диаметру, неточно ти при укладке труб в контейнер и т.д., в результате чего штыри-ловители при вывешивании попадают не во все трубы горизонтального ряда. Известно также устройство для сборки прямолинейных трубных пакето в котором для ликвидации указанного недостатка предыдущего устройства для сборки между контейнером и план шайбами установлены каретки, на каж дой из которых закреплена трубная доска и ограничительный диск с отверстиями под штыри-ловители длина которых возрастает к основанию план шайбы С2 . Однако это устройство не может быть использовано для сборки трубного пакета теплообменного аппарата трактора типа К-УОО, у которого котел обогрева двигателя при запуске представляет собой размещенные в ру башке трубные доски коробчатой формы с запрессованным в них пучком труб. В этом случае сборка трубного пакета должна производиться в трубные доски коробчатой формы, и пучок труб не может быть размещен перед сборкой между досками. Кроме того, известное устройство не обеспечивае закрепление трубного пучка в трубны досках после сборки. Из известных устройств наиболее близким к изобретению решением по технической сущности является устройство для-сборки труб с трубными досками, содержащее станину со стой ками для закрепления трубных досок, смонтированные в стойках толкатели и соосные им штыри-ловители, снабже ные индивидуальными приводами, и механизм подачи труб 3 Недостатком известного устройства является низкое качество собранного пакета теплообменного аппарата из-за отсутствия предварительного закрепления трубок в трубных дос ках, что приводит к смещению или вы падению трубок при транспортировке пакета на последующую технологическую позицию в автоматизированном режиме. Э4 Целью изобретения является повы-1 шение качества собранного пакета путем развальцовывания труб при сборке . Эта цель достигается тем, что устройство для сборки труб с трубными досками, содержащее станину со стойками для закрепления трубных досок, смонтированные в стойках толкатели и соосные им штыри-ловители, снабженные индивидуальными приводами, а также механизм подачи труб, дополнительно снабжено связанной с приводом толкателя подпружиненной кареткой с направляющими втулками, в которых размещены толкатели, выполненные ступенчатыми . Станина может быть выполнена с выступом, а подпружиненная каретка с возможностью взаимодействия с этим выступом. Такое конструктивное выполнение устройства позволит повысить качество собранного пакета, так как выполнение толкателей в виде штырей с наконечниками заданных диаметров обеспечивает не только проталкивание труб в трубные доски, но и развальцовывание одного из концов труб при упоре во втулки, установленные на подпружиненной каретке, а также выполнение роли упора для труб при развальцовывании штырями-ловителями другого конца труб. Наличие втулок, взаимодействующих с отверстиями трубных досок и установленных на подпружиненной каретке, обеспечивает направление для штырейловителей и для труб при их заталкивании в доски. Кроме того, из-за наличия возможности отхода назад подпружиненной каретки до упора на станине втулки служат упором для труб при их развальцовывании наконечниками толкателя. На фиг. 1 представлено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 сечение А-А на фиг. 1 ; на фиг. k - положение толкателя и штыря-ловителя в процессе сборки; на фиг. 5 - положение толкателя и штыря-ловителя в конце сборки. Устройство для сборки труб теплообменных аппаратов содержит станину 1, на которой смонтировано основание 2 для установки трубной доски 3 коробчатой формы, которая сварена 59 из двух штампованных трубных досок. На станине 1 смонтирована также направляющая А для механизма подачи пучка труб 5, выполненного в виде ползуна 6, снабженного приводом {не показан). На штоке цилиндра 7 жестко закреплена плита 8, в которой посред ством упругой прокладки 9 и крышки 10 закреплены толкатели П, имеющие наконечники 12. Диаметр корпуса толкателя 11 равен или несколько меньше диаметра отверстия в трубной доске 3, а диаметр наконечника 12 несколько больше внутреннего диаметра трубы 5 и равен диаметру развальцованной части трубы 5. На направляющей А установлена направляющая поддержка 13 для обеспечения направления толкателям 11 при прохождении через отверстия ползуна 6 и направляющая под-М держка 1 для обеспечения направления трубам 5 при прохождении ими отверстий трубной доски 3. На штоке цилиндра 15 жестко закреплена плита 16, в которой посредствомупругой прокладки 17 и крышки 18 закреплены штыри-ловители 19. Диаметр корпуса штыря-ловителя 19 несколько больше внутреннего диаметра трубы 5 и раве диаметру развальцованной части трубы 5, а конец корпуса штыря-ловител 19 выполнен в виде наконечника 20, равен или несколько меньше внутреннего диаметра трубы 5, переход от корпуса штыря-ловителя 19 к наконеч нику 20 выполнен по конусу. Толкате ли 11 и штыри-ловители 19 установле ны соосно и с равным шагом, соответ ствующим шагу отверстий в трубной доске 3- На станине 1 закреплены две направляющие втулки 21, в которых подвижно установлены скалки 22. На скалках 22 жестко закреплена каретка 23. Между кареткой 23 и втулками 21 на скалки 22 надеты пружины 24. К каретке 23 прикреплены тяги 25, ко торые имеют зацепление с плитой 16. На каретке 23 посредством упругой прокладки 26 и крышки 27 соосно штырям-ловителям 19 закреплены направляющие втулки 28. Наружный диаметр втулок 28 равен или несколько меньше диаметра отверстий в трубной доске 3, а внутренний диам.етр втулки 28 равен диаметру корпуса штыря-ловителя 19, т.е. равен диаметру разваль цованной части трубы 5. На основании 2 закреплена направляющая поддержка 29 для направления втулок 28 5 при прохождении через отверстия в трубной доске 3- Направляющие поддержки 1 и 29 скреплены крышкой 30, в результате чего основание 2, поддержки и 29 и крышки 30 образуют горизонтальную шахту. Указанная горизонтальная шахта служит направляющей при автоматизированной загрузке трубной доски 3. Кроме того, для совмещения отверстий трубной доски 3 с отверстиями поддержек 14 и 29 в вертикальном направлении указанная горизонтальная шахта рихтует доску 3 от перекосов, возникающих из-за предварительной сварки двух штампованных трубных одинарных досок. А для совмещения отверстий трубной доски 3 с отверстиями поддержек 1А и 29 в горизонтальном направлении служит упор 3, установленный на поддержках 14 и 29. Устройство работает следующим образом. В исходном положении каретка 23 с помощью тяг 25 прижата к упору 32, выполненному за одно целое со станиной 1, при этом пружина 2k находится в сжатом состоянии. По направляющей 4 ползун 6 с предварительно расположенным в нем соответственно координатному расположению отверстии в трубной доске 3 пучком труб 5 устанавЪиваетсп между поддержками 13 и И. Совпадение осей труб 5 с осями отверстий в поддержках 13 и 14 обеспечивается направляющей 4 и упором (не показан), до которого .перемещается ползун 6. По основанию 2 механизMOM загрузки (не noKaaaHj подается до упора 31 трубная доска 3 и устанавилвается в горизонтальной шахте между поддержками 14, 29 и крышкой 30, при этом совпадение осей отверстий в трубной доске 3 с отверстиями поддержек 14 и 29 достигается горизонтальной шахтой и упором 31. Включается гидроцилиндр 15 и шток его перемещает плиту 16 со штырямиловителями 19 в среднее положение, причем наконечники 20, проходя через втулки 28, входят внутрь трубной доски 3. Одновременно с движением плиты 16 в среднее положение тяги 25 освобождаются. Пружины 24, скользя по скалкам 22, разжимаются и каретка 23 с втулками 2Ь перемещается в крайнее переднее положение, а втулки 28 входят в отверстия трубной доски 3. Затем включается гидроцилиндр 7, И его шток перемещает плиту 8 с тол кателями 11 в переднее положение. Н конечники 12 упираются в трубы 5 и выталкивают их из ползуна 6 через отверстия поддержки И в отверстия трубной доски 3. В процессе вхождения трубы 5 в .отверстия трубной дос ки 3 труба 5 надевается на наконечник 20 до упора в торец втулки 28. Толкатели 11 продолжают выталкивать трубы 5 из ползуна 6, которые, кон«тактируя своими торцами с торцами втулок 28, выталкивают последние из трубной доски 3- Выталкивание втулок 28 возможно за счет сжатия пружины 2 и перемещения каретки 23 в крайнее положение до упора 32. При остановке каретки 23 в крайнем заднем положении трубный пуиок полностью проходит через трубную доску 3. Толкатели 11 продолжают движение вп ред, но так как трубы 5 неподвижны и опираются на втулки 28, наконечники 12 входят в отверстия труб 5 и развальцовывают их до тех пор, пока торец корпуса каждого толкателя 11 не упрется в развальцованный торец трубы 5. Затем толкатель 11 останав ливается, а плита 16 перемещается из среднего положения в крайнее переднее положение, при этом каретка 23 остается неподвижной, так как пружина 2Ц п род6лжает быть сжатой в-результате упора втулок 28 в торцы труб 5. При движении плиты 16 штыри-ловители 19 также перемещаютс в крайнее переднее положение, и за счет упора развальцованного торца трубы 5 в неподвижный толкатель 11 другого конца трубы 5 в ее отверсти входит корпус штыря-ловителя 19, ко торый развальцовывает трубу 5 на за данную глубину. После развальцовывания обоих концов труб 5 гидроцилиндры 7 и 15 включаются на реверс отводят соответственно толкатели 11 и шТыри-лойители 19 в исходное поло жение, при этом тяги 25, сцепляясь плитой 16, удерживают пружину 24 в сжатом состоянии, т.е. удерживают к ретку 23 прижатой к упору 32. Собранный трубный пакет извлекается из горизонтальной шахты и транспортирутся на следующую технологическую позицию, а ползун 6 передается на позицию загрузки следующего трубного пучка. Цикл повторяется. Использование устройства для сборки труб с трубными досками позволяет автоматизировать технологический процесс изготовления трубных пакетов. Кроме того, устройство производит сборку всего пучка труб одновременно, что позволяет значительно повысить производительность и сократить число рабочих, занятых на установке труб в трубные доски. Формула изобретения 1.Устройство для сборки труб с трубными досками преимущественно коробчатой конструкции, содержащее станину со стойками для закрепления трубных досок, смонтированные в стойках толкатели и соосные им штыри-ловители, снабженные индивидуальными приводами, и механизм подачи труб, отличающееся тем, что, с целью повышения качества собранного пакета трубных досок путем предварительного развальцовывания концов труб в отверстиях трубных досок, дополнительно снабжено связанной с приводом толкателя подпружиненной кареткой с направляющими втулками, в которых размещены толкатели, выполненные ступенчатыми. 2.Устройство по п, 1, g т л и чающееся тем, что станина выполнена с выступом, а подпружиненная каретка установлена с возможностью взаимодействия с этим выступом. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 329935, кл. В 21 D 39/06, 1970. 2.Авторское свидетельство СССР № 650700, кл. В 21 D 39/06, 1976. 3.Авторское свидетельство СССР № , кл. В 21 D 39/06, 1976 (прототип). Ш Фиг. г 23
А - А
иг.З
.
агЛ bzt ///J/ V 2..f / /f//
