Изобретение от}1оеится к области обработки металлов давлением, а именно к ко.чструкциям кузнечных бойков для молотков и прессов.
Известен кузнечный боек с выиолненными на рабочей поверхности параллельно его продольной оси боковыми гранями, наклоненными к боковым поверхносгям бг)йка, и с передиим и задним торцами 1.
Однако ковка бойками такой конструкции лластин из малопластичных сталей и сплавов, обеспечивая разгонку пластин в ширину, не позволяет получать качественную поверхность заготовки, вследствие образования большого количества поверхностных дефектов.
Целью изобретення является ул}чшение качества поковок из малопластичпых сталей и сплавов.
Поставленная цель достигается тем, что на рабочей поверхности по продольной осн бойка выполнен треугольный вырез, а со стороны торцов - клиновые скосы, большие основания которых совмещены с боковыми поверхностями бойка.
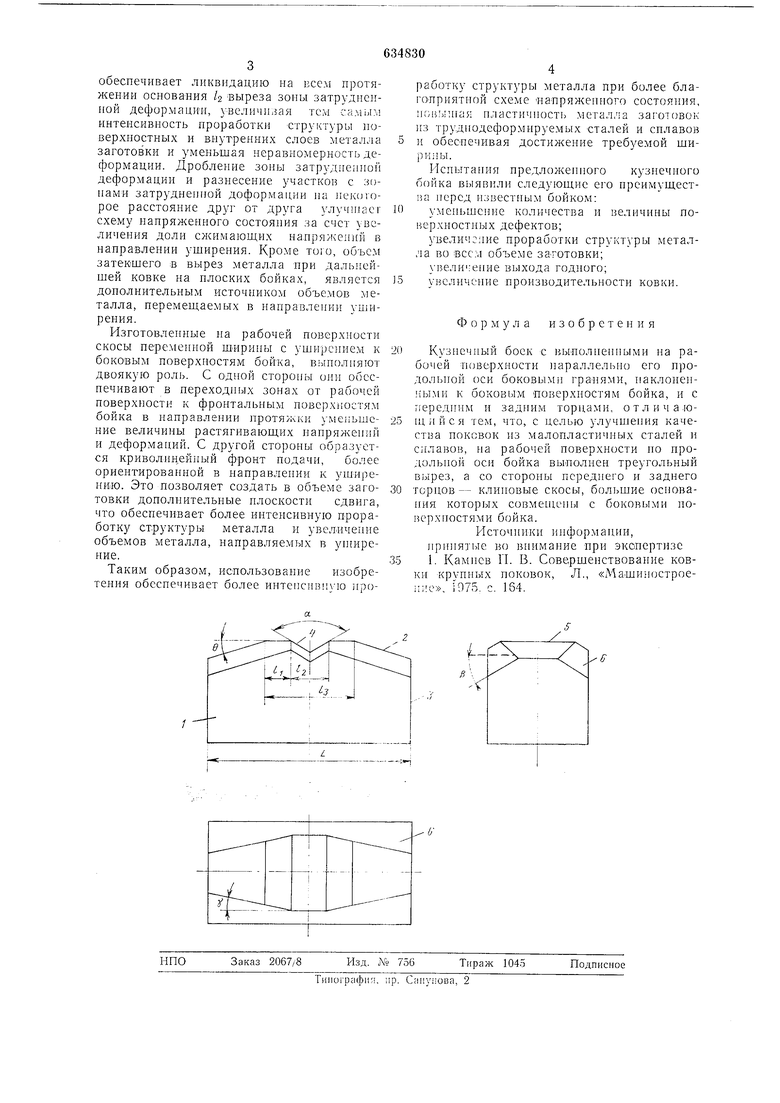
На чертеже схематично изображен кузнечный боек в трех проекциях.
На рабочий поверхности бойка 1 параллельно его продольной оси выполнены боковые грани 2, наклоненные к боковым поверхиосткм 3 бойка под углом 0. В направлении продольной осп в центральной части бонка иьмюлие; rpeyio. вырез -1 с шириной оснсваиля / и углом нри вертпине к. Иа рабочей поверхности 5 нод углом |3 к передним и задн1 М торцам бойка выполнены скосы 6 переменной ниринь с уншреннем к б()ков1.м новерхностям бойка нод углом , большие основания которых совмеш,е:1ы с боковыми поверхностям; бойка. Все переходы от одной поверхности к другой выполнены но раднусл. 1Тко: С;Д /емый ннтсрвал значений отношеннй линейных размеров и угловых величин составл:-.- 0,05-0,15:
0,1-0,2; L
L
а
- 0,15-0,25; L
е . Та|3 15°-25°;
V -15°-25°; ли нейиых разсоотношенийкне значення
велнчин являются наиоомеров и угловых
лее благоприятпыми условнями для течения металла заготовок нз труднодеформируемых марок стали.
Заготовку помещают на боек н подвергают деформаци путем приложения Biieinнего усилия.
Вынолнение на рабочей noBepxiiocTii по продольной оси бойка треугольного выреза но еравнению с трапецневндным бойком
обеспечивает ликвидацию иа все.м протяжении осиования /2 выреза зопы затрудиеппой деформации, увеличи,зая тем самым интепсивпость проработки структуры поверхиостных и виутреиних слоев металла заготовки и уменьшая неравномерность деформации. Дробление зоны затрудненной деформации и разнесение участков с зонамт затрудненной доформации на некслорое расстояние друг от друга улучшает схему напряженного состояния за счет увеличения доли сжимающих напряжений в направлении уширения. Кроме того, объем затекшего в вырез металла при дальнейшей ковке на плоских бойках, является дополиительным источником объемов металла, перемещаемых в иаправлении уширения.
Изготовлеиные на рабочей поверхности скосы переменной ШИрины с уширением к боковым поверхностям бойка, выполняют двоякую роль. С одной стороны онн обеспечивают в переходных зонах от рабочей поверхности к фронтальным поверхностям бойка в направлении протяжки уменынение величины растягивающих напряжений и деформаций. С другой стороны образуется криволицейный фронт подачи, более ориентированной в направлепии к уширеиию. Это позволяет создать в объеме заготовки дополнительные плоскости сдвига, что обеспечивает более интенсивную проработку структуры металла и увел ичение объемов металла, направляемых в ун ирение.
Таким образом, использование изобретения обеспечивает более интенсивную ироработку структуры металла при более благоприятной схеме -напряженного состояния, поиьпная нластичиост) металла заготовок из труднодеформируемых сталей и сплавов и обеспечивая достижепне требуемой ширины.
Испытания предложенного кузнечного бойка выявили следующие его преимущества неред нзвестным бойком:
уменьшение колнчества и величины поверхностных дефектов;
увеличение проработки структуры металла во всем объеме заготовки;
уп-еличение выхода годного;
увеличенне производительности ковки.
Формула изобретения
Кузнечный боек с вьшолпенными на рабочей поверхности параллельно его продольпой оси 6oKOBbiMii грацями, наклонен -:ыми к боковым поверхностям бойка, и с передним и задним торцами, отличаюн; и и с я тем, что, с целью улучшения качества ноксвок из малопластичиых сталей и сплавов, на рабочей поверхности по продольиой оси бойка вьшолиен треугольный вырез, а со стороны переднего и заднего торцов- клииовые скосы, большие основания которых совмещены с боковыми поверхноетями бойка.
Источники информации, принятые во внимание при экснертизе 1. Камнев П. В. Совершенствование ковки крунных поковок. Л., «Машиностроение. 1975. с. 164.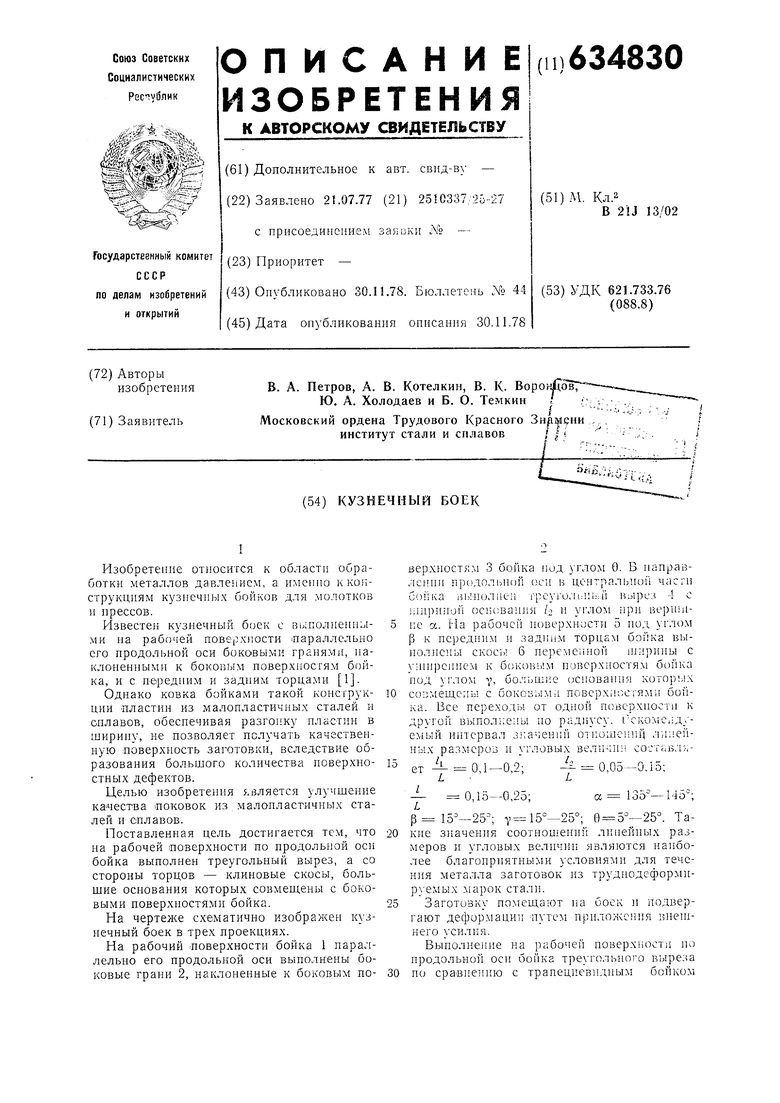
| название | год | авторы | номер документа |
|---|---|---|---|
| Боек для осадки слитков | 1984 |
|
SU1278097A1 |
| Кузнечный инструмент | 1979 |
|
SU969402A1 |
| Способ ковки труднодеформируемых металлов и сплавов | 1980 |
|
SU869926A1 |
| Кузнечный вырезной боек | 1979 |
|
SU867510A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2006 |
|
RU2326749C1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 2003 |
|
RU2240199C1 |
| Кузнечный вырезной боек | 1980 |
|
SU897378A1 |
| КОВОЧНЫЙ МОЛОТ ДЛЯ КУЗНЕЧНОЙ ПРОТЯЖКИ ЗАГОТОВОК | 2011 |
|
RU2480307C2 |
| Кузнечный вырезной боек | 1979 |
|
SU1049157A1 |
