Изобретение относится к обработке металлов давлением, а именно к инструменту для радиальной ковки, применяемому при ковке на прессах в четырехбойковых ковочных устройствах и радиально-обжимных машинах (РОМ).
Он может быть использован в машиностроительной и металлургической промышленности при производстве изделий с удлиненной осью, например штанг, колонн, промежуточных валов, торсионных валов, валков прокатных станов, осей железнодорожных вагонов и тому подобных изделий, а также при производстве поковок из конструкционных, нержавеющих, жаропрочных и труднодеформируемых сплавов, для перекова литого металла слитков и непрерывнолитых заготовок в деформированную заготовку.
Известен инструмент для радиальной ковки, содержащей две пары расположенных во взаимно перпендикулярных плоскостях бойков в четырехбойковом ковочном устройстве (смотри, например, Японскую заявку №58-12088, кл. B 21 J 9/06, 9/02, 13/02, опубл. 07.03.83).
Инструмент обеспечивает высокую производительность процесса за счет интенсивного течения металла в направлении продольной оси заготовки при четырехстороннем обжатии.
Недостатком этого инструмента является слабая деформационная проработка литой структуры металла и, следовательно, невысокое качество получаемого кованого металла.
Известен также инструмент для ковки, содержащий верхний и нижний бойки с вырезами, имеющие наклонные к плоскости разъема рабочие боковые поверхности, расположенные крест-накрест (смотри Авторское свидетельство СССР №393018, кл. B 21 J 13/02, опубл. 10.08.73 г., Бюл. №33).
При ковке этим инструментом улучшается проработка и снижается анизотропия металла поковки по сравнению с ковкой инструментом с плоскими рабочими поверхностями.
Недостатками известного инструмента являются низкая производительность процесса за счет большого уширения заготовки при обжатии ее двумя бойками, а также недостаточно высокое качество получаемого металла.
В основу предлагаемого инструмента для радиальной ковки поставлена задача, путем изменения его конструкции, обеспечить повышение производительности процесса и более интенсивную деформационную проработку литой структуры металла заготовок.
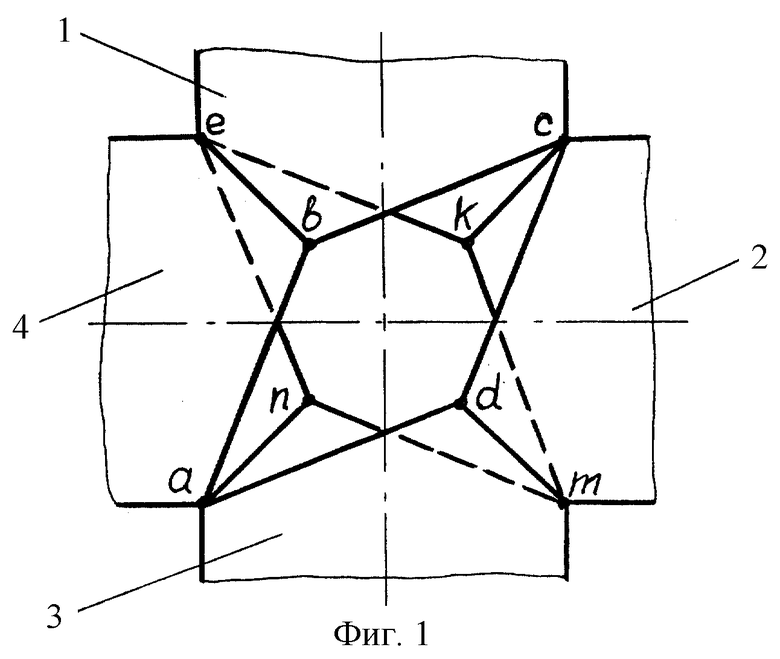
Поставленная задача достигается тем, что в инструменте для радиальной ковки, содержащем две пары расположенных во взаимно перпендикулярных плоскостях бойков с вырезами, рабочие поверхности которых расположены крест-накрест, новым является то, что бойки имеют по две пары смещенных друг относительно друга вдоль продольной оси бойка рабочих наклонных поверхностей, каждая из которых состоит из примыкающих друг к другу длинной и короткой поверхностей (фиг.1). Например, у бойка 3 (фиг.1) пара рабочих поверхностей an и nm смещена относительно пары рабочих поверхностей md и ad вдоль продольной оси этого бойка, а длинные рабочие поверхности nm и ad примыкают к коротким рабочим поверхностям an и md и расположены крест-накрест. При смыкании бойков 1-4 (фиг.1) наклонные рабочие поверхности образуют два расположенных крест-накрест ромба abcd и ekmn.
Патентуемый инструмент для радиальной ковки работает следующим образом.
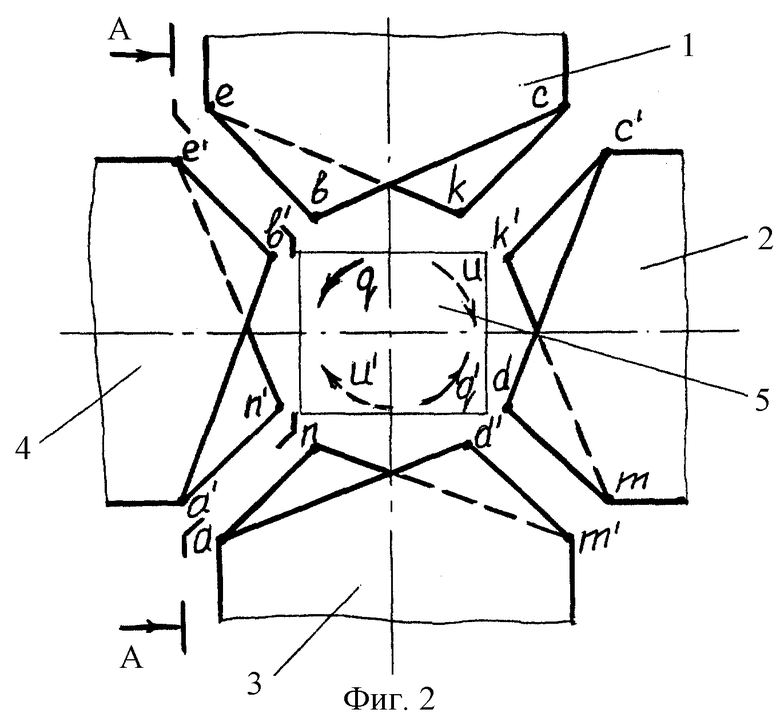
Заготовку 5 (на фиг.2, 3 показана тонкими линиями) подают в пространство между предварительно разведенными бойками 1-4 и обжимают с четырех сторон. При воздействии на заготовку наклонными рабочими поверхностями бойков происходит ее радиальное обжатие с одновременным поворотом одной части очага деформации относительно другой. От воздействия наклонных be a'b' происходит поворот части очага деформации по стрелке q, а от воздействия наклонных поверхностей ad' и dc' - поворот части очага деформации по стрелке q’ в противоположном направлении относительно стрелки q (фиг.2). При воздействии наклонных поверхностей k'm и ek происходит поворот части очага деформации по стрелке u, а при воздействии наклонных поверхностей nm' и e'n' - поворот части очага деформации по стрелке u' в противоположном направлении относительно стрелки u (фиг.2). То есть одновременно с единичными радиальными обжатиями заготовки производят пластический сдвиг поворотом одних частей очага деформации относительно других, что позволяет избежать однонаправленного волокнообразования, а также снизить анизотропию металла поковки и улучшить проработку металла в зонах затрудненной деформации. По сравнению с ковкой двумя бойками четырехсторонняя ковка инструментом предлагаемой конструкции обеспечивает более интенсивное ведение процесса.
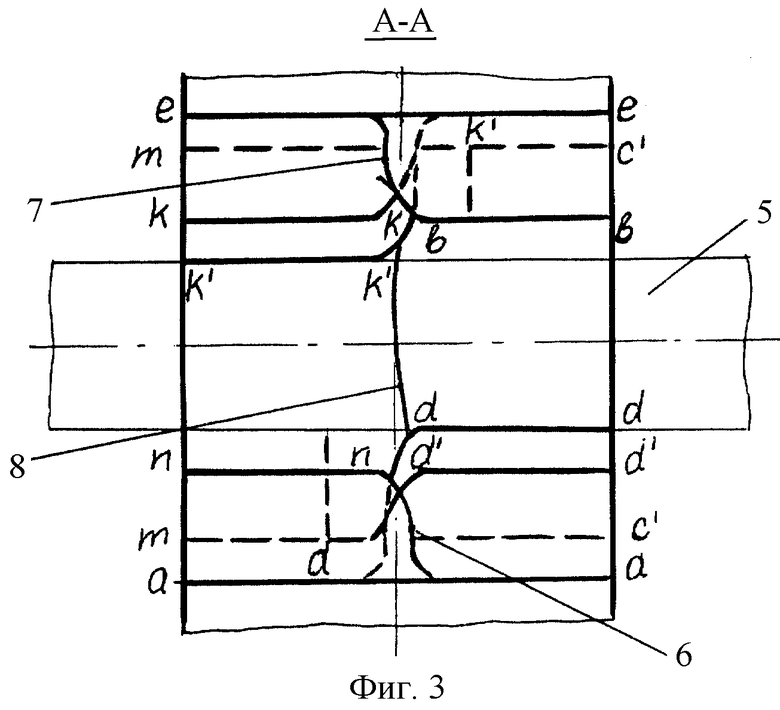
Для предотвращения образования на поковке зажимов по границе обжатой и недеформированной частей на бойках предусмотрены уклоны 6-8 (фиг.3).
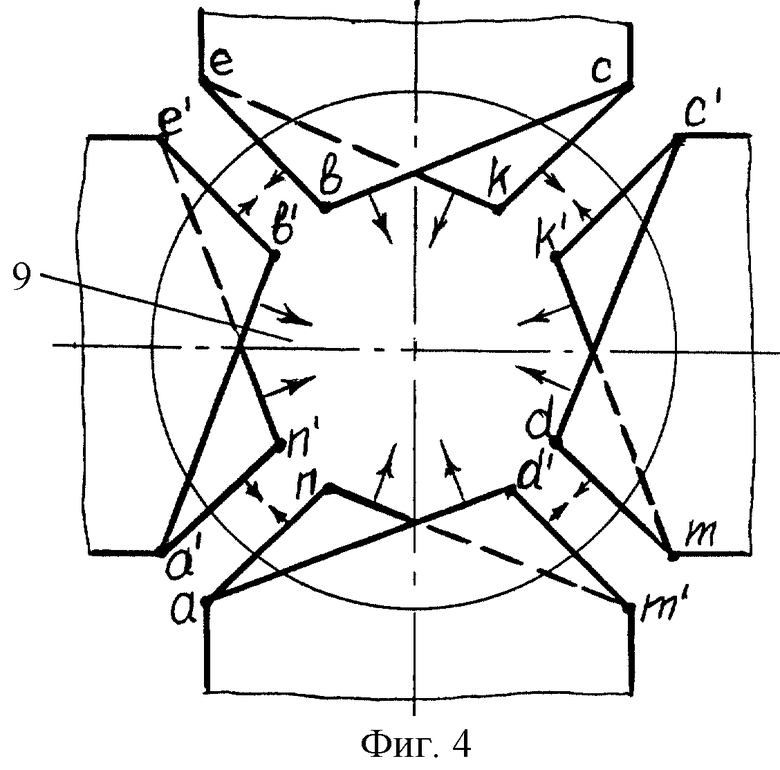
При обжатии заготовки 9 большого поперечного сечения такая конструкция инструмента обеспечивает расчленение потоков вытеснения металла в очаге деформации, улучшая этим проработку литой структуры металла, особенно в поверхностных зонах заготовки (фиг.4). В этом случае активную роль играют также и короткие наклонные рабочие поверхности бойков.
На фиг.4 стрелками показаны направления вытеснения металла при внедрении в тело заготовки коротких и длинных наклонных рабочих поверхностей бойков. Многократно изменяющиеся направления течения металла при внедрении рабочих поверхностей в тело заготовки, а также повторяющиеся пластические сдвиги участков очага деформации обеспечивают снижение анизотропии металла и улучшение деформационной проработки ее структуры. За счет четырехстороннего обжатия заготовки обеспечивается более интенсивная вытяжка заготовки и, следовательно, повышение производительности процесса ковки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ КОВКИ ЗАГОТОВОК В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2004 |
|
RU2283714C2 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| СПОСОБ КОВКИ ЗАГОТОВКИ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2406588C2 |
| ИНСТРУМЕНТ ДЛЯ КОВКИ | 1973 |
|
SU393018A1 |
| Способ ковки заготовок в четырехбойковом ковочном устройстве | 1989 |
|
SU1724410A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
Изобретение относится к обработке металлов давлением, а именно к инструменту для радиальной ковки, применяемому при ковке на прессах в четырехбойковых ковочных устройствах и на радиально-обжимных машинах. Инструмент содержит две пары расположенных во взаимно перпендикулярных плоскостях бойков с вырезами. Бойки имеют по две пары смещенных относительно друг друга вдоль продольной оси рабочих наклонных поверхностей. Каждая пара состоит из примыкающих друг к другу длинной и короткой поверхностей. При смыкании бойков длинные рабочие поверхности образуют два расположенных крест-накрест ромба. В результате обеспечивается повышение производительности процесса и более интенсивная деформационная проработка литой структуры металла заготовок. 4 ил.
Инструмент для радиальной ковки, содержащий две пары расположенных во взаимно перпендикулярных плоскостях бойков с вырезами, рабочие поверхности которых расположены крест-накрест, отличающийся тем, что бойки имеют по две пары смещенных друг относительно друга вдоль продольной оси бойка рабочих наклонных поверхностей, каждая из которых состоит из примыкающих друг к другу длинной и короткой поверхностей, при этом при смыкании бойков длинные рабочие поверхности образуют два расположенных крест-накрест ромба.
| ИНСТРУМЕНТ ДЛЯ КОВКИ | 0 |
|
SU393018A1 |
| Инструмент для радиальной ковки | 1990 |
|
SU1731396A1 |
| Боек радиально-обжимной машины | 1991 |
|
SU1819727A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1992 |
|
RU2042465C1 |
| US 3670556 А, 20.06.1972 | |||
| US 3478565 А, 18.11.1969. | |||

