1
Изобретение относится к производству изделий из полимерных материалов, в частности комбинированных изделий, содержащих высокомолекулярные эластомерные и текстильные материалы, и может быть иснользовано в производстве изделий из высокомолекулярных эластомерных материалов в качестве штампа для нанесения рельефа на поверхность изделий из эластомеров, преимущественно в резпнотехнической промышленностп для нанесения рельефа в впде выступов и впадин на поверхность конвейерных лент наклонных ленточных конвейеров.
Известен металлический щтамп для нанесения рельефа в виде выступов и впадин на поверхность конвейерных лент, содержащий несколько литых (из легкого алюминиевого сплава) форм, шарнирно соединенных между собой, и цепочку определенной длины. Каждая из металлических форм имеет с одной стороны рельефную поверхность в виде выступов и впадин 1.
Металлический штамп используется для нанесения рельефа на поверхность конвейерных лент в процессе их изготовления на горизонтальных прессах. При этом штамп накладывается на поверхность верхнего слоя конвейерной ленты. Давлением пресса
рельеф металлического штампа переносится на поверхность конвейерной ленты.
Известный литой металлический штамп для нанесения рельефа на поверхность конвейерных лент отвечает своему назначению, однако, имеет следующие недостатки;
вь1сокая стоимость, связанная с необходимостью вложения больших затрат ручного труда на изготовление;
относительно большой вес и громоздкость, затрудняющие эксплуатацию, транспортирование и хранение.
Известен также штамп для нзготовления из полимерных материалов изделий с рельефом в виде выступов и впадин, содержащий опорную плиту с прикрепленными к ней рельефообразующими выступами, выполненными Б виде плетеного элемента 2J.
Известный штамп не обеснечивает легкого извлечения рельефообразующих выстунов из эластомерного изделия и надежного крепления его на опорной плите.
Целью изобретения является облегчение извлечення рельефообразующих выступов из эластомерных изделий и новышение надежности закренления плетеного элемента на опорной плите.
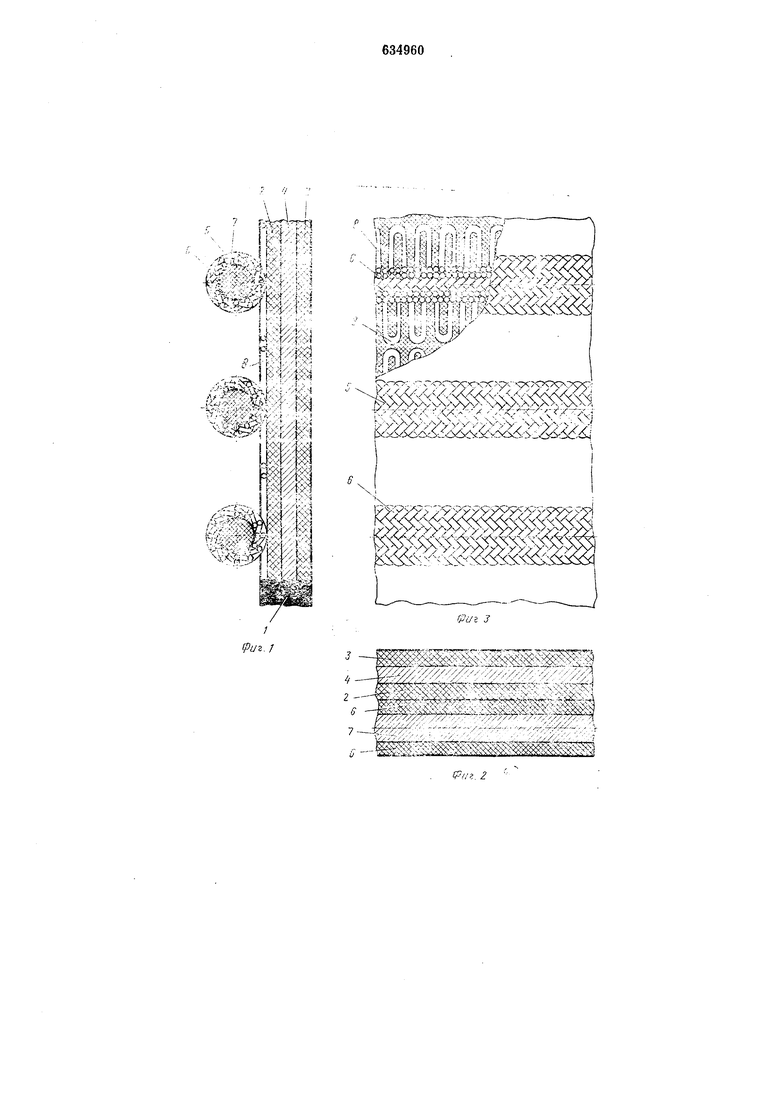
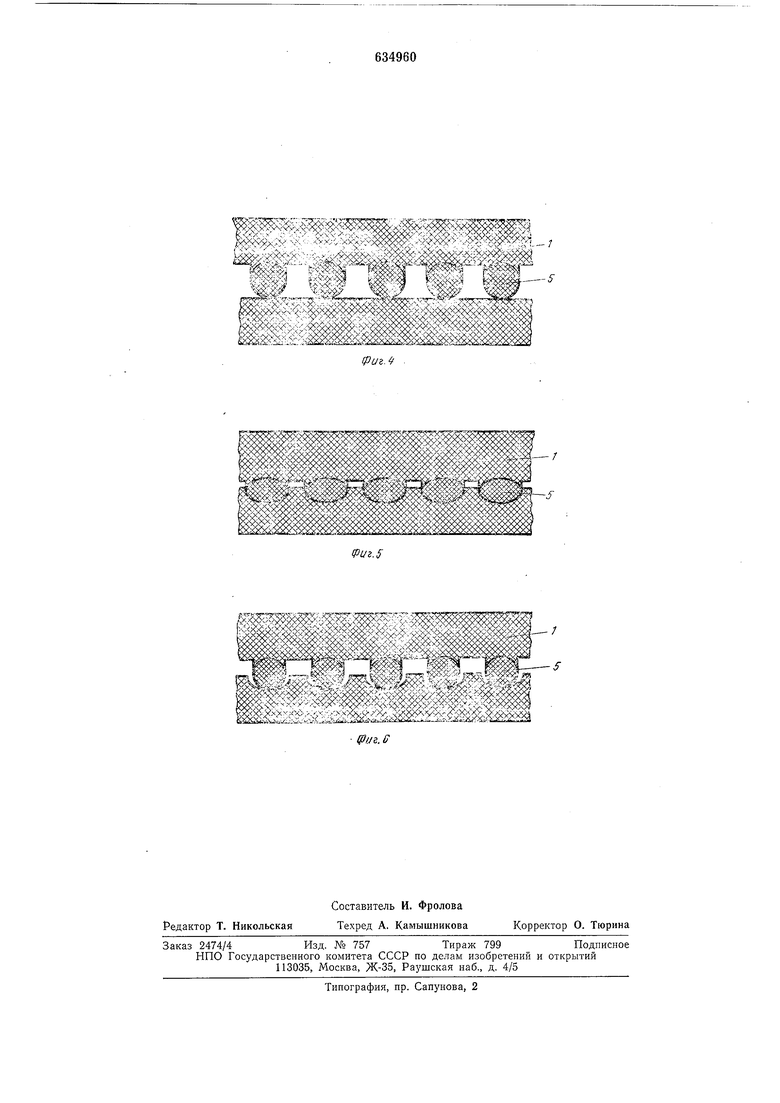
Достигается это тем, что плетеный элемент выполнен в виде шнура с наполнителсм из эластомсрпого материала и тем, что ои снабжен симметричио расиоложенными по обе стороиы относительно его оси иетлями, образоваииыми нитями шиура. На фиг. 1 изображен предлагаемый штамн, продольный разрез; на фиг. 2 - то же, ионеречный разрез; на фиг. 3 - то же, вид сверху; на фиг. 4 - начальная стадия процесса - штамп наложен на поверхность эластомерного материала (давление пресса отсутствует); на фиг. 5 - стадия полного внедрения рельефообразующего органа штампа в толщину эластомерного материала нод действием давления нресса; на фиг. 6 - стадия снятия давления пресса на штамн при окончании процесса вдавливания. Штамп содержит опорную плнту 1, образованную верхней 2 и нижней 3 обкладками из эластомерного материала, например резины или поливинилхлорида, между которыми расположена армирующая прокладка 4, на поверхности которой с заданным щагом расположены рельефообразующие выступы, образованные плетеным шнуром 5, полученным взаимным переплетением под углом плетения нитей 6. Шнур представляет собой полое плетеное изделие, внутри которого размещен наполнитель - сердечник 7 из эластомерного материала, нанример резины. Для закрепления на поверхности опорной плиты 1 плетеный шнур 5 с наполнителем имеет с двух сторон симметрично расположенные петли 8 заданной высоты, образованные нитями 6 шнура. Закрепление шнура на поверхности нлиты I может быть осуществлено одним из многих возможных снособов, например путем нромазки иетель 8 эластомерным материалом, с последующей вулканизацией их к поверхности плиты 1. Для плетеного щнура могут быть использованы нити всех видов. Изготовление изделия с помощью щтампа дано на примере изготовления конвейерной ленты из резины. После обкладки на четырехвалковом каландре заготовку конвейерной ленты опудривают тальком и подают на вулканизацию. Вулканизацию ленты производят на прессе «Генрих Pay. Перед вулканизацией на рабочую обкладку ленты накладывают штамп так, что его рельефообразующие органы соприкасались с рабочей обкладкой ленты. Вулканизацию лент{51 на нрессе «Ген рих Pay нроизводят но режиму: температура 151°С; время 20 мин; давление 180 атм. После вулканизации щтамп отделяется от ленты, при этом на рабочей поверхности ленты остаются рифления в виде выступов и впадин, образованных рельефообразующими органами штампа. Отделение щтампа от вулканизированной ле1Г1ы затруднений не вызывает, так как нрименение плетеного шнура с наполнителем из эластомерного материала в качестве рельефообразующего органа щтампа, который под действием пресса вдавливается в толщину эластомерного материала, и при этом наполнитель плетеного шнура деформируется - сжимается, а его сечение из круглого приобретает эллинтическую форму, т. е. практически в толщину эластомерного материала вдавливается рельефообразующий орган эллиптической формы сечения, а ирн снятии давления форма сечения восстанавливается и приобретает круглую форму, что обеспечивает беспрепятственное отделение штампа от изделия, на поверхности которого нанесен рельеф. Формула изобретения 1. Штамп для изготовления из полимерных материалов изделий с рельефом в виде выступов и впадин, содержащий опорную плиту с прикрепленными к ней рельефообразующими выступами, выполненными в виде плетеного элемента, отличающийся тем, что, с целью облегчения извлечения рельефообразующих выстунов из эластомерного изделия, плетеный элемент выполнен в виде шнура с наполнителем из эластомерного материала. 2. Штамп по ц. 1, от л и ч а ющи и с я тем, что, с целью повыщення надежности закрепления плетеного элемента на опорной цлите, он снабжен симметрично расноложенными по обе стороны относительно его оси петлями, образованными нитями шнура. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 1242679, В 29D 1960. 2.Авторское свидетельство СССР № 118611, кл. В 29С 1/00, 1968.
/
I Ш-. iKtx. .,5
;J-.-., 4A -:%: iv-OiKK --i
lUlvl l «ШГЩЩ
i J
р:-:|Х | л4
,
,--ir: ,
1 tH V-;4X-4
.,r;§4JF::t
.
А1ДЙ: 4|; -..-Ш
x-Sv - X -- - .H/ ;.-ifv-i/y --.r
v. wiPifc; i v- .x-i S r.
I ; M t 5
(Et/e J
(.::: Х v
Щ:да -- й: йШ§5 ШsHv;xb4 vi :i.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для нанесения рельефа на изделия из полимерных материалов преимущественно на конвейерные ленты | 1977 |
|
SU751850A1 |
| Статор винтовой гидромашины | 2023 |
|
RU2828283C1 |
| Штамп для вырубки деталей из листового материала | 1975 |
|
SU599893A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВОЙ МАНЖЕТЫ | 1993 |
|
RU2083898C1 |
| КАВ БИБЛИОТЕКАП. Ф, Симонов | 1971 |
|
SU300239A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| СПОСОБ ГУММИРОВАНИЯ ИЗДЕЛИЙ | 1993 |
|
RU2060891C1 |
| Штамп для обработки деталей из неметаллических материалов | 1972 |
|
SU520889A3 |
| ВЫРАВНИВАЮЩАЯ ДАВЛЕНИЕ ПОДУШКА ДЛЯ ГИДРАВЛИЧЕСКИХ УСТАНОВОК ГОРЯЧЕГО ПРЕССОВАНИЯ | 2006 |
|
RU2417893C2 |
| Устройство для местной вулканизации конвейерных лент | 1980 |
|
SU882772A1 |
S
