Изобретение относится к области холодной обработки металлов давлением, в частности к штамнам совмещенного действия для формовки и обрезки крунногабаритных изделий из листового материала.
Известны штампы совмещенного действия в которых операция формовки следует за обрезкой.
Однако такая последовательность операций не обеспечивает хорошего качества изделий.
В описываемом штампе обрезка заготовки происходит после ее формовки, это достигается тем, что в процессе штамповки положение формовочной матрицы регулируется по высоте посредством двух взаимодействующих между собой гребенок, одна из которых смонтирована на плоскости формовочной матрицы, а другая - установлена на нижней плите штампа с возможностью продольного перемещения относительно первой.
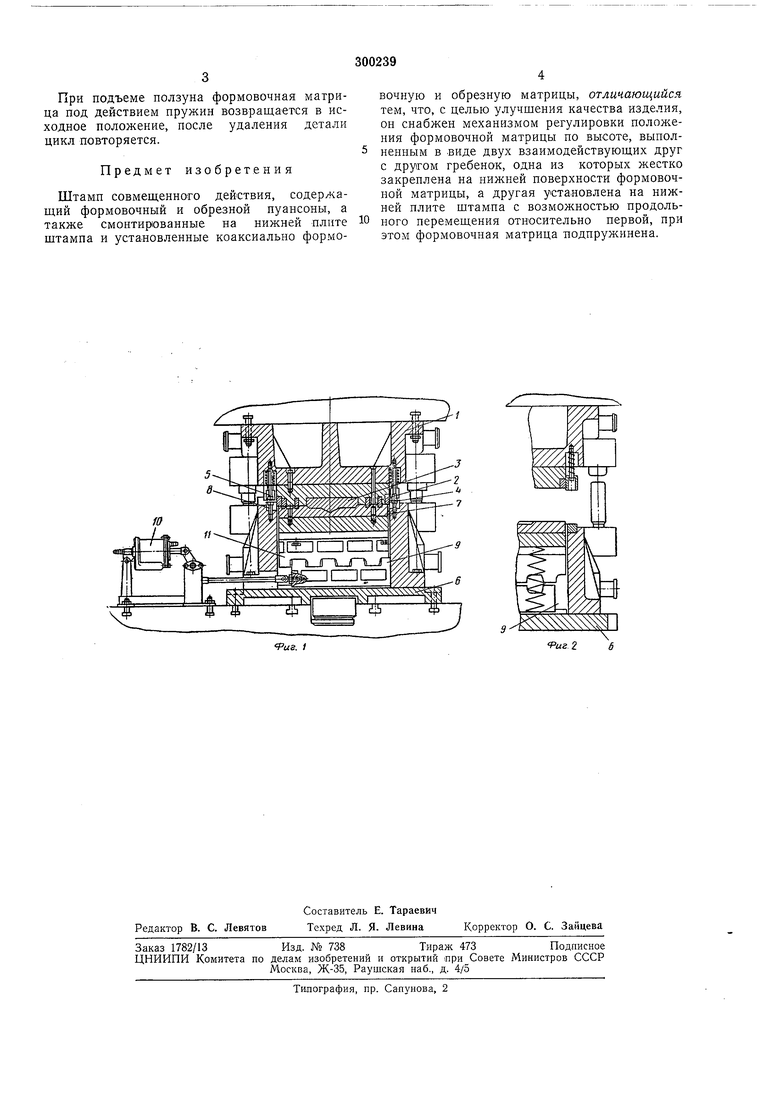
На фиг. 1 изображен штамп в крайнем нижнем положении, общий вид; на фиг. 2 показано взаимное расположение формовочной и обрезной матриц в .процессе формовки.
Описываемый штамп содержит верхнюю плиту }, на которой смонтированы пуансоны 2, предназначенные для вытялжи гофр, пуансон 3 для втяжки средней части изделия, пуансон 4 для обрезки изделия и подпружиненный прижим 5; нижнюю плиту 6, на которой смонтированы подпружиненная формовочная матрица 7, обрезная матрица 8 и передвижные нижние гребенки 9, соединенные посредством рычага и тяг со штоком пневмоцилиндра 10, обеспечивающего продольное их перемещение относительно верхних гребенок 11, смонтированных на нижней поверхности формовочной матрицы.
Работает штамп следующим образом.
Нижние гребенки с помощью пневмоцилиндра устанавливаются в положение, при котором их выступы взаимодействуют с выступами верхней гребенки, при этом рабочая поверхность формовочной матрицы располагается выше рабочей поверхности обрезной матрицы.
При включении пресса верхняя часть штампа опускается, и производится штамповка (вытяжка гофр, формовка, гибка, правка) после чего верхняя часть штампа поднимается на 20-50 мм, освобождая гребенки.
Включается пневмоцилиндр и нижние гребенки перемещаются до тех пор пока их выступы не попадают во впадины верхней гребенки, что позволяет формовочной матрице опуститься ниже рабочей поверхности обрезной матрицы. При вторичном опускании ползуна пресса производится дальнейшая обработка детали (обрезка ПО контуру, пробивка отверстий, гибка передней кромки и т. д.).
При подъеме ползуна формовочная матрица под действием пружин возвращается в исходное положение, после удаления детали цикл повторяется.
Предмет изобретения
Штамп совмещенного дей-ствия, содержащий формовочный и обрезной пуансоны, а также смонтированные на нижней плите щтампа и установленные коаксиально формовочную и обрезную матрицы, отличающийся тем, что, с целью улучщения качества изделия, он снабжен механизмом регулировки полол ения формовочной матрицы по высоте, выполненным в виде двух взаимодействующих друг с другом гребенок, одна из которых жестко закреплена на нижней поверхности формовочной матрицы, а другая установлена на нижней плите щтампа с возможностью продольного перемещения относительно первой, при этом формовочная матрица подпружинена.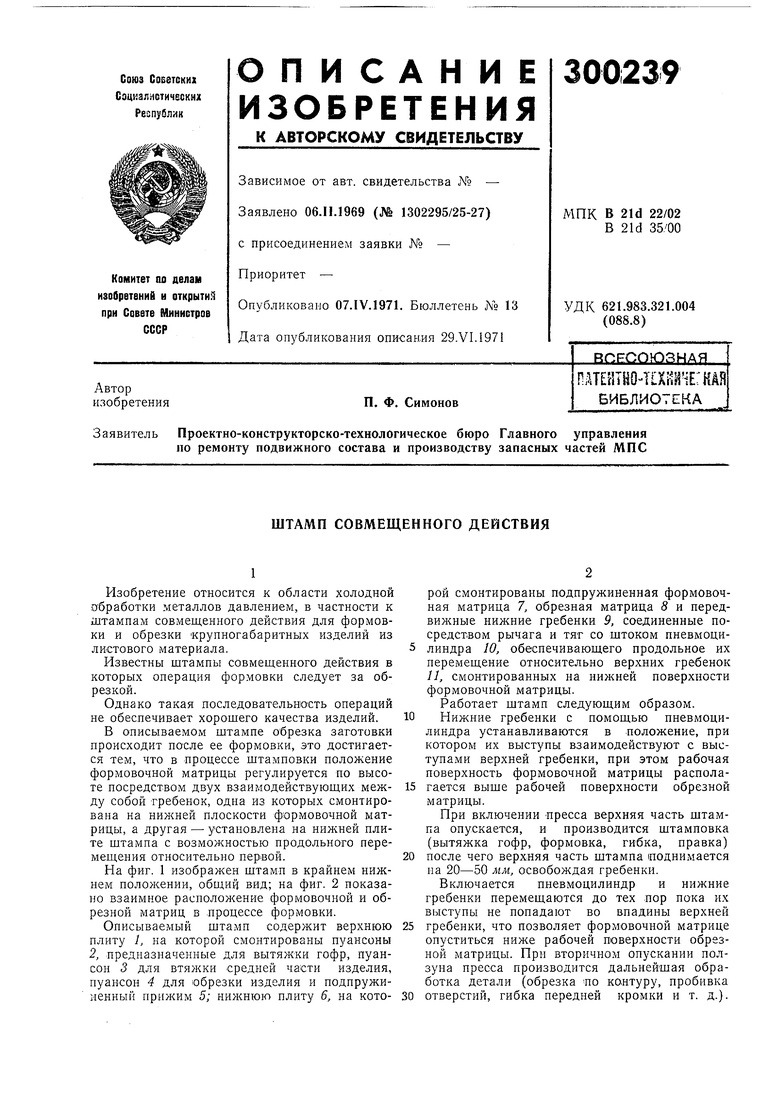
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс двойного действия | 1975 |
|
SU592483A1 |
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| Штамп для совмещенной обрезки заготовок | 1980 |
|
SU884792A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| Штамп для обрезки облоя горячештампованных поковок | 1986 |
|
SU1523239A1 |
| Последовательно совмещенный штамп | 1990 |
|
SU1808445A1 |
| Штамп для штамповки деталей | 1982 |
|
SU1063523A1 |
| Совмещенный штамп | 1981 |
|
SU1009595A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
Р«г. /
/:
fue 2
