ШТАМП ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ
(547 (54) ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБЬЕВ ПИЛЫ (ВАРИАНТЫ) | 2005 |
|
RU2312744C2 |
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| БЛОЧНЫЙ ВЫРУБНОЙ ШТАМП | 2022 |
|
RU2778092C1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2018 |
|
RU2691016C1 |
| Станок с летучим режущим инструментом | 1987 |
|
SU1523270A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп для вырубки-пробивки деталей эластичной средой | 1985 |
|
SU1278070A1 |
| Штамп для реверсивной вырубки | 1986 |
|
SU1346299A1 |

Изобретение относится к области обработки изделий из полимерных материалов и может быть использовано при изготовлении застежек типа молния.
Известен иггамп для обработки деталей из неметаллических материалов, содержащий матрицу и пуансон, расположенный в прижимной плите l
Известный штамп нельзя использовать при изготовлении застежек типа молния . При получении молний из бесконечной застежки к определенных местах бесконечной застежки при вырубке участка соединительных элементов (части входящих в зацепление витков пластмассовой спирали) получают участки, лишенные соединительных элементов. При этом, если использовать известный штамп, то при вырубке отдельных участков будет повреждаться леита, которая пришита с обеих сторон к пластмассовой спирали.
Целью изобретения является возможность обработки застежек типа молния без повреждения ткани.
Это достигается тем, что прижимная плита снабжена выступами, взаимодействующими с впадинами, выполненными на опорной плоскости матрицы.
Режущие кромки матриць, расположены ниже опорной ее плоскости, а расстояние между режушими кромками превышает в два раза размер отверстия для прохода пуансона, выполненного в матрице.;,
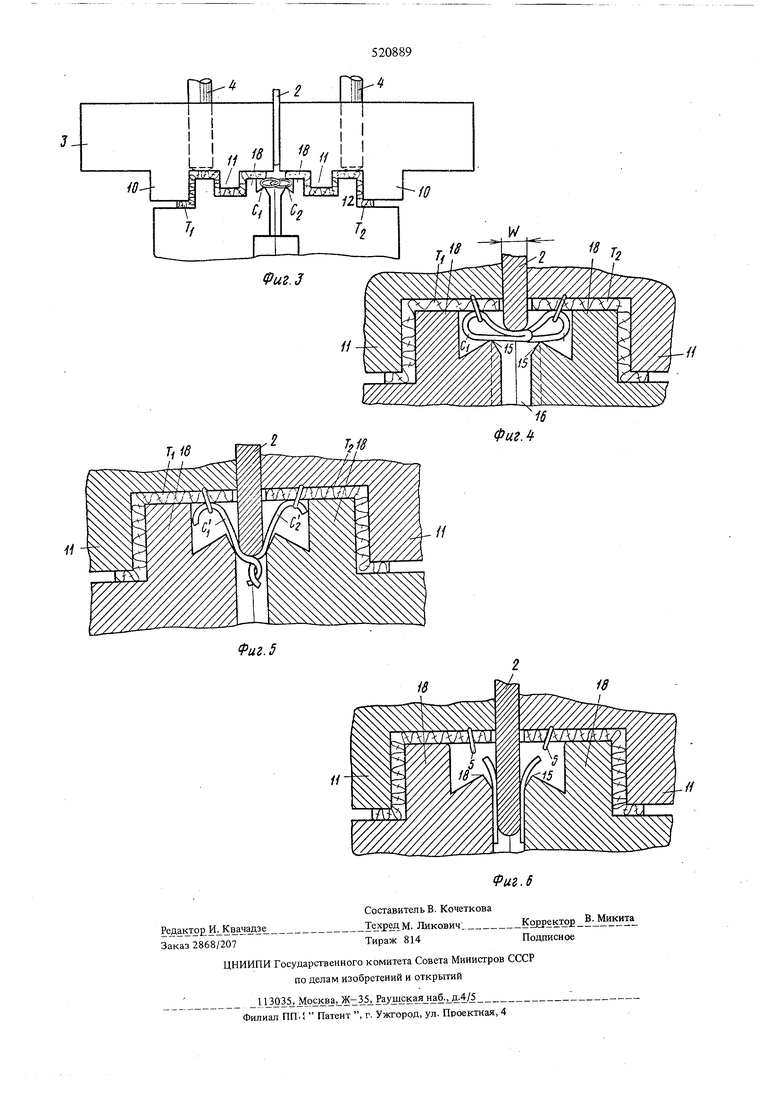
На фиг. 1 изображен предложенный штамп; на фиг. 2. 3, 4, 5, 6 показаны последовательные положения матрицы и пуансона при вырубке участка спирали в застежке.
Штамп содержит матрицу 1 и пуансон 2, расположенный в прижимной плите 3, соединенной направляющими 4 с прижимной подушкой 5, которая, в свою очередь, соединена с верхним блоком 6. Через прижимную подушку 5 направляющие 4 проходят свободно, а их головки 7 расположены в отверстиях блока 6, в которых также расположены пружины В, позволяющие свободно отходить прижимной плите 3 от прижимной подушки 5. Пуансон 2 также имеет возможность свободного перемещения относительно плиты 3, при этом его ход ограничен упором 9. Прижимная плита 3 снабжена выступами 10 и 11, а на опорной плоскости 12 матрицы 1 выполнены впадины 13 и 14. Реж)ацие кромки 15 матрицы расположены ниже опорной ее плоскости. :i г.сстоянис мсж.чу режущими кромками превышает в два раза pa:jv,en отверстия 16 для прохода |уаисон: выполненного в матрице. Матрица устаiiaB.iMRae 1ся на неподвижное основание пресса (на i еже ПС ноказан), а верхний блок 6 кренят к юдвижно траверсе нресса чертеже не доказано) ТИтамп работает следующим образом. На опорную тиюскость 12 матрицы 1 укдадываю моднию так. чтобы ленты Т-, и Т-, , пришитые к спи рали, легли на образовавшиеся на поверхности матрицы выступы 17 и 18. При церсмещеции прижимной плиты 3- выстуны 10 загабают края дент во внадины 13. Так как расстояние между взаимодействую ми стенками выступов 10 и впадин 13 несколько меньше, чем толщ1ша дент Т| и Тт , то 1аружнь е края лент при этом будут зажиматься. При дадьней 1пем перемсщепии прижимной плиты 3 выступы 11 будут входить во впадины 14, при этом внутренние края лет будут расходиться на строго опредедеину величину, зависящую от высоты выступов 11. При расхождении внутренних краев дент обнажатся закрытые ио этого лентами сое;щнитеды1ые спиради замка, (оеди1Ц1тедьиые участки спирадей буду в замкнутом подожен И. После того, как прижимная плита упрется в матрицу, блок 6 все еще будет перемещаться вниз, перемещая вниз ц пуансон 2. который, пройдя мимо 1X1301,1С.ЧШИХСЯ внутренних краев дент, дойдет до сое ;шпитеды1оц спирали. Гкгуг.ченный конец пуансона унираясп в верхние уча.;тки витков С j и C-i сдирали, формирует витки спиралей и прижимает их I.i.-ixiUie участки к нижним, которые в резудь ате дадьнейщего переме1це1шя |;уансона 2 црижим ются к режущим кромка.м 15 матрииь;,-: происходит резка нижних-участков витко С| и С-, . Е,.ЛИ л/а. итр Uj acTMaccoBb X нитей, из которь х cucjn ::: vimpaди, обоз 1ачитъ через d - о расстояние а мсжпу стенками отверстия 16 должно быть такилт чтобы боковой зазор между пуансоном и соответс7п ющсй стенкой отверстия составид около цодовины диаметра d Расстояние между рр 1сущими кромкам 15,юджцобыть бодьшевеличины а и доджго составлять ведичину, прибпизитедьно равную юлщине пуансона W цдюс 2 d . При таком выборе зазоров происходит следующее. Когда пуансон 2 находится в подожении, как показано на фиг. 4, eio нижний конец прижимает верхние участки витков спирадей к нижним виткам, которые, в свою очередь, прижимаются к режущим кромкам 15 матрицы и режутся ими. При дальнейшем перемещении пуансона вниз верхние участки витков разрезаться не будут (при выборе зазоров, как было указано выше), а переместятся по скошенным новерхностям режущих кромок, увлекаясь пуансоном в гдубь отверстия, в котором отрезанные витки будут зажиматься между гранями цуансона и стенками отверстия 16, при дальиейшем перс-..уценим пуансона витки с натягом будут перемеша г:,ся во внутрь отверстия до тех пор, пока их концы полностью не выйдут из петель S, которыми сдирали крепятся к лентам. Таким образом, указанные соотношения цриводят к тому, что при удалении онределепного участка спиради на нижней стороне ленты не остается ни одного из разрезанных витков. После этого застежку перемещают на опредеденный шаг и цикл работы цовторяется. Затем в местах удадеция соединитедьных эдементов застежку разрезают на отдельные молнии, нри этом ленты остаются не поврежденными. Формула изобретения 1.Штамп шш обработки деталей из неметаддических материалов, содержащий матрицу и пуансон, расноложепный в прижимпой пдите, о т д и ч а ю щ и и с я тем, что, с цель } обработки застежек типа модния без повреждения ткани, прижимная плита снабжена выступами, взаимодействующими с впадинами, выподненпыми на опорной плоскости матрицы. 2.Штамп по п.Ч, о т л и ч а ю щ и и с я тем, что режущие кромки матрицы расположены ниже опорной ее гшоскостп. а расстояние между режущими кро.мками превьцдает в два раза раз.ме) отверстия Д11Я прохода пуансона, выполненного в матрице. Источники информации принятые во внимание при экспертизе; 1. Дорин В. И. Точная йлтамповка деталей оптикомеханических приборов. М., 1958, стр. 119-121 .фиг. 6. 29,6.37.
