Предлагаемый настоящим изобретением способ отливки чугунных изделий заключается в том, что в жидкий металл в момент выпуска его из печи присаживают мелкий графит и полученный металл заливают в кокиль.
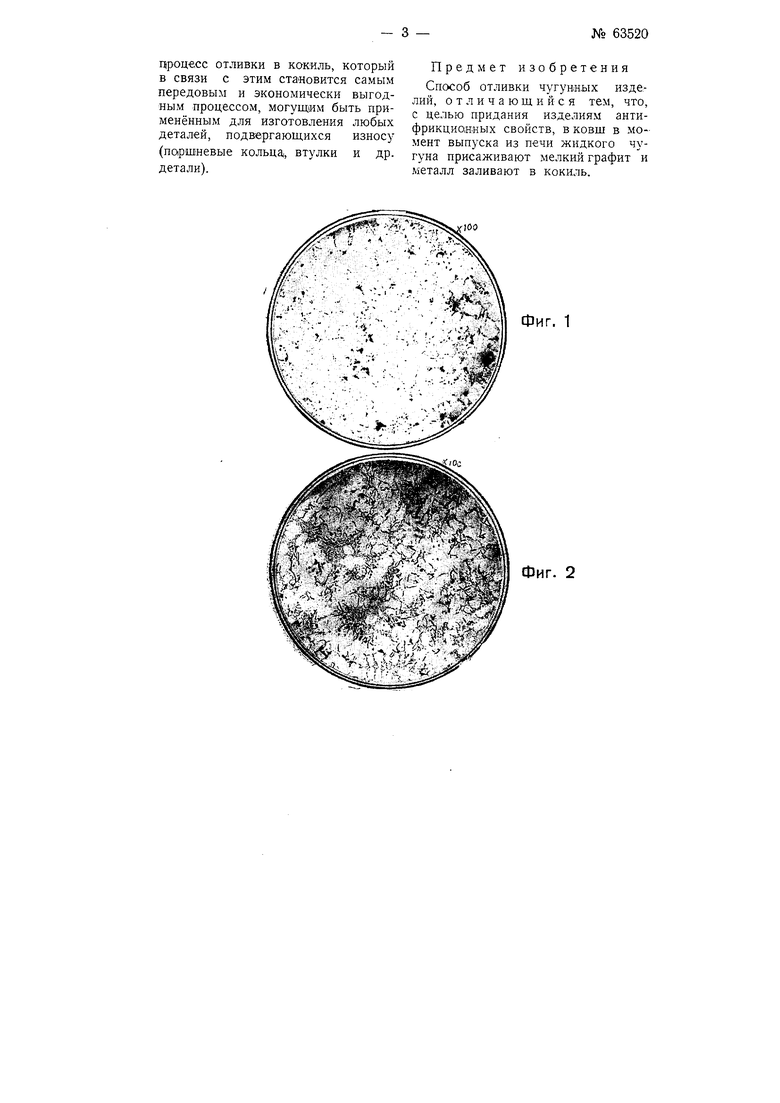
На фиг. 1„ 2, 3 показа1ны микроструктуры чугуна,залитого в кокиль без присадки лрафита, а на фиг. 4 и 5 - залитого в кокиль с присадкой графита.
При заливке серого чугуна в кокиль металл претерпевает резкое переохлаждение; в связи с этим кристаллизация происходит чрезвычайно быстро, благодаря чему графит успевает выделиться по драницам зёрен, об|разуя графитную эвтектику дегндритообраэного расположения (фиг. 1). В лучшем случае, при хорошо п)рогретом кокиле, степень , пе|реохлаждвния несколько уменьшается и при наличии незатвердевшего маточного раствора графитная эвтектика может преобразоваться в мелкие прожилки. В этом случае об(разуе(тсй гнездообразное расподож е1ние графита (фиг. 2). Как первый, так и второй вид графита постоянно встречаются в кокильной отливке. Такие формы
Г;рафита создают условия местного выкрашивания, причём, в связи с этим, продукты выкрашивания служат в качестве наждачной массы между труш,имися поверхностями, что приводит к быстрому износу деталей. Однако, пороки кокильной отливки не исчерпываются только формой и расположением графита. При образовании эвтектического гнездообразного прафита имеет место наличие феррита в металлической массе (фиг. 3), что также является отрицательным фактором для антифрикционного чугуна, так как феррит обладает отрицательными износоустойчивыми свойствами.
Графит, присаженный в ковш при выпуске металла, даёт возможность получить требуемую форму и расположение графита для антифрикционного чугуна:, а именно, равномерно расположенный, без замкнутых контуров, и также обеспечивает получение чисто п€|рлитовой структуры металлической массы.
Как известно, углерод имеет три аллотропические формы: алмаз, графит и аморфный углерод. Алмаз цри температуре 1000° превраш.ается в графит. То же происходит и с аморфным углеродом при температуре 800-1100°. Таким образом, в конечном (результате все аллотропические формы углерода превращаются в одну - графит. Температура плавления графита лежит, предположительно, п|ри 3800°. Поэтому графит не можеТ расплавиться в металле при присадке его в ковш, где температура выпускае мого металла равна приблизительно 1400°.
Существует гипотеза графитовых включений, кото(рая доказывает, что кристаллы графита с трудом растворяются. Максимальная растворимость графитовых включений достигается только при высоком перегреве и длительной выдержке металла. Оставшиеся в нерастворённом состоянии включения служат в качестве зародышей. Следовательно, при дрисадке в ковш, вследствие малого времени выдержки и охлаждения металла, растворимость графита чрезвычайно ограничена, благодаря чему он служит главным образом в качестве за|родышей, способствующих графитизации.
Известно, что в сером чугуне углерод выделяется в виде графита в местах залегания однородных с ним Включений. Таким однородным по свойствам включение.м является присаживаемый в ковш графит, распределяющийся в жидком металле в дисперсном состоянии. Благодаря этому, последующие выделения происходят на тех же Мйстах, образуя пластинки графита.
Особе;нностью присадки графита в ковш является образование щри этом газов - катализаторов, способствующих графитизации. Катализаторами являются газы СОг и СО. Об разование СО2 возможно при температуре около 1400° (темтюратура выпускаемого металла), причём реакция идёт с выделением тепла. С -f Ог COs + 8080 кал/кг.
Вследствие этого возможно образование газа СО по формуле: СОг -f -f С 2СО - 3200 кал/кг.
Обе; приведениые реакции, очевидно, могут итти однов|)еменио в
местах, где находятся графитовые включения. Следовательно, находящийся в дисперсном состоянии графит в момент присадки его в ковш способствует образованию микроочагов газовых смесей СОа и СО, служащих катализаторами, способствующими графитизации.
Благодаря выше приведенным особенностям, при присадке графита в ковш в момент выпуска жидкого чугуна происходит образование равномерно расположенных средней величины пластинок графита (фиг. 4) и чисто перлитовой структуры металлической массы (фиг. 5).
Такая микрост руктура обеспечивает максимальную износоустойчивость чугунных изделий, отливаемых в кокиль.
Таким образом разрешается проблема получения антифрикционных изделий из кокильных отливок.
Особое значение приобретает Заказанный способ для изготовления поршневых колец, предназначенных для мощных форсированных авиационных двигателей.
Вследствие резкого переохлаждения при заливке в кокиль образуется большое количество центров кристаллизации, что приводит к образованию сравнительно мелких кристаллов. В связи с этим пове|рхность соприкосновения и сила сцепления между отдельными кристаллами значительно больше, чем между кристаллами отливки металла при заливке его в землю. Это создаёт условия лучшей износоустойчивости материала, так как вьщрашивание отдельных кристаллов в процессе работы менее вероятно,, чем в отливках в землю.
Отливка маслот для поршневых колец авиадвигателя центробежным способом в кокиль при присадке в чугун лра|фита .имеет преимущество перед индивидуальной отливкой, так как процесс чрезвычайно п(рост, в то время как технология отливки индивидуальных поршневых колец в землю чрезвь1чай«о сложна и недостаточно освоена.
Таким .образам присадка гграфита в ковш в момент выпуска чугуна совершенствует технологический
процесс отливки в кокиль, который в связи с этим становится самым передовым и экономически выгоднылМ процессом, могущим быть применённым для изготовления любых деталей, подвергающихся износу
(паршневые кольца, втулки и др. детали).
Предмет изобретения
Способ отливки чугунных изделий, отличающийся тем, что, с целью придания изделиям антифрикционных свойств, в ковш в момент выпуска из печи жидкого чугуна присаживают мелкий графит и металл заливают в кокиль.

| название | год | авторы | номер документа |
|---|---|---|---|
| ЧУГУН ДЛЯ ОГРАНОЧНЫХ ДИСКОВ | 1992 |
|
RU2039117C1 |
| Чугун | 1982 |
|
SU1035085A1 |
| ПЕРЕДЕЛЬНЫЙ ГРАФИТИЗИРОВАННЫЙ ЧУГУН | 1994 |
|
RU2082811C1 |
| Чугун | 1990 |
|
SU1712451A1 |
| Смесь для обработки чугуна | 1990 |
|
SU1735422A1 |
| Чугун | 1980 |
|
SU918326A1 |
| Способ модифицирования чугуна | 1977 |
|
SU595391A1 |
| СПОСОБ НАУГЛЕРОЖИВАНИЯ ЧУГУНА С ИСПОЛЬЗОВАНИЕМ НАНОСТРУКТУРИРОВАННОГО НАУГЛЕРОЖИВАТЕЛЯ | 2011 |
|
RU2494152C2 |
| СПЛАВ НА ОСНОВЕ СИСТЕМЫ ЖЕЛЕЗО-УГЛЕРОД ДЛЯ ИЗГОТОВЛЕНИЯ ИЗНОСОСТОЙКИХ ЛИТЫХ ИЗДЕЛИЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1997 |
|
RU2109837C1 |
| Модификатор для чугуна | 1987 |
|
SU1813113A3 |

100
Фиг. 1
Фиг. 2
Фиг. 4
Фиг. 5
