Изобретение относится к металлургии и касается химического состава чугуна для ограночных дисков.
Наиболее успешно указанный чугун может быть использован в алмазообрабатывающей промышленности для изготовления ограночных дисков, применяемых при обработке изделий из природного алмаза.
Для шлифовки и полировки изделий из природного алмаза применяют специальные станки, в которых рабочим инструментом является литой ограночный диск из чугуна, шаржированный алмазным порошком, т.е. внедренным в рабочую поверхность диска специальным способом, например равномерным напылением алмазного порошка на рабочую поверхность диска и его приработки укаткой.
Чугун для ограночных дисков должен обладать достаточной прочностью, чтобы выдерживать возникающие при обработке алмазов механические нагрузки, умеренной твердостью, вязкостью, пластичностью, хорошей шаржируемостью алмазным порошком, способностью надежного удержания алмазного порошка в поверхностном рабочем слое ограночного диска за счет механического закрепления и адгезии, высокой износостойкостью. Эти свойства в совокупности должны обеспечивать повышенную абразивную способность и стойкость шаржированного ограночного диска как инструмента обработки алмазов.
Известно, что для обработки алмазов в отрасли применяются литые ограночные диски, изготовленные из специального чугуна. Химический состав чугуна для ограночных дисков следующий, мас. Углерод 2,8-3,2 Кремний 2,2-2,8 Марганец 0,5-0,8 Фосфор 0,5-0,8 Сера До 0,1 Хром До 0,5 Никель До 0,3 Медь 0,6-1,0 Олово До 0,1 Титан До 0,2% Железо Остальное Примесь Сера
Известно также, что согласно техническим требованием чугун для ограночных дисков должен иметь определенную форму графитных включений, а именно форма графита пластинчатая прямолинейная, пластинчатая завихренная и гнездообразная. Распределение графита должно быть равномерное, в виде колоний и розеточное. Известно, что форма графита оказывает существенное влияние на физико-механические и эксплуатационные свойства ограночных дисков, в частности на способность чугуна к шаржируемости алмазным порошком, абразивную стойкость, скорость шлифования алмазов и т.д.
Чугун для ограночных дисков согласно действующему ТУ 25-0207 2179-86 обладает существенными недостатками: пониженные прочностные, ударные и пластические свойства, часто неудовлетворительная форма графитовых включений (пластинчатая, удлиненная) и неравномерное (розеточное) расположение их в структуре, пониженная шаржируемость алмазным порошком и износостойкость самой металлической матрицы дисков. В результате этого эксплуатационные свойства интенсивность (скорость) шлифования алмазных изделий, абразивная стойкость и срок службы ограночных дисков являются недостаточными.
Наиболее близким к заявляемому по составу и технической сущности является чугун химического состава, мас. Углерод 2,8-3,2 Кремний 1,8-2,4 Марганец 0,3-0,5 Сера 0,04-0,08 Фосфор 0,05-0,20 Хром 0,2-0,4 Титан 0,05-0,10 Медь 0,6-1,2 Молибден 0,3-0,6 РЗМ 0,01-0,06 Цирконий 0,04-0,20 Железо Остальное
Дополнительное введение совместно РЗМ и циркония в заявленном соотношении повышает абразивную способность и стойкость ограночных дисков. Этот чугун имеет удовлетворительную прочность, износостойкость, твердость и ударную вязкость, но недостаточную абразивную стойкость дисков, определяемую количеством готовых алмазных изделий, изготовленных за 1 переподготовку диска на полосе рабочей зоны шириной 10-12 мм, скорость шлифования природного алмаза (карат/ч) и средний срок службы ограночных дисков (см. табл.2). Переподготовкой диска называется технологическая операция, включающая снятие на специальном станке отработанного рабочего слоя чугуна с остатком алмазного порошка, утратившего режущие свойства, с последующим нанесением на диск нового слоя алмазного порошка в количестве 2 карата (на каждый диск). К недостаткам такого чугуна следует отнести то, что в прототипе указан верхний предел количества PЗМ, равный 0,06% Необходимо констатировать, что при содержании остаточного PЗМ ≥ 0,04% такой чугун доэвтектического состава (с углеродным эквивалентом Сэ ≅ 4,0), практически начинает затвердевать в отливках с отбелом и чем выше процент РЗМ, тем сильнее отбел. Чугун из низколегированного серого переходит фактически в чугун отбеленный, половинчатый (высокопрочный) с хлопьевидным, компактным и шаровидным графитом. Такой чугун не пригоден для производства ограночных дисков из-за наличия в структуре плохой формы графита и цементита (матрица чугуна должна быть перлитной).
Задачей изобретения является получения чугуна для ограночных дисков с улучшенным распределением, размером и формой графитных включений, повышенной абразивной стойкостью и скоростью шлифования алмазов, увеличенным сроком службы дисков.
Поставленная задача решается тем, что в чугун для ограночных дисков, содержащих углерод, кремний, марганец, фосфор, хром, медь, молибден, титан, редкоземельные металлы, железо дополнительно введен магний в количестве 0,005-0,015 мас. при следующем соотношении компонентов, мас. Углерод 2,7-3,3 Кремний 1,7-2,2 Марганец 0,25-0,7 Фосфор 0,1-0,2 Хром 0,1-0,3 Медь 0,6-0,8 Молибден 0,2-0,4 Титан 0,02-0,05 РЗМ 0,01-0,02 Магний 0,005-0,015 Железо Oстальное Примесь Сера
Дополнительное введение магния в состав чугуна позволяет улучшить форму и распределение графитных включений, повысить абразивную стойкость ограночных дисков, скорость и качество шлифования и полировки природных алмазов, увеличить их долговечность.
Чугун для ограночных дисков содержит дополнительный элемент магний, который совместно с РЗМ является основным сфероидизирующим элементом графита в чугуне, причем более эффективно влияет магний. Совместное модифицированное магнием и РЗМ в указанных пределах положительно влияет на образование в чугуне оптимальной формы графита, а именно мелкой извилистой, укороченной червеобразной и компактной (вермикулярной) с равномерным распределением его в поле шлифа. Дополнительное введение магния в небольших количествах (остаточное содержание 0,005-0,015 мас. ) совместно с РЗМ в количестве 0,01-0,2 мас. снижает также склонность чугуна к образованию в структуре первичных карбидов (цементита) и благотворно влияет на размер графитных включений.
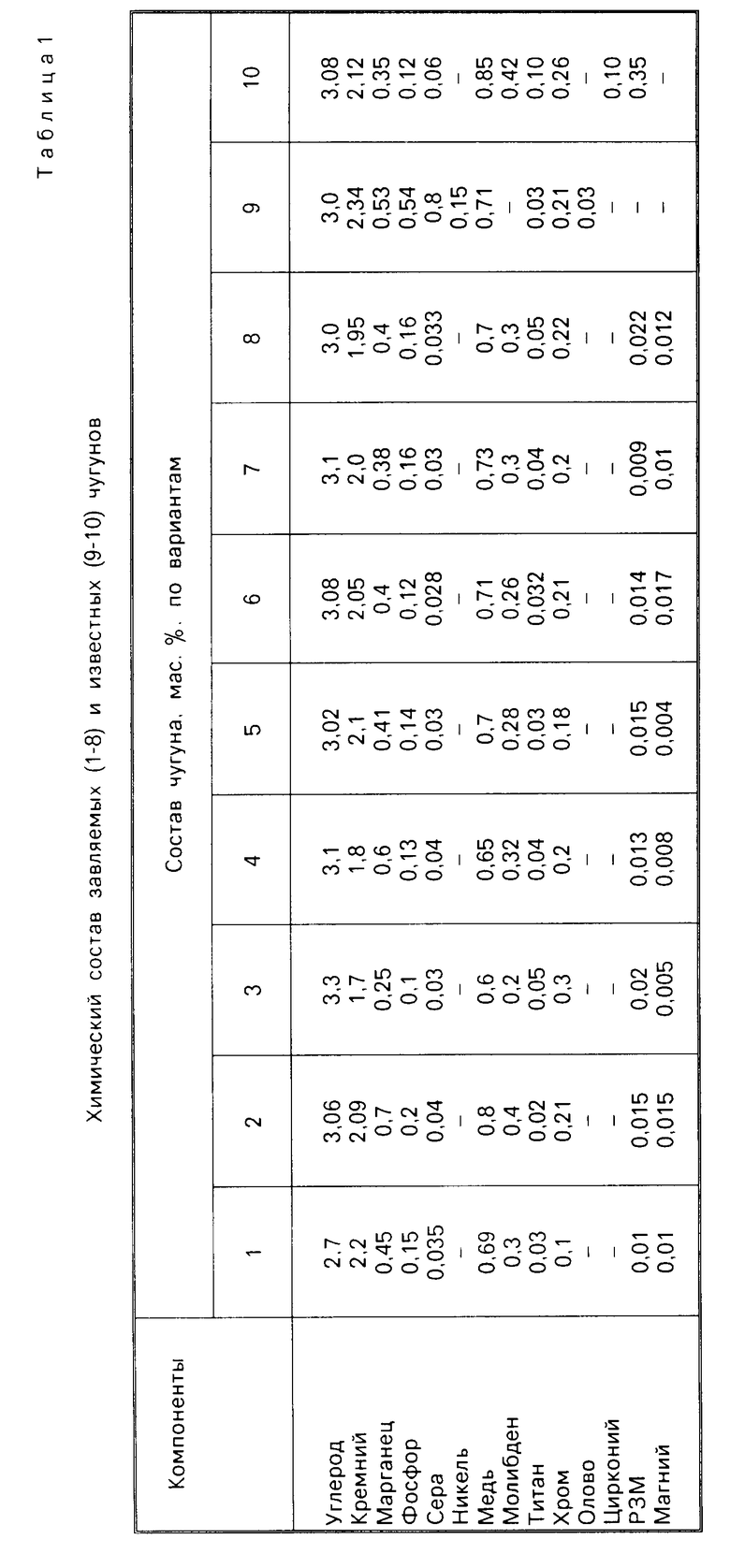
В табл.1 приведены химические составы заявляемого чугуна для ограночных дисков в указанных пределах и за пределами (варианты выполнения 1-8), аналога (вариант 9, ТУ 25-0207. 2179-86) и прототипа (вариант 10, авт.св. СССР N 1488345).
При уменьшении остаточного содержания магния в чугуне ниже 0,005% эффект модифицирования чугуна ослабевает. На форму графита в таком случае основное влияние оказывает только РЗМ, но при содержании в чугуне последнего (0,01-0,015% ) его недостаточно для получения удовлетворительных по форме и распределению включений графита. Суммарное минимальное количество Mg + РЗМ, равное 0,015% обеспечивает, во-первых, более равномерное распределение в поле шлифа мелких, червеобразных и компактных включений, что приводит к улучшению "чувствительности" чугуна при шаржировании алмазным порошком, повышению режущих свойств диска, абразивной стойкости дисков и т.д. Во-вторых, нижний граничный предел совместно Mg + РЗМ понижает склонность чугуна к отбелу (появлению цементита в отливках) при нижнем пределе содержания углерода, равном 2,7 и 1,7% кремния.
Верхний предел остаточного магния 0,015% в сочетании с 0,010-0,02% остаточного РЗМ (суммарное содержание элементов составляет 0,025-0,35%) обеспечивает получение в чугуне оптимальной извилистой червеобразной, компактной и вермикулярной формы графита при преимущественно перлитной структуре, что дает в сочетании высокие прочностные и ударные свойства чугуна, высокую скорость шлифования алмаза и абразивную стойкость и повышает срок годности ограночных дисков (см. табл.1, 2, чугун N 2). При увеличении содержания магния в чугуне выше 0,015% (в сочетании с содержанием РЗМ 0,02%) в структуре чугуна могут появляться цементитные включения (отбел), что недопустимо для ограночных дисков, чугун начинает кристаллизоваться по метастабильной системе с образованием вермикулярного и шаровидного (нежелательного) графита, который снижает теплопроводность, шаржируемость чугуна.
При уменьшении остаточного содержания РЗМ в чугуне ниже 0,01% повышается склонность чугуна к ферритизации, ухудшению формы графита, снижению абразивной стойкости, скорости шлифования вследствие недостаточного механического закрепления (адгезии) алмазного порошка в рабочем слое диска. При увеличении содержания РЗМ в чугуне более 0,02% (совместно с остаточным магнием до 0,015% ) возрастает склонность чугуна к отбелу, что недопустимо для дисков, повышению в нем количества графита шаровидной формы, что снижает теплопроводность материала дисков и ухудшает их эксплуатационные свойства.
Наличие в заявляемом чугуне легирующих элементов в указанных пределах, таких как медь, молибден, хром, марганец, стабильно обеспечивает получение мелкозернистого перлита в металлической структуре (содержание феррита не более 5-10%).
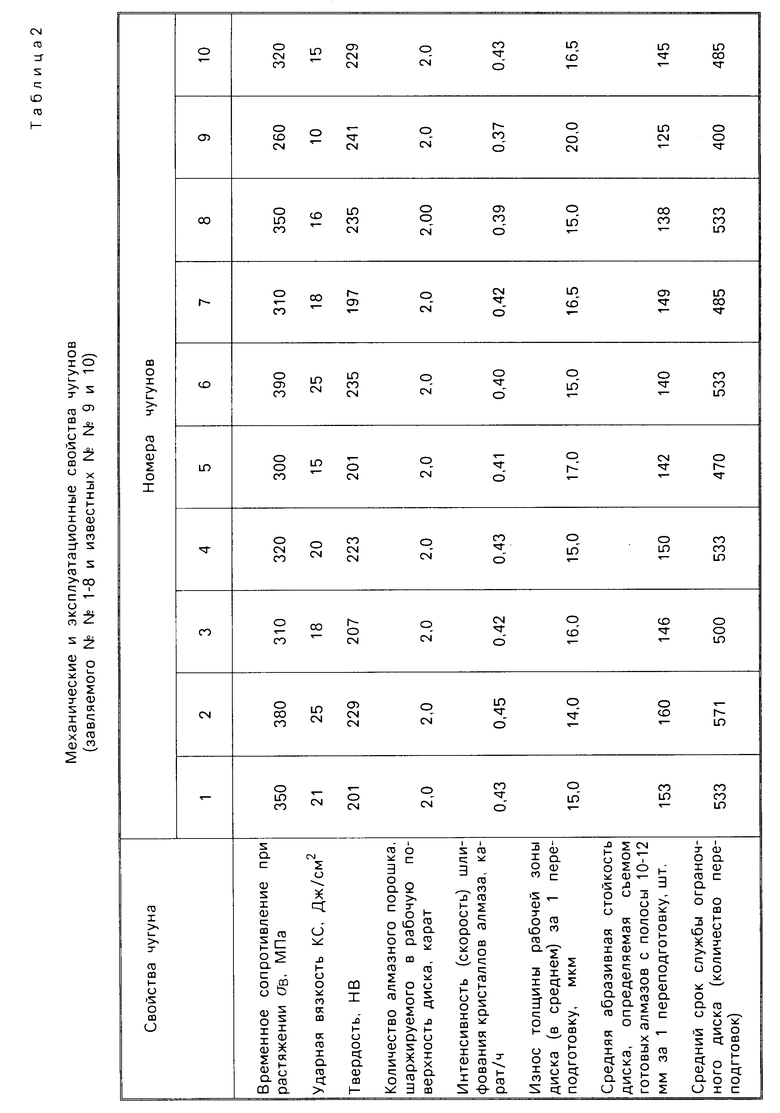
Механические и эксплуатационные свойства заявляемого (NN 1-8) и известных (NN 9 и 10) чугунов представлены в табл.2, где даны значения свойств в зависимости от различных вариантов составов чугуна, в частности в заявляемых пределах процентного содержания магния (NN 1-4) и за пределами этих значений (NN 5-8).
Как следует из приведенных данных, лучшими характеристиками (прочностными и ударными свойствами, высокой интенсивностью шлифования алмазов, абразивной стойкостью, износостойкостью, сроком службы ограночных дисков) обладает состав чугуна N 2. Высокими прочностными и ударными свойствами, износостойкостью обладает также состав чугуна N 6 (процент Mg выше верхнего предела), однако абразивная стойкость и скорость шлифования, а следовательно шаржируемость этого чугуна по сравнению с составами чугунов NN 1-4 значительно ниже.
В результате дополнительного введения магния заявляемый чугун (см. табл. 2, составы чугунов NN 1-4) обладает следующими механическими и эксплуатационными свойствами: временное сопротивление при растяжении σb 310-380 МПа; твердость 201-229 ед. НВ; ударная вязкость КС 18 25 Дж/см2; скорость шлифования алмазов 0,42-0,45 карат/ч; износ трещины рабочей зоны дисков за 1 переподготовку 14-16 мкм, абразивная стойкость дисков 146-160 шт. изделий; средний срок службы ограночных дисков (из расчета 1-й рабочей полосы 10-12 мм до полного износа на глубину 8 мм) 500-571 переподготовок. Испытания дисков из чугуна NN 1-4 на заводе показали оптимальное сочетание его свойств при эксплуатации.
Чугун для ограночных дисков заявляемого состава получают следующим образом. В индукционную печь (или дуговую) загружают шихту, состоящую из чушковых литейных или передельных чугунов, стального лома и собственно возврата (бракованных отливок, литников) с последующей добавкой необходимых легирующих присадок и ферросплавов, и выплавляют базовый чугун.
Медь в виде медно-фосфористого сплава или отходов (лома), феррофосфор доменной марки ФФ14-ФФ18, ферромолибден марки ФМО50-ФМО60 загружают в печь совместно с шихтой или в жидкий чугун после расплавления шихты. Угаром меди, фосфора и молибдена при любой футеровке плавильной печи (кислой или основной) можно пренебречь, т.е. усвоение их в чугуне при расчете присадок принимать практически за 95-98%
Подшихтовку чугуна по марганцу или кремнию производят соответственно "зеркальным" чугуном, ферромарганцем марок ФМН и ферросилицием марки ФС20-ФС90. "Зеркальный" чугун загружают в шихту, ферромарганец в кислую или основную печь перед выпуском, так как окисление марганца составляет до 10-30% при вводе его в начале плавки. Ввод кремния марок ФС20, ФС25 и ФС45 в шихту, кремния в виде ФС75 в любое время плавки (при кислой футеровке окисление кремния отсутствует, при основной перед выпуском жидкого чугуна, так как угар кремния до 10-15%).
Феррохром вводят в нагретый до 1450-1480оС чугун с неокисленным (нормальным) шлаком. Практически угар хрома при любой футеровке отсутствует.
Ферротитан ФТИ (гранулированный "губчатый" титан) вводят в жидкую ванну перед выпуском чугуна. Для лучшего усвоения титана его погружают в расплав с помощью "колокольчика" или штангой.
Угар титана в электропечи с кислой или основной футеровкой одинаков и составляет 45-50% от вводимой присадки.
Жидкий чугун выпускают из печи при температуре 1400-1430оС. Модифицируют чугун в литейном ковше совместно редкоземельными элементами в виде сплава МЦ50Ж6, или МЦ40 (расход сплава 0,03% от массы расплава), или ФС30РЗМ30 (0,08-0,12%) и лигатурой на основе железокремния, содержащего магний (расход лигатуры 0,20-0,25%), или механической смесью кремний гранулированный магний (расход 0,20-0,25%) или лигатурой на основе медь магний (расход 0,15-0,20%). Усвоение РЗМ принято 55-65% магния 45-55% что обеспечивает в чугуне стабильно остаточное содержание РЗМ 0,01-0,02% магния 0,005 0,015%
Отливки ограночных дисков получают в сырых песчаных формах. Для определения механических свойств и микроструктуры чугуна заливают клиновидные и цилиндрические пробы свидетели, для определения склонности легированного чугуна к отбелу заливают специальный клин на отбел. Используемый для ограночных дисков чугун преимущественно перлитного класса, доэвтектического состава с углеродным эквивалентом Сэ 3,4-4,0.
Как было указано выше, совместно микродифицированное Mg и РЗМ в указанных пределах положительно влияет на распределение, размер и формирование в чугуне извилистых, укороченных и компактных (вермикулярных) включений графита, что резко повышает шаржируемость чугуна синтетическим алмазным порошком марки 7/5, 10/7.
Применение ограночных дисков, изготовленных из чугуна заявляемого состава, позволяет повысить абразивную стойкость дисков при эксплуатации, скорость (интенсивность), качество шлифования и полировки алмазных изделий, уменьшить расход дорогостоящего алмазного порошка при шлифовании природного алмаза, а также увеличить их долговечность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Чугун для металлических форм | 1990 |
|
SU1724716A1 |
| ЧУГУН ДЛЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2194790C1 |
| ЧУГУН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2432412C2 |
| Чугун | 1990 |
|
SU1712449A1 |
| ВЫСОКОПРОЧНЫЙ ЧУГУН | 2009 |
|
RU2419671C1 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2010 |
|
RU2448184C2 |
| Чугун | 1988 |
|
SU1560608A1 |
| АНТИФРИКЦИОННЫЙ ЧУГУН | 2008 |
|
RU2365659C1 |
| Высокопрочный антифрикционный чугун | 2015 |
|
RU2615409C2 |
| Высокопрочный чугун | 1990 |
|
SU1740480A1 |
Использование: для ограночных дисков, применяемых при обработке изделий из природного алмаза. Сущность изобретения: заявляемый чугун дополнительно содержит магний при следующем соотношении компонентов, мас. углерод 2,7 3,3; кремний 1,7 2,2; марганец 0,25 0,7; фосфор 0,01 0,2; хром 0,1 0,3; медь 0,6 0,8; молибден 0,2 0,4; титан 0,02 0,05; РЭМ 0,01 - 0,02; магний 0,005 0,015; железо остальное, примесь сера. В результате ввода в чугун магния резко улучшается форма и распределение графитных включений, повышается абразивная стойкость ограночных дисков, интенсивность шлифования и полировки природных алмазов, увеличивается срок службы дисков. 2 табл.
ЧУГУН ДЛЯ ОГРАНОЧНЫХ ДИСКОВ, содержащий углерод, кремний, марганец, фосфор, хром, медь, молибден, титан, редкоземельные металлы и железо, отличающийся тем, что он дополнительно содержит магний при следующем соотношении компонентов, мас.
Углерод 2,7 3,3
Кремний 1,7 2,2
Марганец 0,25 0,7
Фосфор 0,1 0,2
Хром 0,1 0,3
Медь 0,6 0,8
Молибден 0,2 0,4
Титан 0,02 0,05
РЗМ 0,01 0,02
Магний 0,005 0,015
Железо Остальное
| Авторское свидетельство СССР N 1488345, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
