Изобретение относится к устройствам для электромонтажного соединения проводников, в частности для присоединения жилы наконечника обратного провода к свариваемой детали, и может найти широкое применение при производстве различного вида сварочных работ.
Известна контактная колодка, содержащая постоянный магнит и электроконтактный элемент 1.
Наиболее близким к изобретению техническим решением является контактная колодка, содержащая электрический контакт и постоянный магнит 2.
Недостатком этих устройств является то, что электрический контакт ненадежно отсоединяется от свариваемой детали в нерабочем состоянии магнита, что может вызвать приварку электрического контакта к свариваемому изделию.
Цель изобретения - повышение надежности контактной колодки.
Цель достигается тем, что контактная колодка снабжена подпрул ииенной рамкой, выиолиенной из нзоляпионного материала, при этом постоянный магнит и электрический контакт расположены внутри рамки и механнческн связаны с ней.
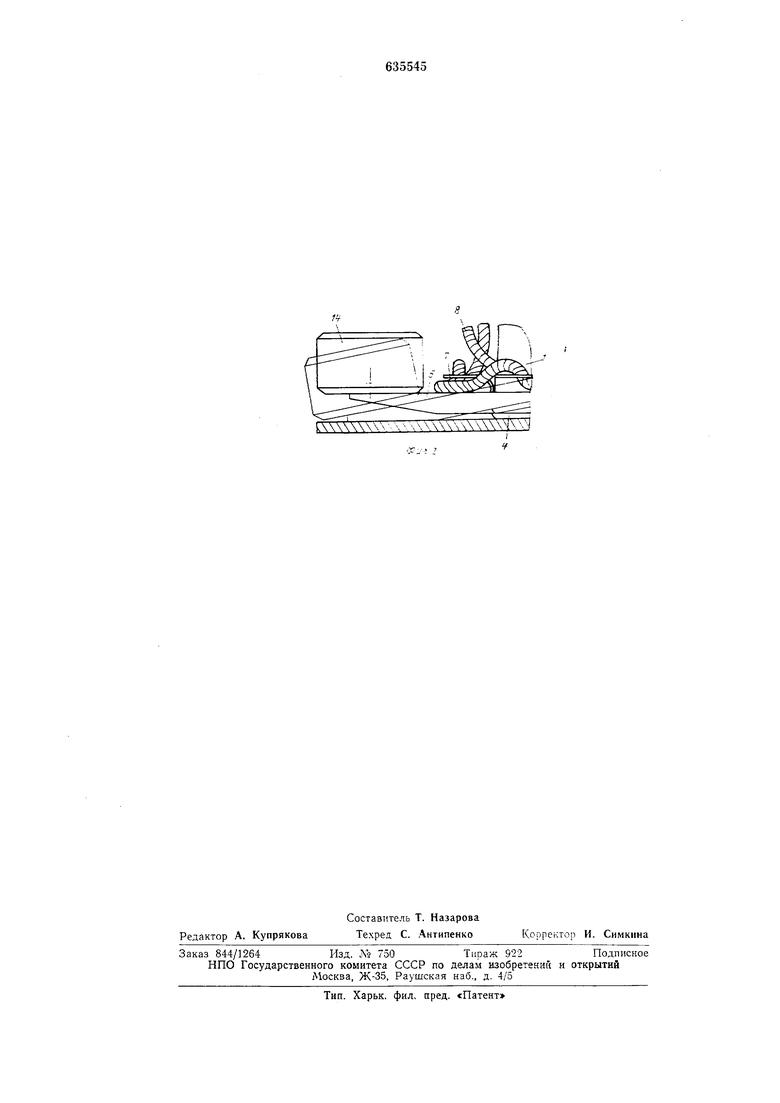
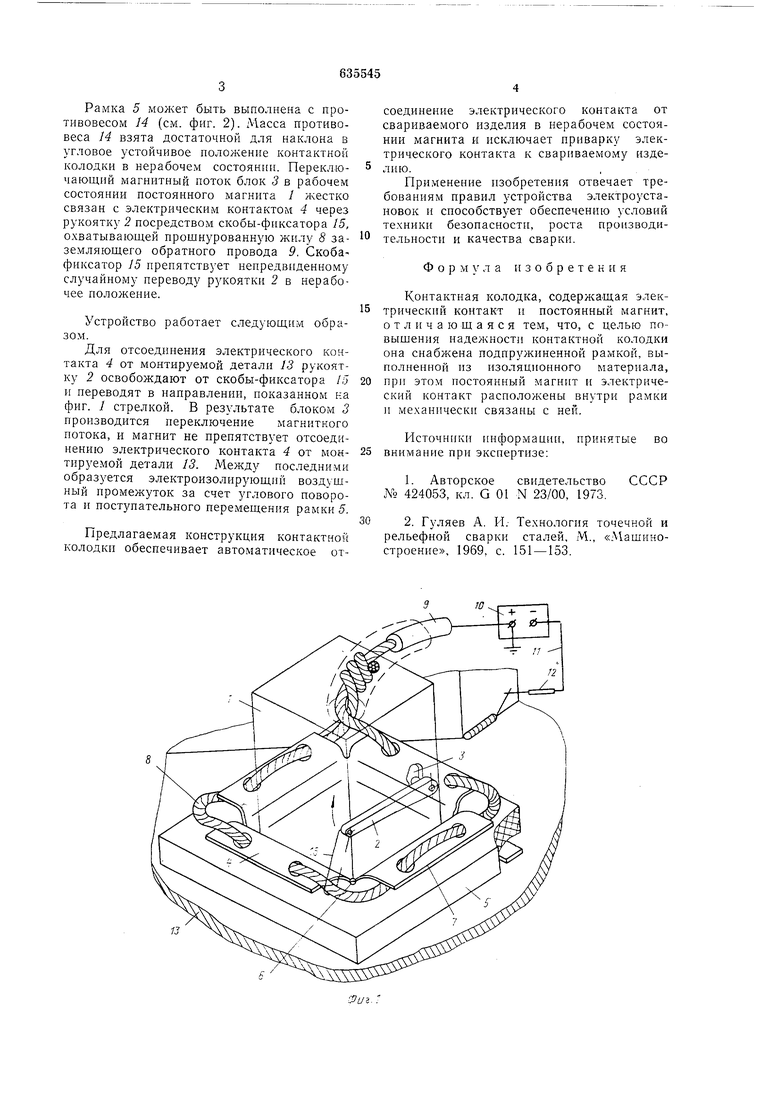
На фиг. 1 изображена контактная колодка, общий вид, в аксонометрии (частичНО тонкими сплошными линиями показан переключаемый иостоянный магнит в рабочем состоянии, штриховыми - контуры изоляции заделки жил ировода, стрелкой- направление переключения магнита в нерабочее состояние); на фиг. 2 - то же, вид сбоку (тонкими сплошными линиями показаны положения контактной колодки в нерабочем состоянии магнита, когда электрический контакт изолирован от свариваемой детали воздушным промежутком).
Контактная колодка содержит иоетоянный магнит У, снабженный рукояткой 2 его переключения в нерабочее состояние блок 5, электрический контакт 4 и подпружиненную рамку 5, выполненную из изоляционного материала. В качестве магнита / использована магнитная призма модели П.М-122. Магнит У и электрический контакт 4 -расположены внутри рамки 5, в ее проел е 6, и rexaничecки связаны с ней. Электрическнй контакт 4 выполнен из тонколистового материала с отбортовкой 7 для уменьшения общего переходного контактного сопротивления прошнурованной н нлой 8 заземляюидего обратного провода 9 сварочного источника W питания, прямой провод // которого подключен к электрододержателю 12 сварки монтируемой детал;1 3.
Рамка 5 может быть выполнена с противовесом 14 (см. фиг. 2). Масса противовеса 14 взята достаточной для наклона в угловое устойчивое положение контактной колодки в нерабочем состоянпп. Переключающий магнитный поток блок 3 в рабочем состоянии постоянного магнита / жестко связан с электрическим контактом 4 через рукоятку 2 посредством скобы-фпксатора 15, охватывающей прошнурованную жплу 8 заземляющего обратного провода 9. Скобафиксатор 15 препятствует непредвиденному случайному переводу рукоятки 2 в нерабочее положение.
Устройство работает следующим образом.
Для отсоединения электрического контакта 4 от монтируемой детали 13 рукоятку 2 освобождают от скобы-фиксатора 15 н иереводят в иаправленни, показанном ка фиг. / стрелкой. В результате блоком 3 производится переключение магнитного потока, и магнит не препятствует отсоединению электрического контакта 4 от монтируемой детали 13. Между последними образзется электроизолирующий воздушный промежуток за счет углового поворота и поступательного перемещения рамки 5.
Предлагаемая конструкция контактной колодки обеспечивает автоматическое отсоединение электрического контакта от свариваемого изделия в нерабочем состоянии магнита и исключает приварку электрического контакта к свариваемому изделию.
Применение изобретения отвечает требованиям правил устройства электроустановок и способствует обеспечению условий техники безопасности, роста производительиости и качества сварки.
Формула изобретения
Контактная колодка, содержащая электрический контакт и постоянный магнит, отличающаяся тем, что, с целью повыщения надежности контактной колодки она снабжена подпружиненной рамкой, выполненной из изоляционного материала, при этом постоянный магнит и электрический контакт расположены внутри рамки и механически связаны с ней.
Источники пнформаци 1, принятые
во внимание при экспертизе;
СССР
1. Авторское свидетельство 424053, кл. G 01 N 23/00, 1973.
30 2. Гуляев А. П.- Технология точечной и рельефной сварки сталей, М., «Мащиностроение, 1969, с. 151 -153.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поворотный переключатель | 1974 |
|
SU528627A1 |
| Ходовой магнитный ролик | 1976 |
|
SU647089A1 |
| Устройство для контактной сварки | 1980 |
|
SU969481A1 |
| Способ односторонней контактной сварки | 1979 |
|
SU846168A1 |
| Клещи для контактной точечной микросварки | 1983 |
|
SU1269947A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ ПРИВАРКИ ДОПОЛНИТЕЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЗАКЛЕПКАМИ | 2010 |
|
RU2424881C1 |
| Устройство для сварки микропроволоки | 1978 |
|
SU742083A1 |
| Устройство для отвода сварочного тока | 1974 |
|
SU542601A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОМАГНИТНОГО КОММУТАЦИОННОГО АППАРАТА | 2000 |
|
RU2170978C1 |
| КОНТАКТНАЯ СИСТЕМА | 2018 |
|
RU2685543C1 |