t
Изобретение относится к микросварке и может быть использовано для приварки тонкой проволоки к тонким металлическим пленкам, нанесенным на изоляционное основание.
Известен способ сварки, при котором верхнюю деталь помещают между двумя электродами и нижней деталью и пропускают сварочный ток на участке между электродами. Совместное плавление свариваег«их этим способом деталей происходит под электродами 1 ,
Однако применение такого способа затруднено, когда нижняя деталь представляет собой тонкую пленку с высоким удельным сопротивлением, а верхняя - высокоэлектродную проволоку, в этом случае основная величина сварочного тока проходит вдоль проволоки ка участке между электродами, что ведет к перегреву и пережогу ее.
Известен также способ односторонней контактной сварки, при котором привариваемую проволоку устанавливают на деталь, прикладывают давление перпендикулярно поверхности детали и пропускают сварочный.
ток при помощи расщепленного электрода 2,
Однако применение этого способа затруднено, когда необходимо приварить высокоэлектропроводную проволоку к тонкой, обладающей высоким удельнЕз1м-сопротивлением и высокой температурой плавления пленке, нанесенной на изоляционное
10 основание. Особое затруднение возникает в случае приварки толстой по сравнению с пленкой проволоки, например многожильной. В этом случае необходимость обеспечить оплав15ление всех жил в свариваемом сечении проволоки требует больших величин сварочного тока. Но в то же время контакт проволока - пленка настолько мал по сравнению с сечением про20волоки, а теплоотвод от пленки настолько ограничен, что это приводит к пережогу пленки в месте контактирования и выплеску.
Цель изобретения - повьлиение
25 качества изделия.
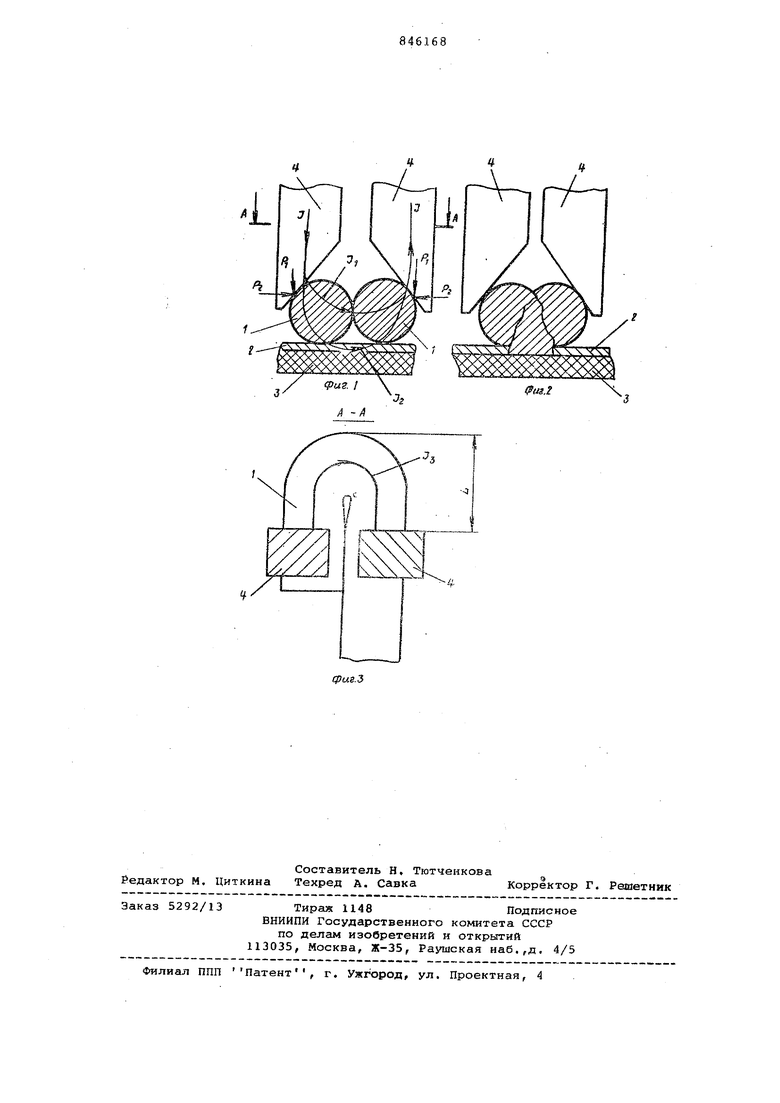
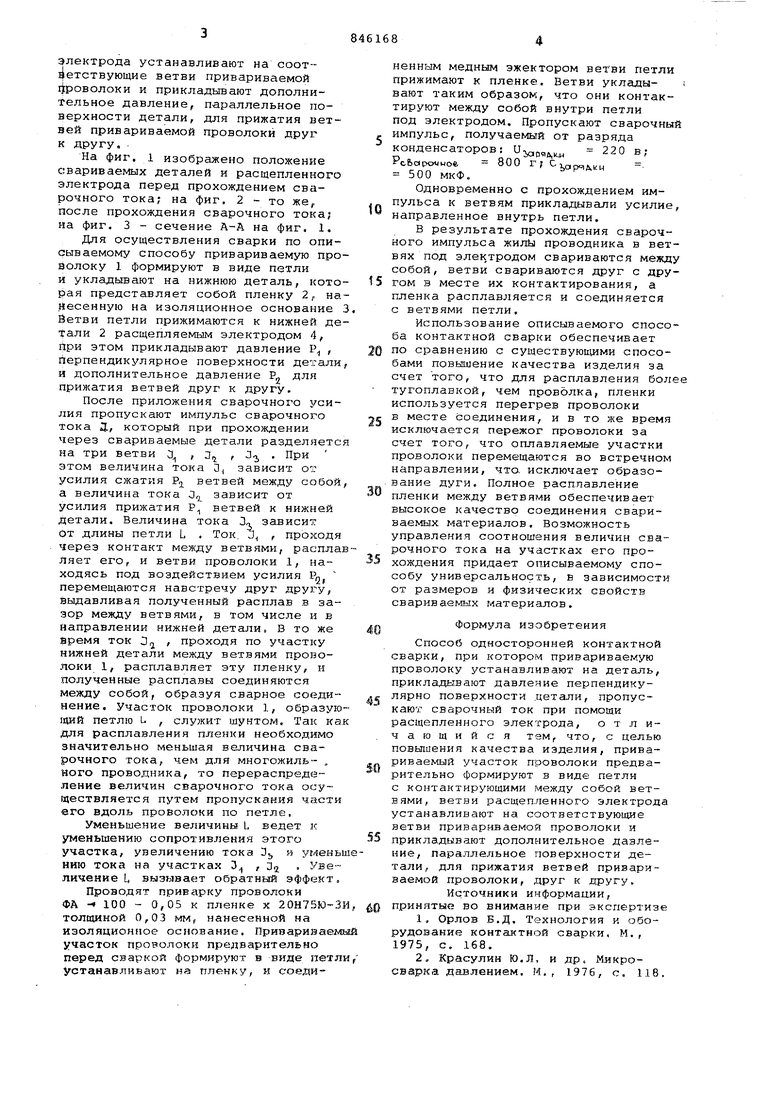
Поставленная цель достигается тем, что привариваемый участок проволоки предварительно формируют в виде петли с контактирующими между 30 собой ветвями г ветви расщепленного электрода устанавливают на соответствующие ветви привариваемой ПРОВОЛОКИ и прикладывают дополнительное давление, параллельное поверхности детали, для прижатия ветззей привариваемой проволоки друг к другу. На фиг. 1 изображено положение свариваемых деталей и расщепленного электрода перед прохождением сварочного тока; на фиг. 2 - то же,, после прохождения сварочного тока,на фиг. 3 - сечение А-А на фиг. 1, Для осуществления сварки по описываемому способу привариваемую про волоку 1 формируют в виде петли и укладывают на нижнюю деталь, кото рая представляет собой пленку 2, на .Несенную на изоляционное основание Ветви петли прижимаются к нижней де тали 2 расщепляемым электродом 4, При этом прикладывают давление Р , Перпендикулярное поверхности детали И дополнительное давление Р для прилсатия ветвей друг к другу. После приложения сварочного уси лия пропускают импульс сварочнозго тока Д./ который при прохождении через свариваемые детали разделяет на три ветви Л 1 а этом величина тока G зависит or усилия сжатия Р,,: ветвей между собо а величина тока 3, зависит от усилия прижатия Р ветвей к нижней детали. Величина тока Зп зависит От длины петли L . Ток. j., , проход через контакт между ветвями, распл ляет его, и ветви проволоки 1, находясь под воздействием усилия Р перемещаются навстречу друг другу. Выдавливая полученный расплав в за зор между ветвями, в том числе и в Направлении нижней детали, В то же Время ток Оц , проходя по участку нижней детали между ветвями проволоки 1, расплавляет эту пленку, н полученные расплавы соединяются между собой, образуя сварное соеди нение. Участок проволоки 1, образу щий петлю U , служит шунтом. Так к для расплавления пленки необходимо значительно меньшая величина сварочного тока, чем для многожиль- , Ного проводника, то перераспределение величин сварочного тока осуществляется путем пропускания част его вдоль проволоки по петле. Уменьшение величины L ведет к уменьшению сопротивления этого участка, увеличению тока 3 и умен нию тока на участках 3 , З Уве личение L, вызывает обратный эффект Проводят приварку проволоки ФА -1 100 - 0,05 к пленке х 20Н75Ю-толщиной 0,03 мм, нанесенной на изоляционное основание, Приваривае участок проволоки предварительно перед сваркой формируют в виде пет устанавливают на пленку, и соединенным медным эжектором ветви петли прижимают к пленке. Ветви уклады- ; вают таким образом, что они контактируют между собой внутри петли под электродом. Пропускают сварочный импульс, получаемый от разряда конденсаторов: V 220 в ; Pcbapcmwofc 800 г; Оузро,. 500 мкФ. Одновременно с прохождением импульса к ветвям прикладывали усилие, направленное внутрь петли. В результате прохождения сварочного импульса жилы проводника в ветвях под электродом свариваются между собой, ветви свариваются друг с другом в месте их контактирования, а пленка расплавляется и соединяется с ветвями петли. Использование описываемого способа контактной сварки обеспечивает по сравнению с существующими способами повышение качества изделия за счет того, что для расплавления более тугоплавкой, чем проволка, пленки используется перегрев проволоки в месте соединения, и в то же время исключается пережог проволоки за счет того, что оплавляемые участки проволоки перемещаются во встречном направлении, что исключает образование дуги. Полное расплавление пленки между ветвями обеспечивает высокое качество соединения свариваемЕлх материалов. Возможность управления соотношения величин сварочного тока на участках его прохождения придает описываемому способу универсальность, в зависимости от размеров и физических свойств свариваемых материс1лов. Формула изобретения Способ односторонней контактной сварки, при котором привариваемую проволоку устанавливают на деталь, прикладывают давление перпендикулярно поверхности детали, пропускают сварочный ток при помощи расщепленного электрода, о т л ичающийся тем, что, с целью повышения качества изделия, привариваемый участок проволоки предварительно формируют в виде петли с контактирующими между собой ветвями, ветви расщепленного электрода устанавливают на соответствующие ветви привариваемой проволоки и прикладывают дополнительное давление, параллельное поверхности детали, для прижатия ветвей привариваемой проволоки, друг к другу, Источники информации, принятые во внимание при экспертизе 1,Орлов Б.Д. Технология и оборудование контактной сварки, М., 1975, с. 168. 2,Красулин Ю.Л, и др. Микросварка давлением, М., 1976, с, 118.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ односторонней контактной сварки проводника с плоской деталью | 1987 |
|
SU1445885A1 |
| Способ контроля качества сварных соединений при контактной микросварке | 1989 |
|
SU1708562A1 |
| Способ приварки мостиков из микропроволоки к контактным площадкам и устройство для его осуществления | 1980 |
|
SU927444A1 |
| Ручной инструмент для односторонней контактной микросварки | 1987 |
|
SU1511040A1 |
| Способ контактной микросварки проводников с плоской деталью | 1986 |
|
SU1371826A1 |
| Устройство для контактной микросварки | 1987 |
|
SU1496967A1 |
| Способ контактной сварки | 1986 |
|
SU1433698A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ МИКРОСВАРКИ | 2002 |
|
RU2225780C2 |
| Ручной инструмент для односторонней контактной микросварки и микропайки | 1987 |
|
SU1445886A1 |
| СПОСОБ ПРИВАРКИ ВЫВОДА В ПОЛУПРОВОДНИКОВОМ ПРИБОРЕ | 2013 |
|
RU2525962C1 |