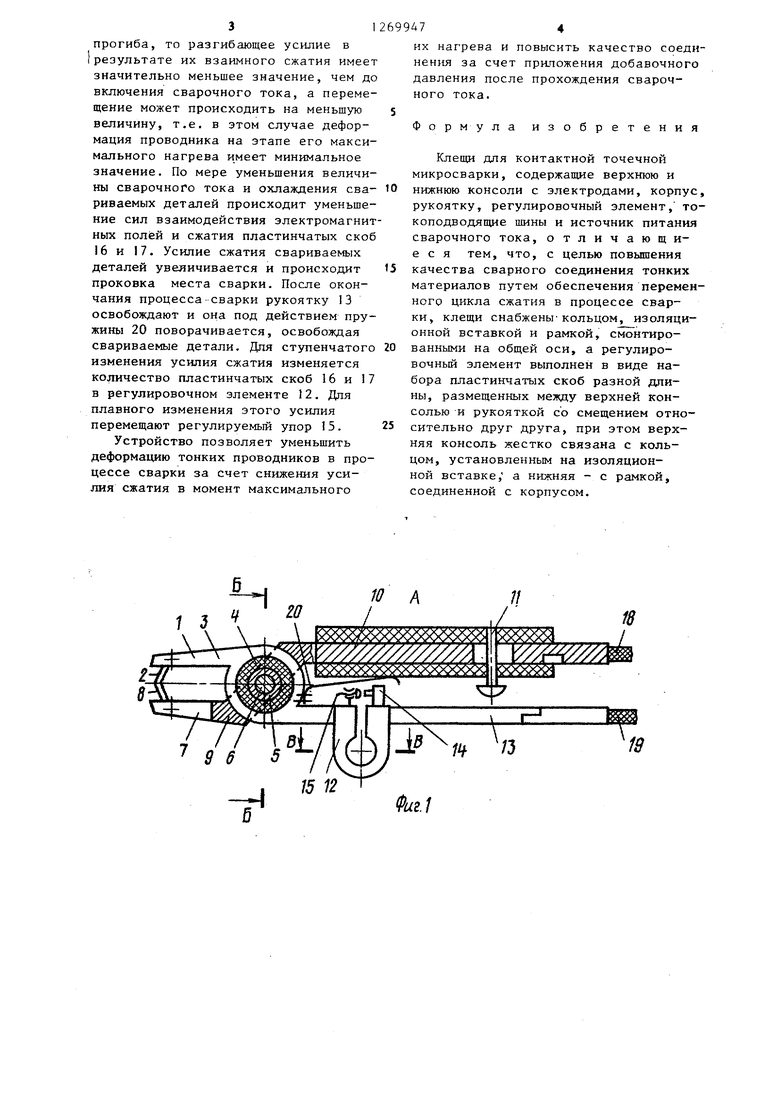
Изобретение относится к сваричной технике и может быть использова но в ргщиотёхнике и других отраслях промышленности для выполнения контактной точечной сварки металлов ма лых толщин, Целью изобретения является повышение качества сварного соединения тонких материалов путем обеспечения переменного цикла сжатия в процессе сварки. На фиг.1 изображены клещи, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - сечение В-В на фиг.1. Устройство состоит из верхней консоли 1 с электродом 2, которая снабжена кольцом 3, внутри которого размещена изоляционная вставка 4 с втулкой 5, расположенной на оси 6 с возможностью поворота на ней. Нижня консоль 7 с электродом 8 снабжена, рамкой 9, которая установлена на оси 6 с возможностью вращения. При этом рамка 9 жестко связана с корпу сом 10, на котором установлен регулируемьй ограничитель 1I, ограничивающий рабочий ход клещей. Верхняя консоль 1 одним концом жестко связа на с одной ветвью регулировочного элемента 12, вторая ветвь которой жестко соединена с рукояткой 13. Кроме того, на одной ветви регулировочного элемента 12 закреплен выключатель 14 сварочного тока, а на другой - регулируемый упор 15, обес печивак щий включение сварочного тока при различных условиях усилиях сжатия. Регулировочный элемент 12 состоит из набора пластинчатьпг. скоб 16 и 17 разной длины, имеющих в ней части кольцевые проемы. При этом ось 0( кольцевых проемов длинных пластинчатых скоб 17 смещена относительно оси 0- скоб 16 в пределах 2-4 Mf-i. Консоли 1 и 7 подключены к источ нику сварочного тока с помощью токоподводящих шин 18 и 19. Для раз-ведения консолей } и 7 клещи снабжены плоской пружиной 20, закрепленной на кольце 3 и взаимодейств чо щей с корпусом 10. ( Устройство работает следующим образом. Свариваемые детали помещают между электродами 2 и 8 и рукоятку .13 перемещают в направлении корпу472са 10, при этом консоль 1 вместе с кольцом 3, регулировочным элементом 12 и рукояткой 3 поворачивается относительно оси б. Поворот происходит до момента сжатия деталей электродами 2 и 8. После сжатия деталей консоль 1, кольцо 3, изоляционная вставка 4, втулка 5 и ветвь регулировочного элемента 12, закрепленная на консоли 1 , останавливаются, а рукоятка 13 вместе с закрепленной на ней ветвью регулировочного элемента I2 и выключателем 14 продолжают перемещение. При этом перемещение происходит за счет прогиба кольцевой части пластинчатых скоб 16. Пластинчатые скобы изгибаются относительно оси С , а скобы 17 относительно оси 0 . Поскольку центры поворота пластинчатых скоб 16 и 17 смещены относительно друг друга в пределах 2-4 мм, то боковые участки их в зоне проема взаимно проскальзывают. По мере увеличения изгиба регулировочного элемента I2 сила сжатия свариваемых Деталей увеличивается. В тот момент, когда выключатель 14 достигнет упора 15, происходит выключение сварочного тока. В этот же момент рукоятка 13 достигает ограничителя 1I, который останавливает ее дальнейшее перемещение. При включении сварочного тока последний проходит через рукоятку 13, регулировочный элемент 12, консоль 1, и сварочные электроды 2 и 8. При прохождении сва рочного тока через пластинчатые скобы 16 и 17 регулировочного элемента 12, вокруг каждой из них возникает электромагнитное поле. Согласно закону электромеханического и индукционного действия магнитного поля эти поля взаимодействуют, в результате чего пластинчатые скобы сжимаются и их взаимное проскальзывание прекращается. При этом, чем больше сварочный ток, тем сила их сжатия больше (F В1Е). В этом случае жесткость регулировочного элемента 12 возрастает. В процессе нагрева свариваемых деталей консоль I вместе с кольцом 3 и электродом 2 под дейг ствием усилия изогнутого регулиро-. вочного элемента I2 поворачивается вокруг оси 6. Поскольку пластинчатые скобы 16 и 17 оказались сжатыми электромагнитным полем после их 31 прогиба, то разгибающее усилие в I результате их взаимного сжатия имеет значительно меньшее значение, чем до включения сварочного тока, а перемещение может происходить на меньшую величину, т.е. в этом случае деформация проводника на этапе его максимального нагрева имеет минимальное значение. По мере уменьшения величины сварочного тока и охлаждения свариваемых деталей происходит уменьшение сил взаимодействия электромагнит ных полей и сжатия пластинчатых скоб 16 и 17. Усилие сжатия свариваемых деталей увеличивается и происходит проковка места сварки. После окончания процесса сварки рукоятку 13 освобождают и она под действием пружины 20 поворачивается, освобождая свариваемые детали. Для ступенчатого изменения усилия сжатия изменяется количество пластинчатых скоб 16 и 17 в регулировочном элементе 12. Для плавного изменения этого усилия перемещают регулируемый упор 15. Устройство позволяет уменьшить деформацию тонких проводников в процессе сварки за счет снижения усилия сжатия в момент максимального 47 их нагрева и повысить качество соединения за счет приложения добавочного давления после прохождения сварочного тока. Формула изобретения Клещи для контактной точечной микросварки, содержащие верхнюю и нижнюю консоли с электродами, корпус, рукоятку, регулировочный элемент, токоподводящие шины и источник питания сварочного тока, отличающиеся тем, что, с целью повьшения качества сварного соединения тонких материалов путем обеспечения перемеиного цикла сжатия в процессе сварки, клещи снабжены-кольцом, изоляционной вставкой и рамкой, смонтированными на общей оси, а регулировочный элемент выполнен в виде набора пластинчатых скоб разной дпины, размещенных между верхней консолью и рукояткой со смещением относительно друг друга, при этом верхняя консоль жестко связана с кольцом, установленным на изоляционной вставке, а нижняя - с рамкой, соединенной с корпусом.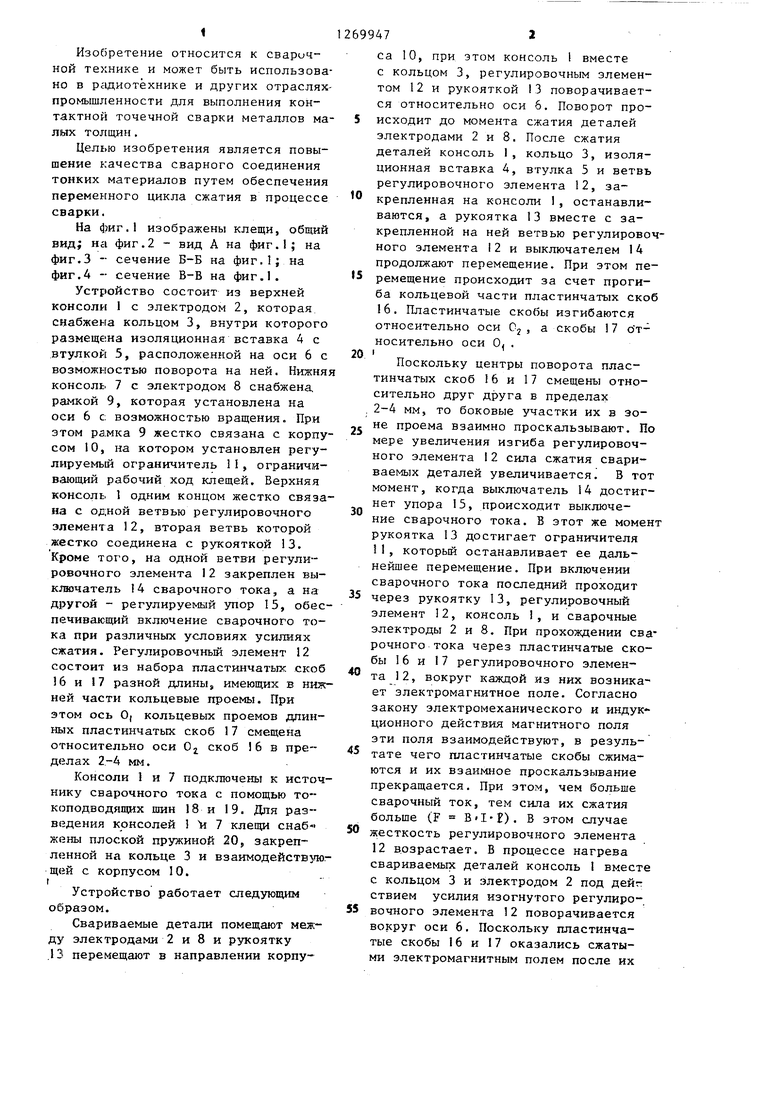
| название | год | авторы | номер документа |
|---|---|---|---|
| Клещи для контактной микросварки | 1985 |
|
SU1273223A1 |
| Клещи для контактной точечной микросварки | 1989 |
|
SU1655715A1 |
| Клещи для контактной точечной микросварки | 1985 |
|
SU1232431A1 |
| Клещи для контактной точечной микросварки | 1973 |
|
SU465296A1 |
| С-ОБРАЗНЫЕ ШТОКОВЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ ЭЛЕКТРОСВАРКИ, ВСТРОЕННЫЕ В РОБОТ | 2001 |
|
RU2221681C2 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
| Клещи для контактной точечной сварки | 1988 |
|
SU1824274A1 |
| ЛИНИЯ СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ СБОРКИ | 2000 |
|
RU2193959C2 |
| Пневмогидравлический робот | 1974 |
|
SU574292A1 |
| Ручной инструмент для односторонней контактной микросварки | 1987 |
|
SU1511040A1 |
Изобретение относится к области сварочной техники и может быть использовано в радиотехнике для контактной точечной сварки деталей малых толщин. Целью изобретения являет-ся повышение качества сварного соединения. Клещи выполнены с регулировочным элементом, обеспечивающим переменный цикл сжатия в процессе сварки. Регулировочный элемент состоит из набора пластинчатых скоб разной длины, смещенных друг относительно друга. При прохождении сварочного тока через регулировочный элемент пластинчатые скобы сжимаются и их взаимное проскальзывание пре- , кращается, что увеличивает жесткость регулировочного элемента. 4 ил. с S
fi-5
Фиг. 2
В-В
16
16
Фиг.
| РУЧНОЙ ИНСТРУМЕНТ для КОНТАКТНОЙ ТОЧЕЧНОЙСВАРКИ | 0 |
|
SU342744A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Клещи для контактной точечной микросварки | 1973 |
|
SU465296A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
