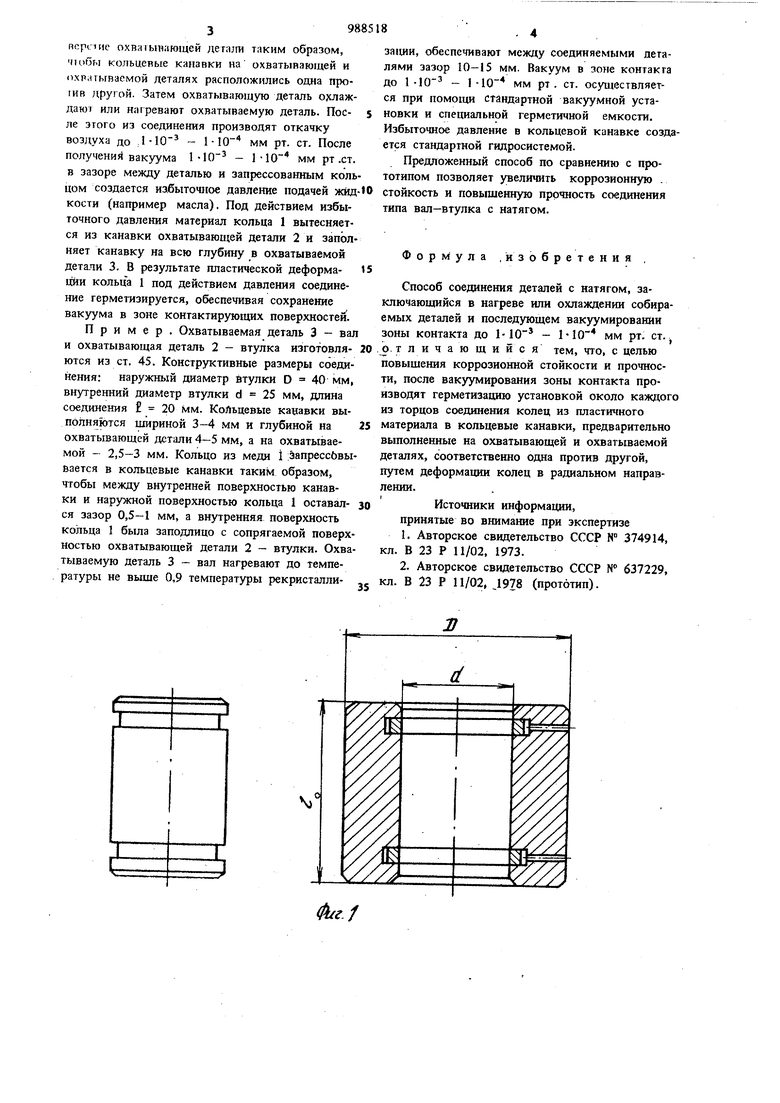
1 , ; Изобретение относится к механосборочному производству, в частности к способам сборки прессовых соединений деталей типа вал-втулка. Известен способ соеданёния деталей с натягом hyieM нагрева или охлаждения соёдашяемых деталей и последующего вакуумирования зоны контактирующих поверхностей в пределах МО-з ыо-- мм рт. ст, 11. Известен также сгюсоб соединения деталей с натягом путем нагрева или охлаждения собираемых деталей и последующего вакуумирования зоны контактируюищх поверхностей в гфеделах 1-Ю - ЫО мм рт, ст. 2. Однако соединение по данному способу не обладает достаточной прочностью и коррозионной стойкостью, так fcak вследствие негермётичности соединения окружающая среда проникает в зону контакта, образуя окисные пленки, способствующие коррозии, и уменьшая длительную усталостную .прочность соединения. Целью изобретения является повышение коррозионной стойкости и прочности. Поставленная iienb достигается тем, что согласно способу соединения деталей с натягом. заключающемуся в нагреве или охлаждении собираемых деталей и последующим звакуумированием зоны контакта до - 1-10 мм рт. ст., после ваку лироваиия зоны контакта производят герметизацию установкой около каждого из торцов соединения колец из пластичного материала в кольцевые канавки, предварительно выполненные на охватывающей И охватываемой деталях, расположенные соответственно одна против другой, путем деформащш колец в радиальном Ваправлешш. На фиг. 1 изображены детали перед сборкой; на фиг. 2 - соединею1е в сборе. Способ осуществляется следующим.образом. Перед сборкой деталей на охватывающей и охватываемой деталях около каждого из торцов вьшолняют кольцевые канавки. Затем в эти канавкн запрессовывают кольцо из пластичного материала, например, из меди, таким образом, чтобы между в1нутреннёй поверхностью канавки и наружной поверхностью кольца оставался зазор, а внутренняя поверхность кольца была заподлицо с сопрягаемой поверхностью охватывающей детали. Охватываемую деталь вводят в отнороие охвагьшающей дет;ит таким образом, побы кольцевые канавки на охватывающей и пхригываемой деталях расположились одна против другой. Затем охватывающую деталь охлаждают или нагревают охватываемую деталь. После этого из соединения производят откачку воздуха до - I-IO мм рт. ст. После получений вакуума 1-10 - 1-10 мм рт .ст. в зазоре между деталью и запрессованным кольцом создается избыточное давление подачей жид-О
кости (например масла). Под действием избыточного давления материал кольца 1 вытесняется из канавки охватывающей детали 2 и заполняет канавку на всю глубину в охватываемой детали 3. В результате пластической деформа- 15 цйи кольца 1 под действием давления соединение герметизируется, обеспечивая сохранение вакуума в зоне контактирующих поверхностей.
Пример. Охватываемая деталь 3 - вал и охватывающая деталь 2 - втулка изготовля- 20 ются из ст. 45. Конструктивные размеры соединения: наружный диаметр втулки D 40 мм, внутренний диаметр втулки d 25 мм, длнна соединения 20 мм. Кольцевые канавки выполняются шириной 3-4 мм и глубиной на 25 охватывающей детали 4-5 мм, а на охватываемой - 2,5-3 мм. Кольцо из меди 1 ;запресс6вывается в кольцевые канавки таким образом, чтобы между внутренней поверхностью канавки и наружной поверхностью кольца 1 оставал- зо ся зазор 0,5-1 мм, а внутренняя поверхность кольца 1 была заподлицо с сопрягаемой поверхностью охватывающей детали 2 - втулки. Охватываемую деталь 3 - вал нагревают до темпезапии, обеспечивают между соединяемыми деталями зазор 10-15 мм. Вакуум в зоне контакта до 1-10 - 1-10 мм рт . ст. осуществляется при помощи стандартной вакуумной установки и специальной герметичной емкости. Избыточное давление в кольцевой канавке создается стандартной гидросистемой.
Предложенный способ по сравнению с прототипом позволяет увеличить коррозионную .
типа вал-втулка с натягом.
Формула .изобретения ,
Способ соединения деталей с натягом, заключающийся в нагреве или охлаждении собираемых деталей и последующем вакуумированйи
1-4
зоны контакта до - I-IO мм рт. ..,
СТ., отличающийся тем, что, с целью повыщения коррозионной стойкости н прочности, после вакуумирования зоны контакта производят герметизацию установкой около каждог из торцов соединения колец из пластичного материала в кольцевые канавки, предварительно выполненные на охватывающей и охватываемой деталях, соответственно одна против другой, путем деформации колец в радиальном направлении.
Источники информацнн, принятые во внимание при экспертизе
1,Авторское свидетельство СССР N 374914, кл. В 23 Р 11/02, 1973.
2.Авторское свидетельство СССР N 637229, стойкость и повышенную прочность соединения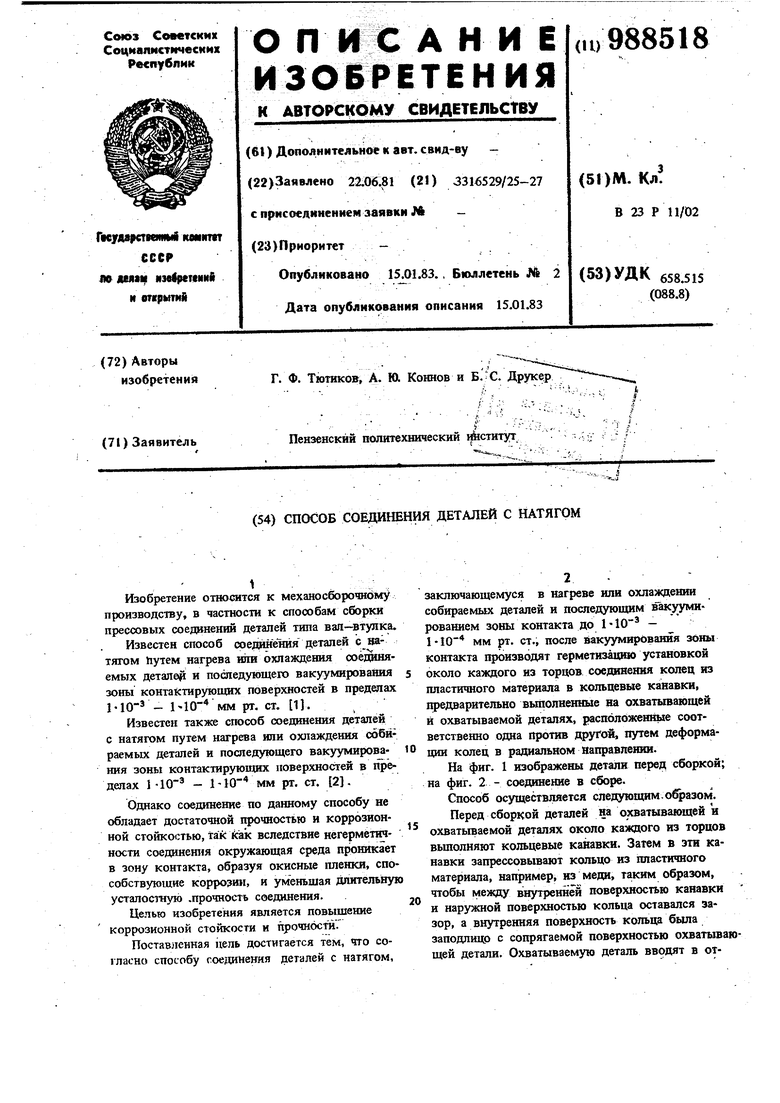
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения деталей с натягом | 1982 |
|
SU1034866A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ПОЛУФАБРИКАТА ДЕТАЛИ ТИПА ОБЕЧАЙКИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2228917C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2010 |
|
RU2461437C2 |
| Способ сборки с натягом соединения деталей типа вал-втулка и устройство для его осуществления | 1984 |
|
SU1189636A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ДЕТАЛЕЙ ТИПА ОБЕЧАЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2171311C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОЙ ИЛИ КВАРЦЕВОЙ ТРУБКИ С МЕТАЛЛИЧЕСКОЙ ВТУЛКОЙ | 1991 |
|
RU2024373C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОЧНОСТИ НАПРЕССОВКИ КОЛЕЦ ПОДШИПНИКОВ НА ШЕЙКЕ ОСИ КОЛЕСНОЙ ПАРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329478C1 |
| Способ закрепления охватывающих деталей на полом валу и устройство для его осуществления | 1987 |
|
SU1801077A3 |
| Способ неподвижного соединения деталей типа вал-втулка | 1991 |
|
SU1792818A1 |
| Способ соединения деталей с натягом | 1977 |
|
SU637229A1 |
)
J
e.f
ue.Z
