I
Изобретение относится к области переработки пластмасс методом литья под давлением, в частности к формам для питья термопластов.
Известны формы для изготовления изделий из полимеров, содержащрье формооб 5 разующие элементы с каналами охлаждения, размещенные на опорных плитах, и металлические уплотнения l.
Известны также литьевые формы для изготовпения изделий из полимеров, со- 10 держащие опорные ппиты, размещенные на них формообразующие элементы с каналами для охлаждения, выполненными с подчутрением, и торцевые металлические уплотнения каналов 2.tS
В избестных формах для предотвращения утечек необходимо выполнять сварочный шов. Сварка вызывает коробление опорных плит, которое очень трудно или 20 невозможно исправить. Сварка также приводит к отпуску закаленной детали и снижению ее долговечности. Все это может
привести к нарушению герметичности щва в процессе эксплуатации формы.
Цепь изобретения - повышение надежности герметизации каналов.
Поставленная цель достигается тем, что поднутрения каналов в сечении выполнены в виде усеченных конусов, обращенных меньшими основаниями к onopi&iM плитам, а уплотнения выполнены из мягкого металла.
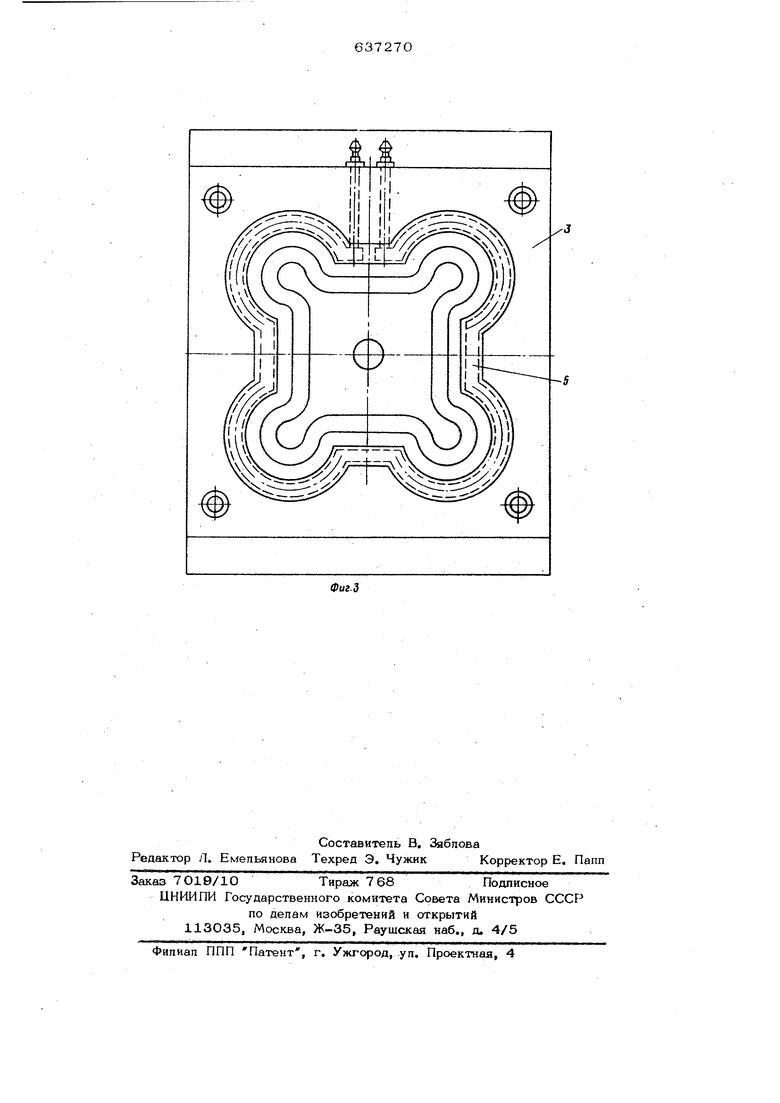
На фиг. 1 изображена питьевая форма, продольный разрез; на фиг. 2 - - сечение охлаждающего канала с уплотнением; на фиг. 3 - вид в плане на матрицу по плоскости разъема формы.
Литьевая форма содержит опорные плиты 1, 2, на которых размещены матрица 3 и пуансон 4. В матрице н пуансоне выполнены охлаждающие каналы а с уплотнениями 5 в виде полосы из мягкого металла, например стали 3 или ашоминиевых сплавов. Уплотнения устанавливают таким образом, что они плотно заходят в канал, и заполняют поднутрения, причем под давпением протекающей воды плотность соедкнения увеличивается. Работает устройство следующим образом. Жидкость, охлаждающая форму, пода ется в каналы под давлением. Уплотняющая полоса из мягкого металла, заполняюшая поднутрения каналов, под давлением плотно прилегает к стенкам канала и обеспечивает необходимую герметичность. Основные преимущества предлагаемой конструкции заключаются в том, что охлаждающие каналы могут быть любой кон фигурации, так как выполняются открыты ми с торца и мотут располагаться в разъеме. облегчает изготовление фор мы, улучшает качество отливок. Такая форма стабильна в работе, что обеспечивает качественные отливки. Формула изобретения Литьевая форма ,дпя изготовпения изделий из полимеров, содержащая опорные 704 плиты, размещенные на них формообраз -к щие элементы с каналами для охлаждения, выполненными с поднутрением, и торцевые металлические уплотнения каналов, отличающаяся тем, что, с целью повышения надежности герметизации каналов, поднутрения каналов в сечении выполнены в виде усеченных конусов, обращенных меньщими основаниями к опорным плитам, а уплотнения выполнены из мягкого металла. Источники информации, принятые во внимание при экспертизе: 1. Патент ФРГ № 1109873, кл. 39 а 1/ОО, 1961. 2. Лейкин Н. Н. Конструирование пресс-форм для изделий из пластических масс, Мащиностроение, Л., 1966, С.102, р. 62а.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимеров | 1991 |
|
SU1775303A1 |
| Форма для литья пластмасс под давлением | 1983 |
|
SU1159793A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМООБРАЗУЮЩИХ ЭЛЕМЕНТОВ МНОГОМЕСТНОЙ КАССЕТНОЙ ФОРМЫ СТРОИТЕЛЬНЫХ ЗАМКОВЫХ БЛОКОВ | 2002 |
|
RU2223859C2 |
| Литьевая форма для изготовления изделий из полимеров | 1986 |
|
SU1391923A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ФОРМООБРАЗУЮЩИХ ПОВЕРХНОСТЕЙ МАТРИЦ И ПУАНСОНОВ ПРЕСС-ФОРМ | 2016 |
|
RU2631785C2 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1980 |
|
SU942995A1 |
| Способ изготовления формообразующих элементов из неметаллических материалов | 1987 |
|
SU1512780A1 |
| Литьевая форма для изготовления изделий из термопластичных материалов | 1980 |
|
SU897540A1 |
| Устройство для изготовления изделий из полимерных материалов | 1983 |
|
SU1165588A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОДДОНОВ И ПОДДОНЫ, ИЗГОТАВЛИВАЕМЫЕ ПОСРЕДСТВОМ ЛИТЬЕВОЙ ПРЕСС-ФОРМЫ | 2023 |
|
RU2810812C1 |
5-4:1
9ae.Z
