Обычно для вулканизации ремонтируемых покрышек применяются мульды, где покрышка ремонтируется участками. Прижим покрышки к обогреваемой внутренней поверхности мульд осуществляется воздушными камерами, изготовляемыми из теплостойкой резины и корда, весьма ценного шинного материала. Большая себестоимость как в силу значительной трудоёмкости изготовления варочных камер, так и стоимости материалов, заставляет ряд мастерских прибегать к суррогатным способам воспроизведения внутреннего давления в вулканизуемом участке покрышки.
Помимо вышеуказанного, жёсткость и неэластичность ныне применяемых варочных камер приводит к уменьшению прессующего давления в вулканизируемом участке.
Предлагаемый способ изготовления паро-воздушных камер свободен от вышеупомянутых недостатков, дёшев и лёгок в исполнении.
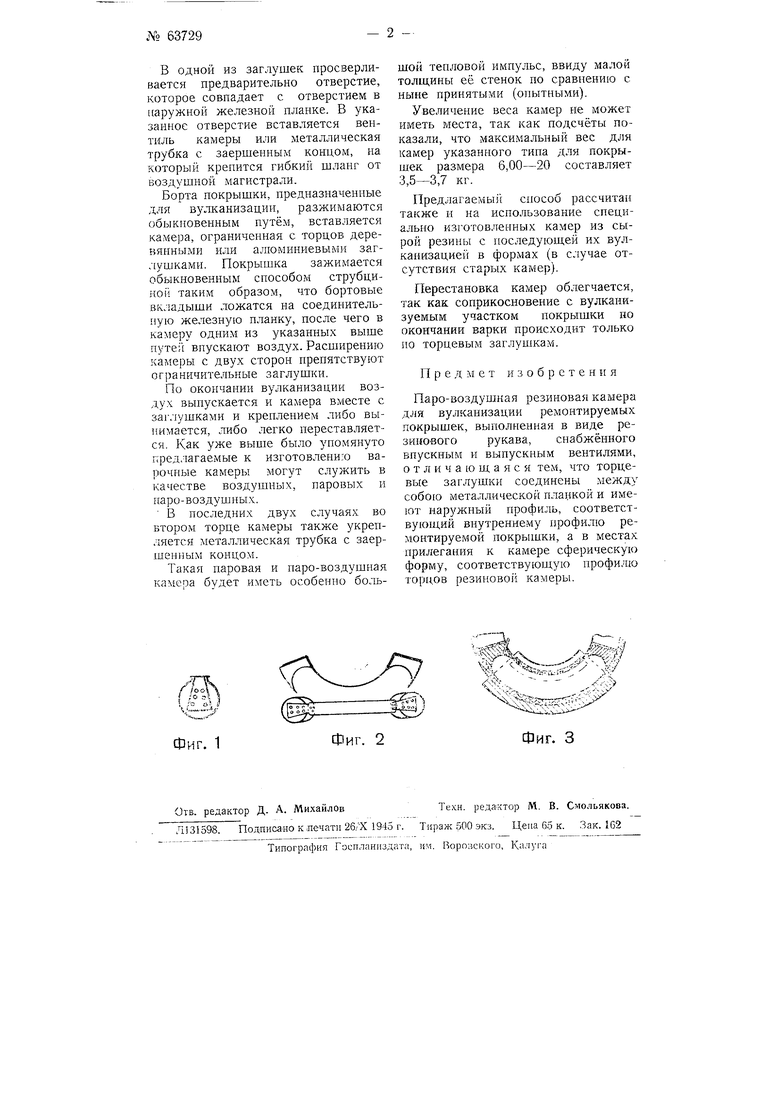
Изобретение иллюстрируется чертежом, на фиг. 1 и 2 которого изображена торцевая заглушка, а на фиг. 3 - камера и покрышка в рабочем положении.
Из изношенных камер размера, соответствующего размеру изготовляемой камеры, выбирается участок наиболее целый, затем он вырезается по длине, равной длине обыкновенной варочной камеры (без торцов). С обеих сторон полученный резиновый отрезок камеры - цилиндр шерохуется (весьма тщательно) со сведением на конус наружной стенки, затем промазывается самовзлканизующимся клеем, сушится, вновь промазывается и т. д., всего 2-3 раза.
Из вышеуказанной камеры вырезаются круги по диаметру несколько большему, чем наружный диаметр профиля камеры. Полученные круги приклеиваются к торцам вырезанного отрезка камеры в качестве донышек.
По внутреннему профилю покрышки из дерева или алюминия изготовляются две заглушки (см. чертёж). Заглушки скрепляются поверху железной планкой. Расстояние между заглушками равно расстоянию камеры в надутом виде. Поверхность заглушек, соприкасаюш,аяся с торцами камеры, имеет сферическую форму определённого радиуса
В одной из заглушек просверливается предварительно отверстие, которое совпадает с отверстием в наружной железной планке. Е указанное отверстие вставляется вентиль камеры или металлическая трубка с заершенным концом, на который крепится гибкий шланг от воздушной магистрали.
Борта покрышки, предназначенные для вулканизацин, разжимаются обыкновенным путём, вставляется камера, ограниченная с торцов деревянными или алюминиевыми заг. ушками. Покрышка зажимается обыкновенным способо.м струбциной таким образом, что бортовые вкладыши ложатся на соединительную железную планку, после чего в камеру одним из указанных выше путе; впускают воздух. Расширению камеры с двух сторон препятствуют ограничительные заглушки.
По окончании вулканизации воздух выпускается и камера вместе с заг.чушками и креплепием либо вынимается, либо легко переставляется. Как уже выше было упомянуто г;редлагаемые к изготовлепио варочные камеры могут служить в качестве воздушных, паровых и паро-воздушных.
В последних двух случаях во втором торце камеры также укрепляется металлическая трубка с заерняенным концом.
Такая паровая и паро-воздушная камера будет иметь особенно большой тепловой импульс, ввиду малой толщины её стенок по сравнению с ныне принятыми (опытными).
Увеличение веса камер не может иметь места, так как подсчёты показали, что максимальный вес для камер указанного типа для покрышек размера 6,00-20 составляет 3,,7 кг.
Предлагаемый способ рассчитан также и на использование специально изготовленных камер из сырой резины с последующей их вулканизацией в формах (в случае отсутствия старых камер).
Перестановка камер облегчается, так как соприкосновение с вулканизуемым участком покрышки ио окончании варки происходит только ио торцевым заглушкам.
Предмет изобретения
Паро-воздушная резиновая камера для вулканизации ремонтируемых покрышек, выполненная в виде резинового рукава, снабжённого впускным и выпускным вентилями, о т . и ч а ю щ а я с я тем, что торцевые заглушки соединены между собою металлической планкой и имеют наружный профиль, соответствующий внутреннему профилю ремонтируемой покрышки, а в местах прилегания к камере сферическую форму, соответствующую профилю торцов резиновой камеры.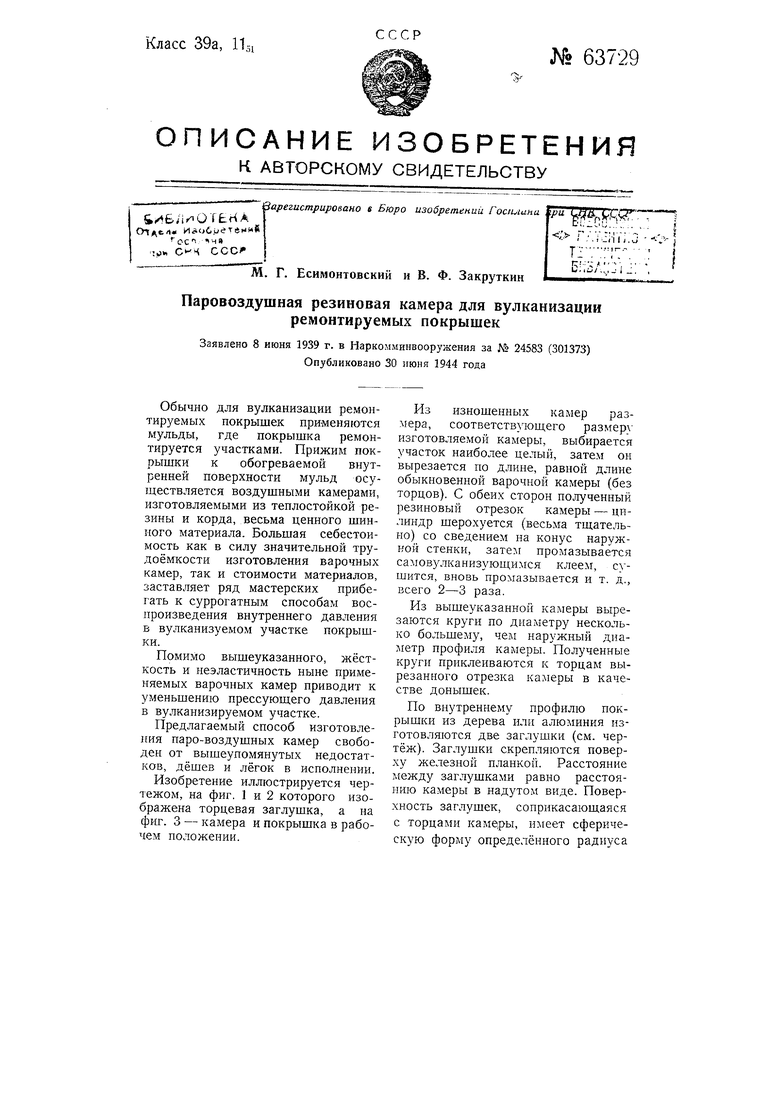
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАРОЧНЫЙ СЕКТОР ДЛЯ ПРЕССОВАНИЯ ВЫСОКИМ ДАВЛЕНИЕМ | 1965 |
|
SU175215A1 |
| ПЛАСТЫРЬ ДЛЯ РЕМОНТА СКВОЗНЫХ ПОВРЕЖДЕНИЙ | 1971 |
|
SU295692A1 |
| Способ ремонта местных повреждений шин | 1990 |
|
SU1708666A1 |
| Полевой вулканизационный аппарат | 1937 |
|
SU52924A1 |
| ВУЛКАНИЗАТОР ДЛЯ РЕМОНТА МЕСТНЫХ ПОВРЕЖДЕНИЙ ШИН | 1993 |
|
RU2047491C1 |
| Способ изготовления варочныхКАМЕР | 1979 |
|
SU835815A1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ВУЛКАНИЗОВАННЫХ ПОКРЫШЕК | 1996 |
|
RU2119870C1 |
| Способ вулканизации бескамерных покрышек и пресс-форма для выполнения способа | 1955 |
|
SU107641A1 |
| Пресс-форма для вулканизации резинокордных оболочек | 1980 |
|
SU889468A1 |
| Станок для горячей прокатки протектора и боковин к каркасу автопокрышки | 1938 |
|
SU53865A1 |
