1
Известны трехвалковые прокатные Клети для прокатки трехлучевого профиля, содержащие раму, валки с механизмом их р адиальной регулировки и привод.
Описываемая :клеть отличается тем, что она выполнена с двумя валками, бочки которых имеют цилиндрический и конический участок, а третий валок с биконической бочкой установлен ортогопально двум первым, выполнен холостым :И снабжен механизмом осевой регулировки.
При этом ,р.ама клети выполнена в виде трех параллельных однотипных станин, две из которых несут упомянутые параллельные консольные валки, а в третьей смонтирован в двойной кассете биконический валок.
Такая конструкция клети позволяет унифицировать ряд ее узлов и привод в сравнении с обычной клетью дуо и, следовательно, упростить ее изготовление и эксплуатацию. Кроме того, такая схема позволяет уменьшить диаметр валков.
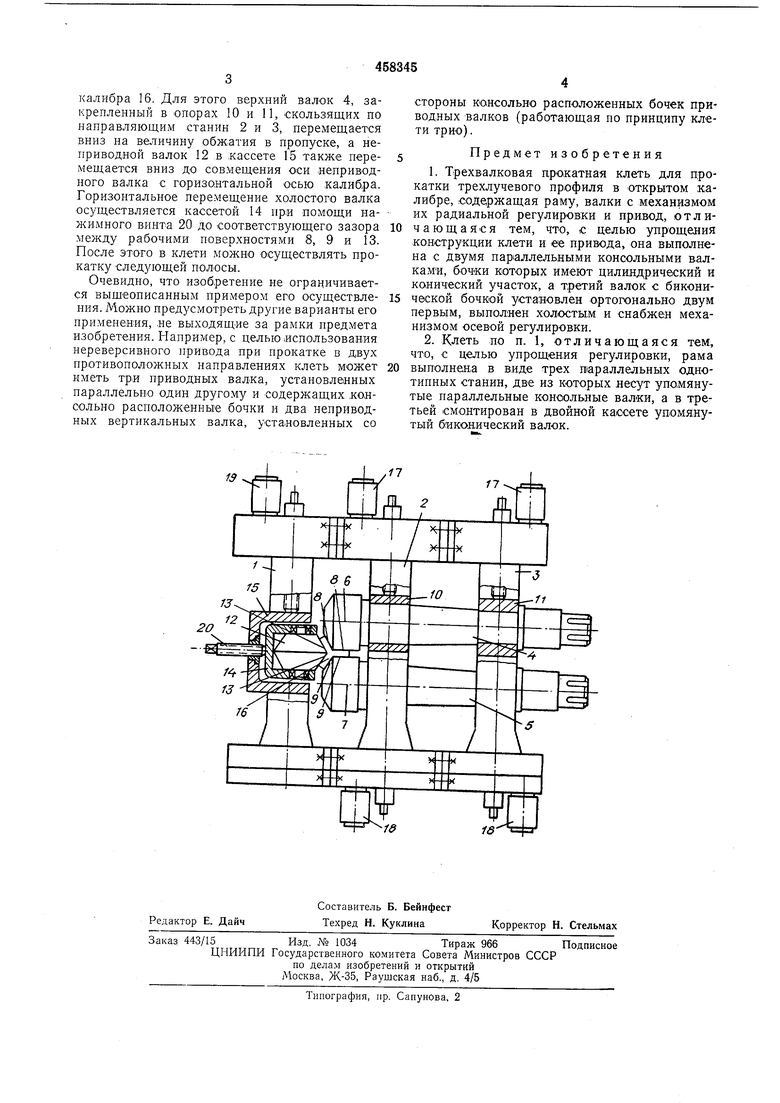
На чертеже показана предложенная рабочая клеть, общий вид.
Рабочая клеть прокатного стана состоит из станин 1-3, соединенных между собой, верхнего 4 и нижнего 5 валков ic «онсольно расположенными бочками 6 и 7, каждая из которых имеет рабочие поверхности 8 и 9. Валки 4, 5
установлены пар1аллельно один другому в опорах 10 и 11.
Третий валок 12, имеющий рабочие поверхности 13, установлен перпендикулярно параллельным валкам со стороны консольно расположенных бочек этих валков в кассетах 14 и 15. Рабочие поверхности всех трех валков образуют открытый калибр 16 для прокатки трехлучевого профиля. Регулировка приводных вал-ков, установленных параллельно один другому, производится нажимными устройствами 17 и 18. Для вертикального перемещения кассет с неприводным валком служит нажимное устройство 19, для горизонтального перемещения неприводного валка служит нажимной винт 20.
Устройство работает следующим образом.
Перед началом прокатки валики 4, 5 и 12 нажимными устройствами 17-20 устанавливаются в исходное положение с соответствующими зазор ами между рабочими поверхностями. Во время работы клети консольные валки 4 и 5 приводятся во вращение двигателем через редуктор и шестеренную «леть (на чертеже не показаны). Деформация производится в открытом калибре 16.
После окончания прокатки, если клеть работает как дуореверсивная, или при переходе на другой профиль производится настройка
калибра 16. Для этого верхний валок 4, закрепленный в опорах 10 и 11, скользящих по направляющим станин 2 и 3, перемещается вниз на величину обжатия в пропуске, а неприводаой валок 12 в кассете 15 также перемещается вниз до совмещения оси неприводного валка с горизонтальной осью калибра. Горизонтальное перемещение холостого валка осуществляется кассетой 14 при помощи нажимного винта 20 до соответствующего зазора между рабочими поверхностями 8, 9 и 13. После этого в клети можно осуществлять прокатку следующей полосы.
Очевидно, что изобретение не ограничивается выщеописанным примером его осуществления. Можно предусрлотреть другие варианты его применения, не выходящ-ие за рамки предмета изобретения. Например, с целью .использования нереверсивного привода при прокатке в двух противоположных направлениях клеть может иметь три приводных валка, установленных параллельно один другому и содержащих консольно расположенные бочки и два неприводных вертикальных валка, установленных со
стороны Консольно расположенных бочек приводных валков (работающая по принципу клети трио).
Предмет изобретения
1. Трехвалковая прокатная клеть для прокатки трехлучевого профиля в открытом калибре, 1соде,ржащая раму, валки с механизмом их радиальной регулировки и привод, отличающаяся тем, что, с целью упрощелия конструкции клети и ее привода, она выполнена с двумя параллельными консольными валками, бочки которых имеют цилиндрический и конический участок, а третий валок с биконической бочкой установлен ортогонально двум первым, выполнен холостым и снабжен механизмом осевой регулировки.
2. Клеть по п. 1, отличающаяся тем, что, с целью упрощения регулировки, рама
выполнена в виде трех параллельных однотипных станин, две из которых несут упомянутые параллельные консольные валки, а в третьей смонтирован в двойной кассете упомянутый биконический валок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть для прокатки тавровых профилей | 1978 |
|
SU778848A1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
fS
