Изобретение относится к оборудованию прокатных цехов и может бцть использовано в листопрокатных цехах. Известна многовалковая прокатная клеть, содержащая станину и размещен ные в ней опорные валки, по крайней мере две пары рабочих валков и устройство для изменения межвалковых зазоров l Так -Как на этом стане предполагается процесс непрерывной прокатки, то должен выполняться основной закон непрерывной прокатки - закон постоян ства секундных объемов. Однако в клет этого стана линейные скорости всех пар рабочих валков будут одинаковы независимо от их диаметра, что обусловлено фрикционной передачей момента от опорного валка к рабочему. Поэтому процесс непрерывной прокатки в такой клети может осуществляться со значительным проскальзыванием полосы в рабочих валках (проскальзывание во всех парах рабочих валков, кроме одной), или с накоплением петли между парами рабочих валков . В последнем случае петля быстро достигает таких размеров, что дгшьнейший ход прокатки станет невозможным. Прокатка же со значительным проскальзыванием полосы вызывает перегрев и большой износ валков/ а также резкое ухудшение качества поверхности прокатываемой, полосы. Целью изобретения является реализация Лроцесса непрерывной прокатки в этой клети путем одновременного обжатия прокатываемой полосы в последовательных парах рабочих валков в соответствии с законом равенства секундных объемов. Указанная цель достигается тем, что в прокатной клети, содержащей . приводные опорные валки, по крайней мере две пары рабочих валков и устройство для изменения межвалковых зазоров, опорные валки снабжены двумя кольцевыми выступами/ по краям бочки, при этом .рабочие валки второй пары выполнены с двумя кольцевыми проточками по краям бочки, взаимодействующими с кольцевыми выступами опорных валков, а рабочие валки первой пары оперты по всей длине своих бочек на среднюю часть опорных валков. Кроме тово, рабочие валки второй пары выполнены на среднем участке бочки между кольцевыми проточками профилированными, например, с симметричной выпуклостью, а устройство для
изменения межвалковых зазоров выполнено в виде опорных мостов с подшипниками, на которые оперты рабочиЪ валки обеих пар, причем опорные мосты выполнены с во зможностью перемещения в направляющих посредством :гидропривода.
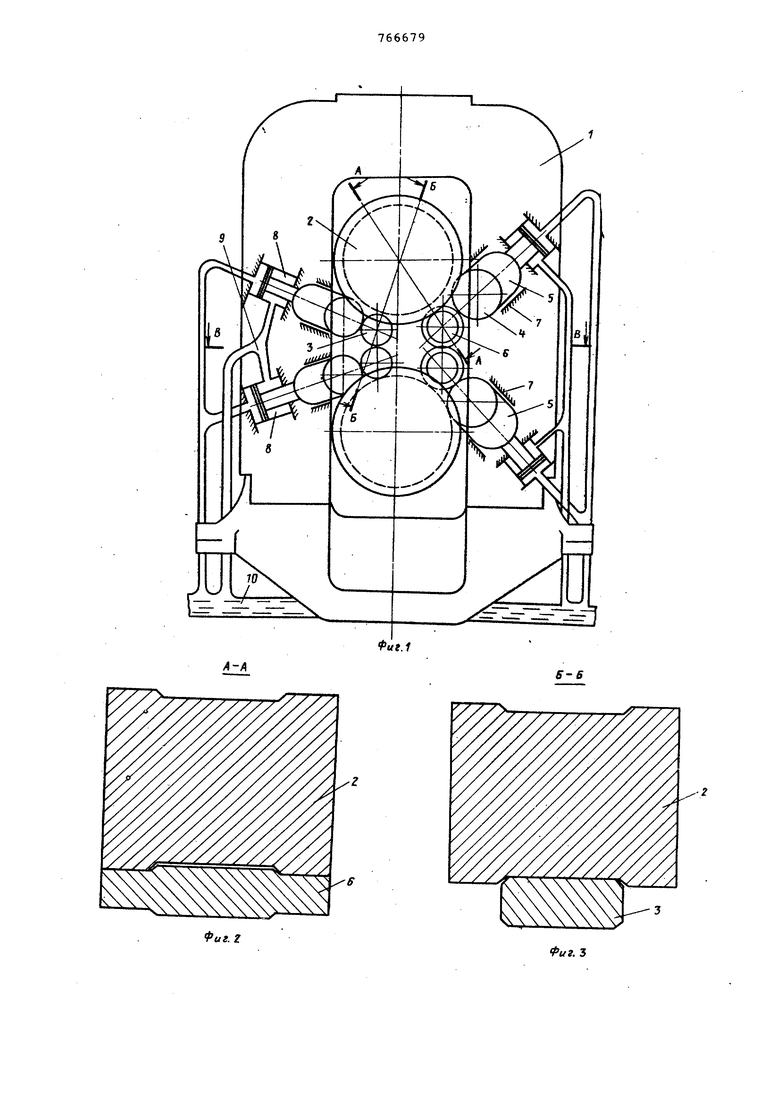
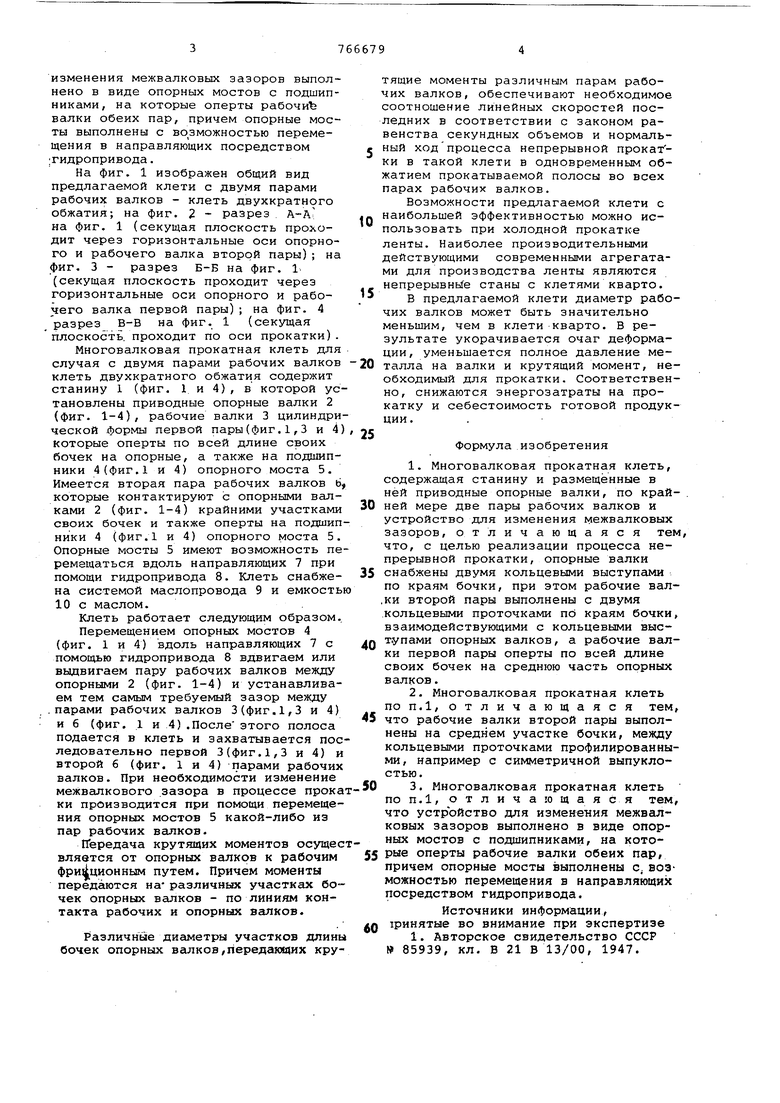
На фиг, 1 изображен общий вид предлагаемой клети с двумя парами рабочих валков - клеть двухкратного обжатия; на фиг. 2 - разрез А-л на фиг. 1 (секущая плоскость проходит через горизонтальные оси опорного и рабочего валка второй пары); на фиг. 3 - разрез Б-Б на фиг. 1 (секущая плоскость проходит через горизонтальные оси опорного и рабочего валка первой пары); на фиг. 4 разрез В-В на фиг. 1 (секущая плоскость, проходит по оси прокатки). Многовалковая прокатная клеть для случая с двумя парами рабочих валков клеть двухкратного обжатия содержит станину 1 (фиг. 1 и 4), в которой установлены приводные опорные валки 2 (фиг. 1-4), рабочие валки 3 цилиндрической формы первой пары(фиг.1,3 и 4) которые оперты по всей длине своих бочек на опорные, а также на подшипники 4(фиг.1 и 4) опорного моста 5. Имеется вторая пара рабочих валков ь которые контактируют с опорными валками 2 (фиг. 1-4) крайними участками своих бочек и также оперты на подшипники 4 (фиг.1 и 4) опорного моста 5. Опорные мосты 5 имеют возможность перемещаться вдоль направляющих 7 при помощи гидропривода 8. Клеть снабжена системой маслопровода 9 и емкость 10 с маслом.
Клеть работает следующим образом.. Перемещением опорных мостов 4 (фиг. 1 и 4) вдоль направляющих 7 с помощью гидропривода 8 вдвигаем или выдвигаем пару рабочих валков между опорными 2 (фиг. 1-4) и устанавливаем тем самым требуемый зазор между .парами рабочих валков 3(фиг.1,3 и 4) и 6 (фиг. 1 и 4).После этого полоса подается в клеть и захватывается последовательно первой 3(фиг.1,3 и 4) и второй 6 (фиг. 1 и 4) парами рабочих валков. При необходимости изменение межвалкового зазора в процессе прокаки производится при помощи перемещения опорных мостов 5 какой-либо из пар рабочих валков.
Передача крутящих моментов осущесвляется от опорных валков к рабочим фрикционным путем. Причем моменты передаются на различных участках бочек опорных валков - по линиям контакта рабочих и опорных валков.
Различные диаметры участков длины бочек опорных ве1лков,передающих крутящие моменты различным парам рабочих валков, обеспечивают необходимое соотношение линейных скоростей последних в соответствии с законом равенства секундных объемов и нормальf ный ход процесса непрерывной прокат ки в такой клети в одновременным обжатием прокатываемой полосы во всех парах рабочих валков.
Возможности предлагаемой клети с
- наибольшей эффективностью можно использовать при холодной прокатке ленты. Наиболее производительными действующими современными агрегатами для производства ленты являются непрерывньГе станы с клетями кварто.
В предлагаемой клети диаметр рабочих валков может быть значительно меньшим, чем в клети кварто. В результате укорачивается очаг деформации, уменьшается полное давление металла на валки и крутящий момент, необходимый для прокатки. Соответственно, снижаются энергозатраты на прокатку и себестоимость готовой продукции.
Формула изобретения
1.Многовалковая прокатная клеть, содержащая станину и размещённые в ней приводные опорные валки, по крайней мере две пары рабочих валков и устройство для изменения межвалковых зазоров, отличающаяся тем, что, с целью реализации процесса непрерывной прокатки, опорные валки
снабжены двумя кольцевыми выступами по краям бочки, при этом рабочие валки второй пары выполнены с двумя кольцевыми проточками псэ краям бочки, взаимодействующими с кольцевыми выступами опорных валков, а рабочие валки первой пары оперты по всей длине своих бочек на среднюю часть опорных валков.
2.Многовалковая прокатная клеть по П.1, отличающаяся тем,
что рабочие валки второй пары выполнены на среднем участке бочки, между кольцевыми проточками профилированными, например с симметричной выпуклостью.
3. Многовалковая прокатная клеть по П.1, отличающаяся тем, что устройство для изменения межвешковых зазоров выполнено в виде опорных мостов с подшипниками, на которые оперты рабочие валки обеих пар, причем опорные мосты выполнены с возможностью перемещения в направляющих посредством гидропривода.
Источники информации, тринятые во внимание при экспертизе
1. Авторское свидетельство СССР 85939, КЛ. В 21 В 13/00, 1947.
А-А
Б6
Фиг. г
Фиг.З
повернуто 8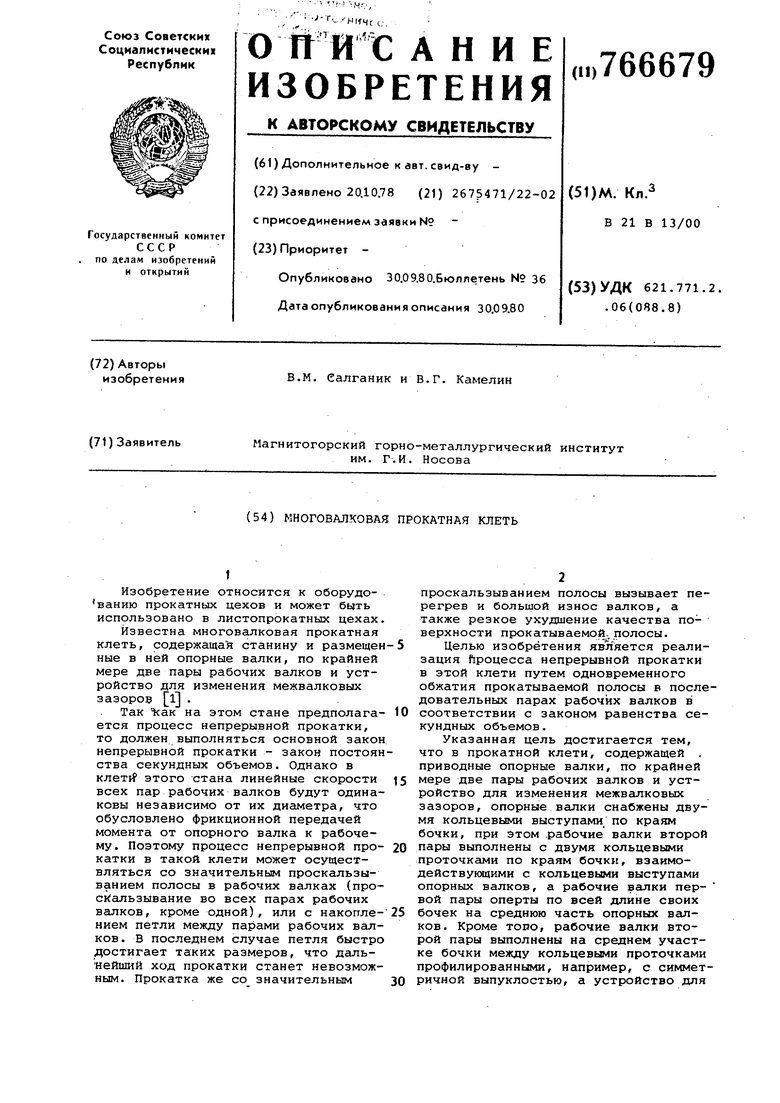
| название | год | авторы | номер документа |
|---|---|---|---|
| Многовалковая прокатная клеть | 1979 |
|
SU869874A2 |
| Устройство для регулирования прогиба прокатного валка многовалкового стана | 1987 |
|
SU1447447A1 |
| Прокатная клеть | 1987 |
|
SU1816235A3 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1987 |
|
RU2011448C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Прокатная клеть | 1974 |
|
SU638001A1 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| Рабочий валок черновой листопрокатной клети | 1986 |
|
SU1328016A1 |
| Комплект рабочих валков чистовой клети полосового стана и способ прокатки полос в рабочих валках чистовой клети полосового стана | 1988 |
|
SU1597242A1 |
| Валковый узел многовалковой прокатной клети | 1989 |
|
SU1773515A1 |