зад прокладочных пластинах); на фпг. 11- сечеипе Я-Я фиг. 2, показывающее крючки, частично отсоединенные от полостей прессующих пластин; на фиг. 12 - перспективное изображение изделия; на фиг. 13-перспективное изображение модификации формы крЕочкообразного элемента и примыкающей части основания, на котором укреплен этот элемент; на фиг. 14 и 15- два вида модифицированного крючкообразного элемента.
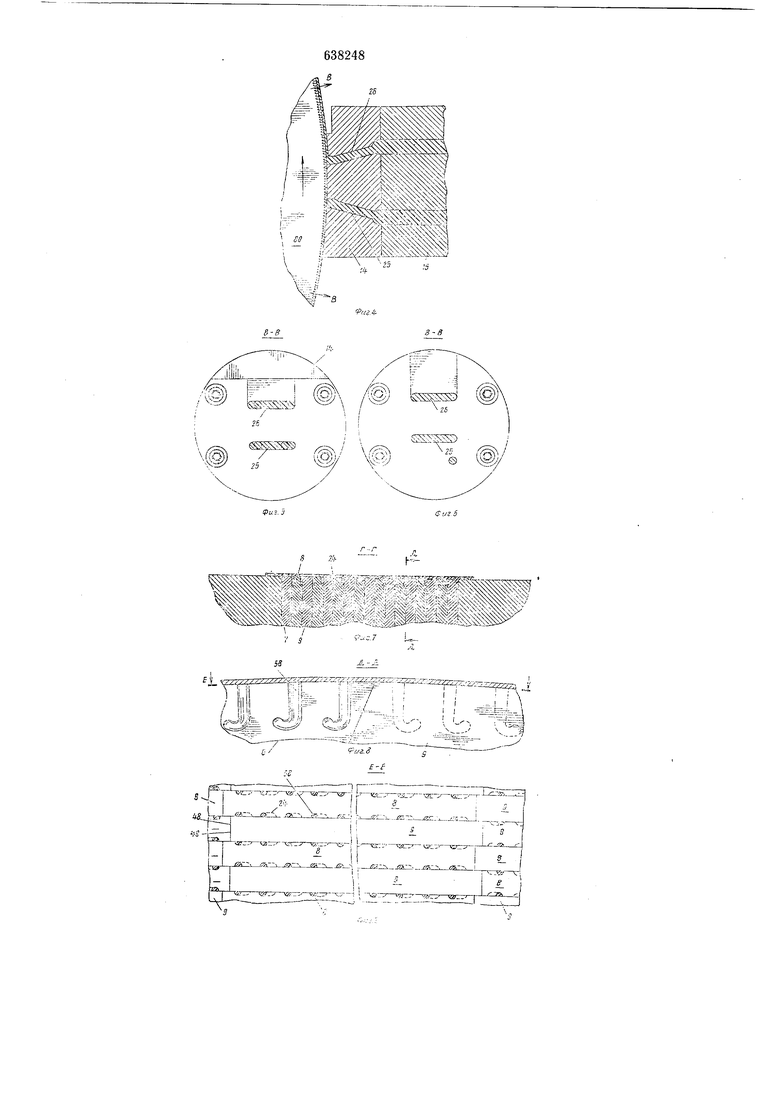
Устройство для изготовления прессованного пластического изделия содержит вал / (фиг. 3), размещенный в опорном подщипнике 2, внешняя обойма которого укреплепа в пластине 3, выступающей из корпуса 4. Устройство содерл ит также приводной rviexanM3M (на чертеже не показан) для вращения вала 1.
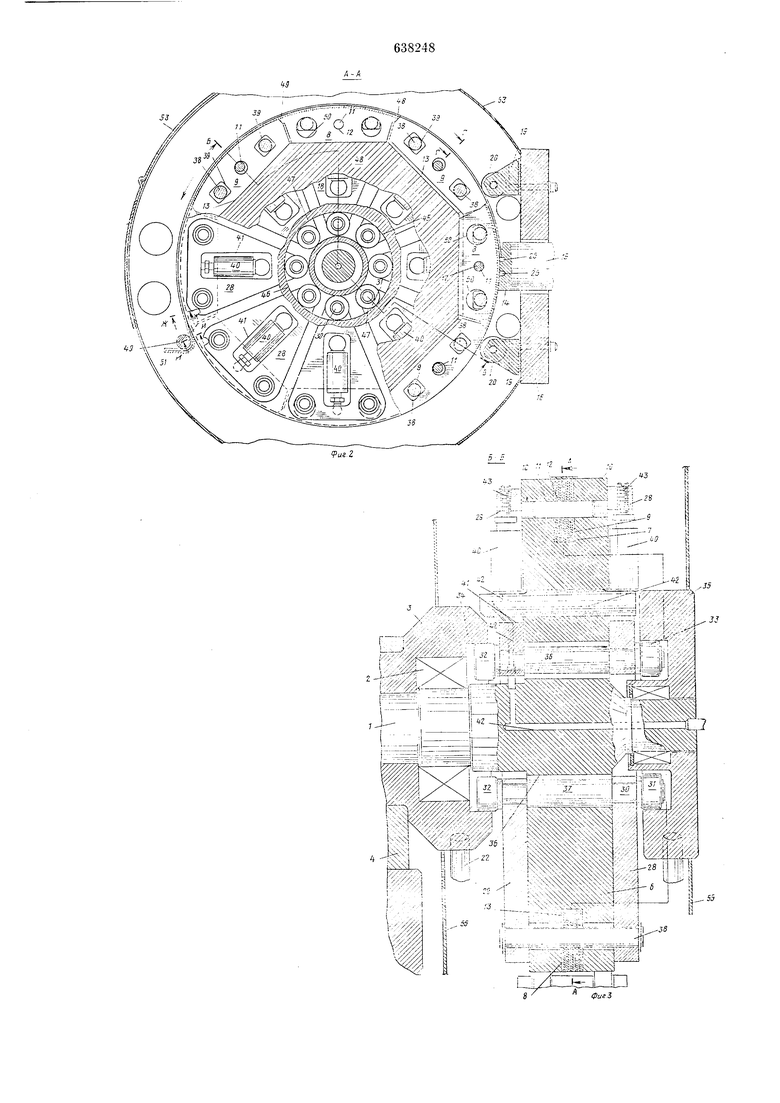
Форма 5 барабанного типа укреплена на выступающей части вала 1 справа от подщипника 2. Опорным элементом для различных узлов формы 5 служит диск 6 (фиг. 2 и 3), выполненный как единое целое с валом / с помощью сварки. В центре периферийной части диска 5 имеется непрерывный паз 7, в котором размещено несколько (в данном случае восемь) групп и; собранных прессующих 8 и прокладочных 9 пластип. В верхней части фиг. 3 показана группа из прессующих пластин 8 с прокладочными пластинами 9, чередующимися с прессующими пластинами, другая анало гичная группа показана в нижней части чертежа. Всего имеется восемь таких групп из соединенных прессующих и прокладочных пластин. Они укреплены по окружности формы 5 и диска 6. Группы пластип примыкают друг к другу плотно в пазу 7, причем дуговидные поверхности прессующих и прокладочных пластин образуют цилиндрическую поверхность, совпадающую с цплпидрпческимп поверхностями 10 диска 6 с каждой стороны паза.
Боковые стенки паза 7 служат для бокового размещения всех групп прессующих и прокладочных пластин. Глубина паза 7 такова, что прокладочные пластины каждой группы могут сдвигаться в радиальном панравлепии по отнощепиЕО к своим соседним прессующим пластинам. Прессующие пластины 8 в каждой из этих групп расположены в круговом направлении, что достигается с помощью щтифта 11, плотно входящего в соответствующие отверстия 12 в прессующих пластинах (фиг. 2 и 3). Как показано На фиг. 2, -поверхкость Дна паза 7 форму восьмиугольника, а группы всех прессующих пластин 8 размещаются в радиальном ;нан.равлэн,И:И .пр.и помощл соотвстствующих поверхностей 13 этого восьмиугольного дна.
К форме 5 примыкает головка М экст Пдера 15 (см. фпг. 1). Головка 14 смонтировапа на брусе 16, который регулируется
посредством винтов 17 и элемента 18. На брусе -16 с помощью кронштейнов 19 укреплены ролики 20, контактирующие с поверхностью 10 диска 6.
Для перемещения головки 14 имеются стержни 21. Один конец каждого стержня 21 закреплен в пластине 3, а другой свободно пропущен через брус М и снабжен иружиной 22 и регулировочными гайками 23. Пружины 22 поддерживают ролики 20 в постоянном зацеплении с цилиндрическими поверхностями 19 диска 6 при вращении формы 5. При таком зацеплении головка 14 находится на нужном расстоянии по отнощению к форме 5.
Прессующие пластины 8 каждой из групп, состоящей из ирессующих и прокладочных пластип, имеют с противоположных CTOipoH оформляющие гнезда 24 (фиг. 7), этп гнезда показаны также на фиг. 8 и имеют форму крючков - чтобы можно было прессовать крючкообразные выступы или наросты, показанные на фиг. 12. Прокладочные пластины 9 (фиг. 7) занимают внешнее положение, так чтобы их дуговидные поверхности совпадали при переходе от одной группы к другой - вокруг всего диска 6, а также совпадали с дуговидными поверхностями прессующих иластин 5 и с крайними цилиндрическими частями 10 диска 6 на противоположных сторонах паза 7 (фиг. 3).
В головке 14 выполнены два прохода 25 и 26, причем проход 25 предназначен для подачи материала под высоким давлением пз насоса 27, в то время как проход 26 - для подачи материала под более низким давлением для образования основания полотна.
Для перемещения пластин 9 служат ведомые стержни 28 и 29 (фиг. 2 и 3). Эти стержни представляют собой плоские элементы прямоугольной формы с закругленными углами. Они соединены зубчатым (безударным) сцеплением с противополо:- :ными поверхностями диска 6. На внутрен)п-1х узких концах каждой пары стержней 28 к 29 укреплен вал 30 (фиг. 3), на внешних концах которого имеются ролики 31 и 32, сцепленные с внутренними кулачковыiMK повер.хностя ми 33 « 34 соответственно (фиг. 3). Кулачковая поверхность 33 представляет собой внутренний кулачок, образованный в неподвижной пластине 35, в то время как кулачковая поверхность 34 предусмотрена в пластине 3. Вал 30 проходит через отверстие 36 в диске 6, причем упомянутое отверстие достаточно велико, чтобы вал 30 мог совершать необходимые рад;;альные перемещения с целью смещения прокладочных пластин 9. На валу 30 имеется втулка 37, концы которой поддержнвают внутренние части ведомых стержней 28 и 29 па определенном расстоянпи друг от друга и создают возмол ность для
скользящего движения по о:)КхТвым пэпсрхностям диска 6.
Ведомые стержни 28 и 29 на своих внешних концах взаимосвязаны при помош;и двух валов 58 (фиг. 2), расположенных на расстоянии, соответствующем длинэ дуги прессующих 5 и прокладочных 9 пластин каждой из групп. Валы 58 плотно сцеплены с иротивоположными краями прямоугольных отверстий 39 в каледой прокладочной пластине 9. Таким образом, прокладочные пластины 9 удерживаются в фиксированном положении относительно ведомых стержней 28 и 29.
Ведомые стержни 28 и 29 каладой пары имеют гидравлический цилиндр 40, укрепленный в прямоугольном отверстии 41. Внутренний конец каждого цилиндра 40 открыт для приема гидравлической жидкости и герметически соединен с подающим каналом 42 при помощи винта 43 на внещнем конце цилиндра, винт 43 имеет нарезку и ввинчивается в отверстие во внешней масти переключаюш,его элемента.
Восемь пар переключающих элементов прокладочных пластин удерживаются во внешнем радиальном положении любым пригодным способом. Как показано на фиг. 1, для работы гидроиилиндров 40 в устройстве предусмотрен аккумулятор 44.
Форма или контур, двух внутренних кулачков 33 и 34 одинакова, и один из них показан на фиг. 2. Назначение гидравлических цилиндров 40 состоит в том, чтобы перемещать пару ведомых стержней 28 и 29 для каждой группы во внешнюю сторону- пепед тем и во время того как группы прессующих и прокладочных пластин проходят мимо головки 14 экструдера 15. Прокладочные 8 пластины поддерживаются во внешнем положении при помощи гидравлического давления, действующего в цилиндрах 40 в течение достаточно длительного времени после завершения операции выдавливания материала и прессования, с тем, чтобы пластический материал подложки пли лепты и шишкообразные наросты или ключки затвердели. В соответствии с этим, внутренние поверхности кулачков 33 и 34 имеют два полукруглых участка 45 и 46, соединенных двумя смещающими поверхностями 47 меньшего радиуса, расположенными диаметрально противоположно по отношенпю друг к другу (фиг. 2).
Сдвигающие стержни 28 и 29 прокладочной пластины направляются концами прокладочных пластин во время сдвигающего движения пластин во внутреннем и внешнем радиальном направлении. Для того, чтобы имелась возможность радиального движения вало.в 38 за прокладочными 9 пластинами каждой группы, в прессующих 5 пластинах предусмотрены большие круглые отверстия 48.
В месте съема изготовленного полотна установлен ролик 49 (фиг. 1 и 2).
Для отвода головки 14 от формы 5 1мсется каретка 50. перемещаемая по рельсу 51 от привода 52 и соединенная с брусом /5.
Для поддержания постоянной температуры узлов усТ|ройство снабже но охватывающ.и-м форму 5 чехлом 55 с дверцей.
На фиг. 12 цифровой 54 обозначен короткий кусок подложки в виде непрерывной ленты из прессованного материала, полученной с помощью предложенного устройства. На одной поверхности этой ленты иыступают многочисленные ворсообразные выстуны нли выпуклости в виде крючков 55. Эти крючки составляют одно целое с основанием, выступают от поверхности 54 пpн.;epнo на 1.56 лг.и и имеют закругленные поверхности.
На фиг. 13-15 показаны модифицированные формы, прн которых «петельки крюч.-ка имеют наклонную повгпх..ость 56 и его конец действует при вытягивании крючков из оформляющих гнезд как кулачковые поверхности.
Ствол 57 крючка имеет две плоскио, одиначотэые стороны 55 и несколько боль т.ую третью сторону 59. Ноперечное сечение СТ-ОЛ1..ПОЙ части имеет большие размеры у нолл..::к1, чем у вершины крючка, чтобы облегчить заполнение формы. Три плоские боковые части ствола образуют непрерывные гладкие кривые на рселт крючке Ствольная часть третьей стороны лежит в той же проекции, что л соответст-Лющуя лицевая часть к;1ючка, что впдго из фиг. 15. Кроме того, чаети коючкпв рас11ОЛч;;: С;Пз под меньшим углом по отношешио к- ое;; ствольной части, чем в случае, когда кр очковые элементы формнровалпсь в оформляЮЦнх гнездах, как показано па фнг. S.
Очевидно, что изобретение пригодно для изготовления различных форм преееспанных выступов, образованных в виде BOv са и целиком прикрепленных к ленте, служащей основанием. Такпе выступы могут, к примеру, включать в себя множество петель, образуюпнх зажпмы типа петли с крючком. Этн выступы также М()гут включат1, в себя крючкообразные элементы, о т л и ч а ю щ е е с я но форме от указанных в оппсанни.
Устройство работает следующим образолг.
Расплав полимера из головки 14 эструдера /5 по проходл- 25 поступает в формирующие гнезда 24 формы 5, церемсщаемой относительно головки 14, образуя выступы крючкообразной формы. Расплав из головки 14, поступаюнлий но проходу 26, занолняет зазор между головкой 14 и формой 5 и образует, соединяясь с основанием выступов крючкообразной формы, основу поло на. При дальнейшем вращении формы с помощью гидроцилиндров 40 группа прокладочных 9 пластин перемещает к центру формы, образуя зазор между прессующими 8 пластинами. Вследствие этого выступы легко извлекаются из офо1рмляющих лнезд и полученное полотно через ролик 49 направляется на закатку в рулон. Далее цикл повторяется.
Формула изобретения
1. Устройство для -изготовления методом литья под давлением из полимерных материалов полотен с иглообразными выступами, содержащее экструдер с двухканальной головкой и перемещаемую относительно головки форму барабанного типа, по образующей которой с наружной стороны расположены формующие полости для выступов, отличающееся тем, что, с целью обеспечения изготовления полотен с выступами
: -- /
, ™ -ТП/
дум . fop;lifisi|| j№f
. ffc
крючкообразной формы, формующая полость формы образована набором пластин с оформляющими гнездами, размещенных в плоскости вращения формы и кинематически связанных с механизмом их радиального перемещения относительно друг друга. 2. Устройство по п. 1, о т л и ч а ю щ е ес я тем, что механизм радиального перемещения пластин относительно друг друга выполнен в виде установленных по оси формы неподвижных пластин с копирными пазами, взаимодействующими с роликами, на осн которых установлены тяги, соединенные между собой стержнями, проходящими через отверстия пластин, связанных между собой щтифтами.
Источник информации, принятый во внимание при экспертизе:
1. Патент СССР Х 372786, кл. В 29 F 1/00, опублик. 1968.
SS
-гЗ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления работой табуляторных, счетных и т.п. машин | 1927 |
|
SU12239A1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ НА БОКОВЫХ И ТОРЦЕВЫХ ЧАСТЯХ ЗАГОТОВОК ДЛЯ ТКАЦКИХ ЧЕЛНОКОВ | 1929 |
|
SU20315A1 |
| ПЛАНЕТАРНЫЙ МОТОР-КОМПРЕССОР | 1993 |
|
RU2095578C1 |
| Устройство для изготовления изпРОВОлОКи издЕлий ТипА булАВОК | 1979 |
|
SU797831A1 |
| УСТРОЙСТВО ДЛЯ ВЫКОПКИ ЛАКРИЧНОГО КОРНЯ | 1998 |
|
RU2129356C1 |
| Настольно-настенные часы | 1991 |
|
SU1835084A3 |
| Приспособление для подведения уточной нити к зацепкам вводящих стержней ткацких станков | 1929 |
|
SU36293A1 |
| Устройство для упаковки изделий в пленку | 1976 |
|
SU649615A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| МЕХАНИЗМ ПЕРЕЗАРЯЖАНИЯ НЕСАМОЗАРЯДНОГО ПИСТОЛЕТА | 2010 |
|
RU2447387C1 |

:
, / , V ,- I
й) / % e ® @/
il
