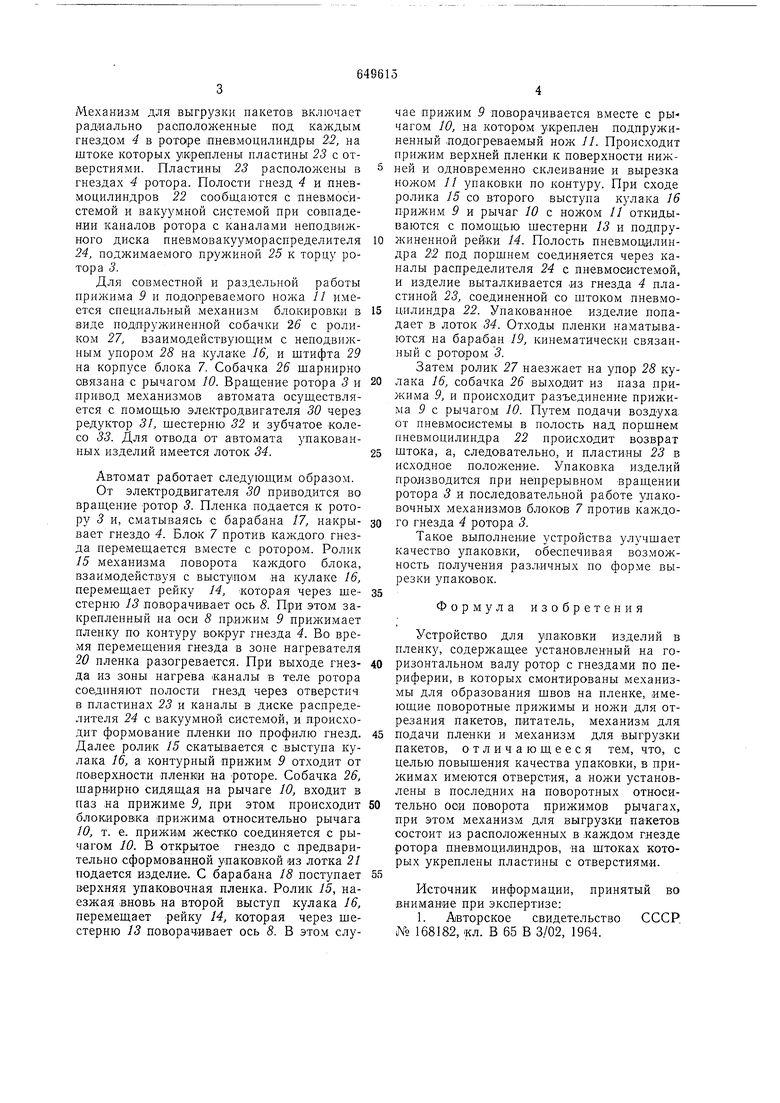
Механизм для выгрузки пакетов включает радиально расположенные под каждым гнездом 4 в роторе пневмоцилиндры 22, на штоке которых укреплены плаетины 23 с отверстиями. Пластины 23 расположены в гнездах 4 ротора. Полости гнезд 4 и пневмоцилиндров 22 сообщаются с пневмосистемой и вакуумной системой при совпадении каналов ротора с каналами неподвижного диска пневмовакуумораспределителя 24, поджимаемого пружиной 25 к торцу ротора 3.
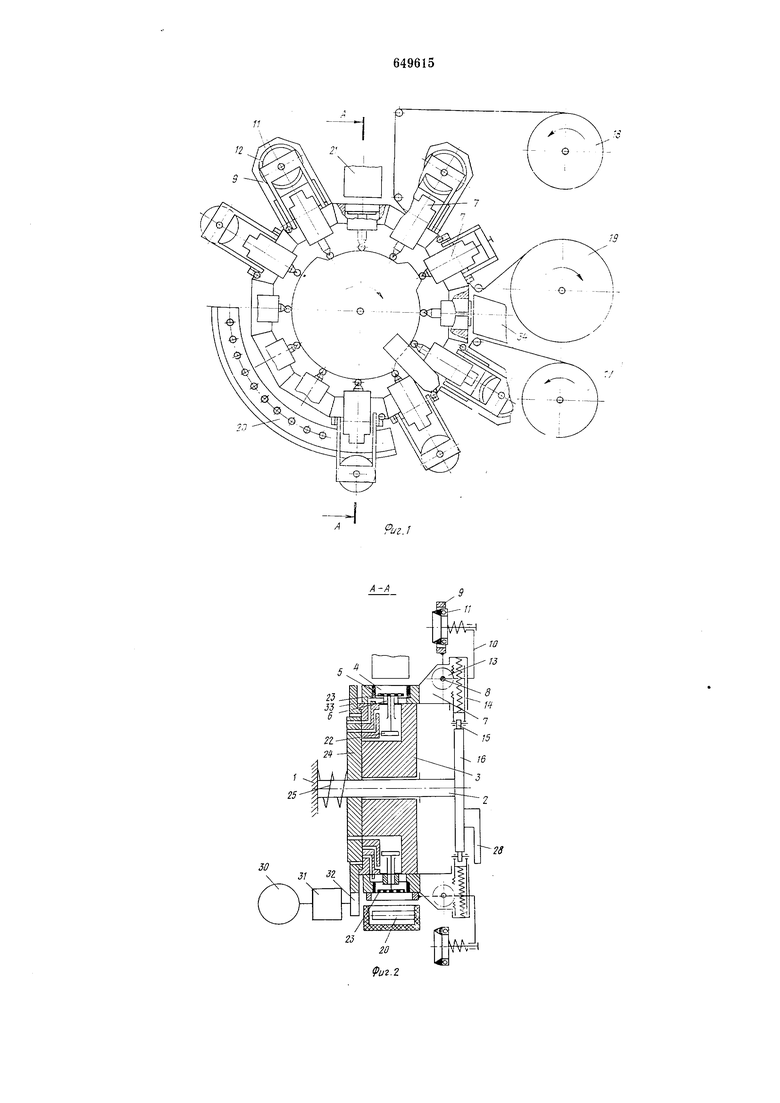
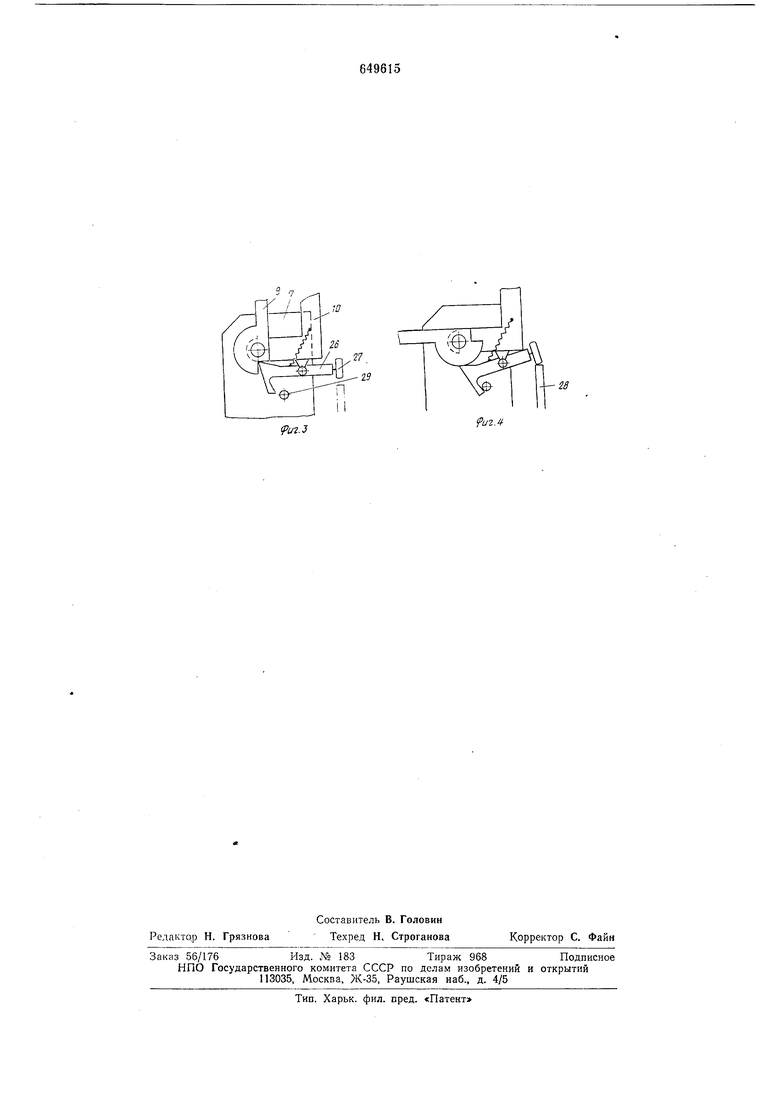
Для совместной и раздельной работы прижима 9 и подолреваемого ножа // имеется специальный механизм блокировки в виде подпружиненной собачки 26 с роликом 27, взаимодействующим с неподвижным унором 28 на кулаке 16, и щтифта 29 на корпусе блока 7. Собачка 26 щарнирно связана с рычагом 10. Вращение ротора 3 и привод механизмов автомата осуществляется с помощью электродвигателя 30 через редуктор 31, щестерпю 32 и зубчатое колесо 33. Для отвода от автомата упакованных изделий имеется лоток 34.
Автомат работает следующим образом.
От электродвигателя 30 приводится во вращение ротор 3. Пленка подается к ротору 3 и, сматываясь с барабана 17, накрыв а ет гнездо 4. Блок 7 против каждого гнезда перемещается вместе с ротором. Ролик 15 механизма поворота каждого блока, взаимодействуя с выступом на кулаке 16, перемещает рейку 14, которая через шестерню 13 поворачивает ось 5. При этом закрепленный на оси 8 прижим 9 прижимает пленку по контуру вокруг гнезда 4. Во время перемещения гнезда в зоне нагревателя 20 пленка разогревавтся. При выходе гнезда из зоны нагрева каналы в теле ротора соединяют полости гнезд через отверстия в пластинах 23 и капалы в диске распределителя 24 с вакуумной системой, и происходит формование пленки по профилю гнезд. Далее ролик 15 скатывается с выступа кулака 16, а контурный прижим 9 отходит от поверхности пленкой на роторе. Собачка 26, шарн.ирно сидящая на рычаге 10, входит в паз на прижиме 9, при этом происходит блокировка прижима относительно рычага W, т. е. прижим жестко соединяется с рычагом JO. В открытое гнездо с предварительно сформованной упаковкой из логка 21 подается изделие. С барабана 18 поступает верхняя упаковочная пленка. Ролик 15, наезжая вновь на второй выступ кулака 16, перемещает рейку 14, которая через щестерню 13 поворачивает ось 8. В этом случае прижим 9 поворачивается вместе с рычагом 10, на котором укреплен подпружиненный подогреваемый нож //. Происходит прижим верхней пленки к поверхности нижней и одновременно склеивание и вырезка ножом // упаковки по контуру. При сходе ролика 15 со второго выступа кулака 16 прижим 9 и рычаг 10 с ножом 11 откидываются с помощью щестерни 13 и подпружиненной рейки 14. Полость пневмоцилиндра 22 под порщнем соединяется через каналы распределителя 24 с пн-евмосистемой, и изделие выталкивается из гнезда 4 пластиной 23, соединенной со штоком пневмоцилиндра 22. Упакованное изделие попадает в лоток 34. Отходы пленки наматываются на барабан 19, кинематически связанный с ротором 3.
Затем ролик 27 наезжает на унор 28 кулака 16, собачка 26 выходит из паза прижима 9, и происходит разъединение прижима 9 с рычагом 10. Путем подачи воздуха, от пневмосистемы в полость над поршнем пневмоцилиндра 22 происходит возврат штока, а, следовательно, и пластины 23 в исходное положение. Упаковка изделий производится при непрерывном вращении ротора 3 и последовательной работе упаковочных механизмов блоков 7 против каждого гнезда 4 ротора 3.
Такое выполнение устройства улучшает качество упаковки, обеспечивая возможность получения различных по форме вырезки упаковок.
Формула изобретения
Устройство для упаковки изделий в пленку, содержащее установленный на горизонтальном валу ротор с гнездами по периферии, в которых смонтированы механизмы для образования швов на пленке, имеющие поворотные прижимы и ножи для отрезания пакетов, питатель, механизм для подачи пленки и механизм для выгрузки пакетов, отличающееся тем, что, с целью повышения качества упаковки, в прижимах имеются отверстия, а ножи установлены в последних на поворотных относительно оси поворота прижимов рычагах, при этом механизм для выгрузки пакетов состоит из расположенных в каждом гнезде ротора пневмоцилиндров, на штоках которых укреплены пластипы с отверстиями.
Источник информации, принятый во внимание при экспертизе:
1. Авторское свидетельство СССР. № 168182, кл. В 65 В 3/02, 1964.
Я/г. /
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ УПАКОВКИ ПОЛУПРОВОДНИКОВЫХ ДИОДОВ | 1970 |
|
SU264557A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ СВАРКИ ПАКЕТОВ ИЗ ТЕРМОПЛАСТОВ | 1969 |
|
SU247497A1 |
| Устройство для укладки ампул в кассету | 1988 |
|
SU1622224A1 |
| Устройство для упаковывания штучных изделий в полимерную пленку | 1986 |
|
SU1430310A1 |
| Устройство для упаковки изделий в термопластичный материал | 1981 |
|
SU958233A1 |
| Устройство для образования поперечных швов на пакетах | 1979 |
|
SU781115A1 |
| Устройство для упаковки в пленку штучных изделий | 1981 |
|
SU952677A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
Фиг.г
риг.З
fu2.4
