ные отклонения от прямолинейного перемещения транспортерных лент (например, змеевидное перемещение) могут быть устранены путем регулирования угла между осями вращения шкивов 3 и 4, 5 и 6, а также путем изменения расположения групп направляющих роликов 12 и 13, контактирующих с обратной поверхностью лент 1 и 2. Расстояние между соседними панравляющими роликами должно составлять 20-100 см.
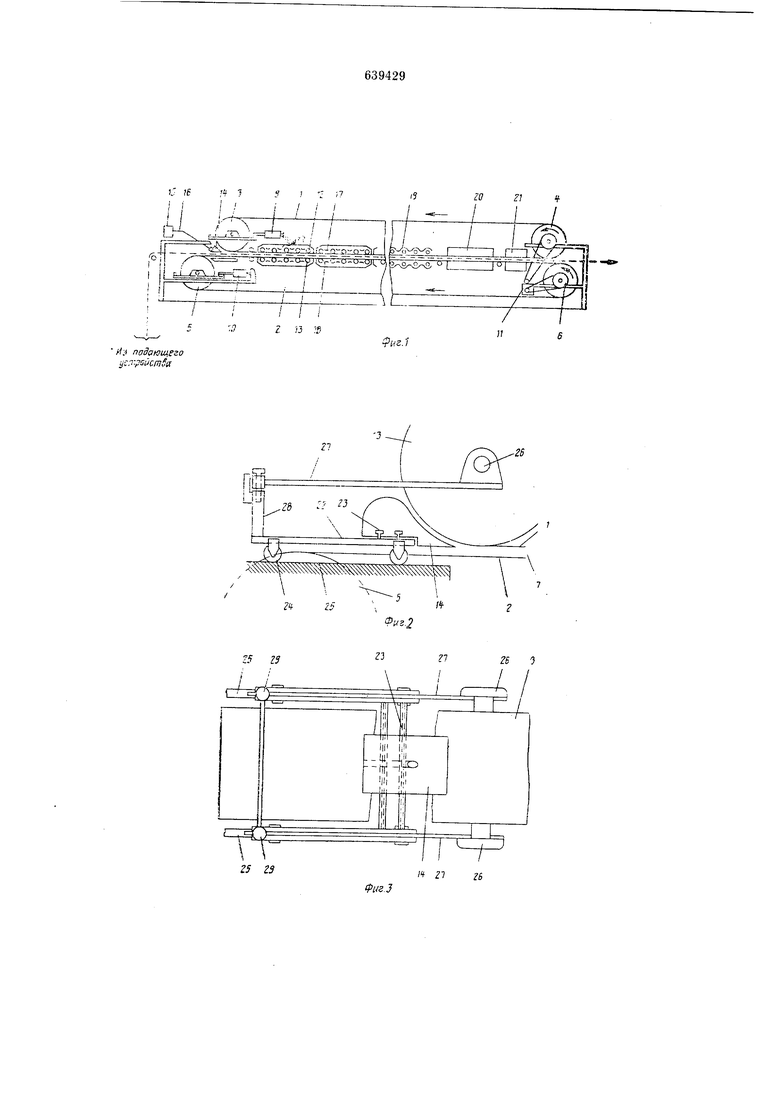
Для подачи исходного материала в полость 7 служит питатель 14, в который жидкий исходный материал поступает и:ч сборника J5 по трубопроводу 16.
В зоне полимеризации установлены системы 17 п 18 разбрызгивания горячей воды, служащие для нагрева транспортерных лент. Температура воды 70-95° С.
Во второй зоне полимеризации установлены инфракрасные нагреватели 19, служащие для нагрева листа до температуры свыше 100° С для удаления оставшегося мономера из полимеризованного листа. Вместо инфракрасных нагревателей может быть установлена шахтная печь. Кроме того, имеются зоны 20 и 21 регулирования температуры, которые служат для соответствующего охлаладенпя листового изделия.
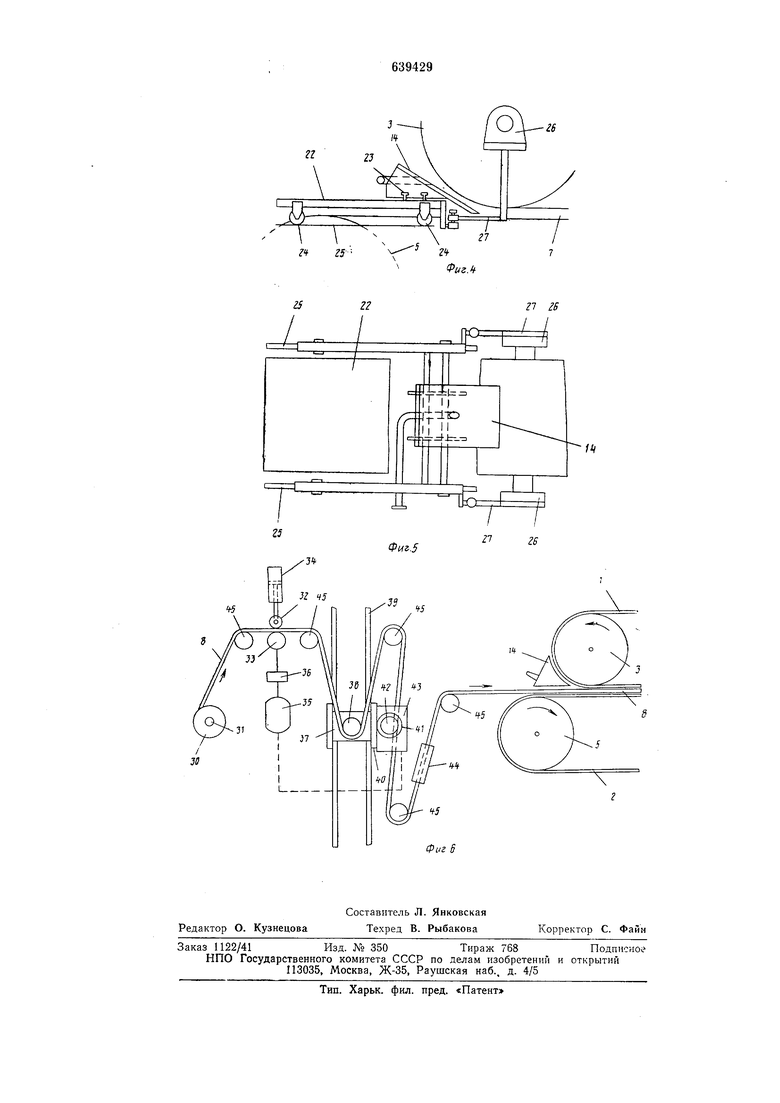
В месте расположения питателя 14 верхний шкив 3 смещен относительно нижнего шкива 5. Питатель 14 имеет форму клина и съемно установлен на опорном приспособлении, выполненном в виде подвижно установленной рамы 22 с поперечными направляющими 23. В питателе выполнены соответствующие им пазы Т-образной формы. Монтаж и демонтаж питателя 14 осуществляется простым вводом направляющих 23 в пазы питателя. Рама 22 установлена на колесиках 24, движущихся по направляющим рейкам 25, что обеспечивает продольное перемещение питателя 14.
На валу главного шкива 3 закреплены две опоры 26. К каждой из опор 26 прикреплен рычаг 27, служащий для соединения рамы 22 с главным щкивом 3. На конце рамы 22 закреплен трубчатый элемент 28, соединяющийся с рычагом 27 посредством фиксатора 29.
В устройстве для подачи уплотнений 8 уплотнение хранится намотанным на катушку 30 (см. фиг. 6). Для осуществления подачи уплотнения 8 катушка устанавливается на стационарный вращающийся вал 31.
Устройство для подачи уплотнений включает также прижимной ролик 32 и ведущий ролик 33. Ролик 32 соединен с цилиндром 34 (гидравлическим или пневматическим) , регулирующим усилие прижима ролика 32. Ведущий ролик 33 соединяется с двигателем 35 через редуктор 36.
На несущей опоре 37 установлен подвижный ролик 38. Опора 37 установлена на направляющих 39 с возможностью перемещения и снабжена зубчатой рейкой 40.
Зубчатая рейка 40 находится в зацеплении с шестерней 41, установленной соосно с ротором 42 детектора 43. Кроме того, устройство для подачи уплотнений содержит нагреватель 44 и направляющие ролики 45.
Работает установка следующим образом. В процессе формирования листового изделия для герметизации полости 7 по ее
бокам подаются уплотнения 8. Уплотнения 8 сматываются с катущки 30 и зажимаЕОтся 1между прижимным роликом 32 и ведущим роликом 33. Усилие прижима ролпка 32 регулируется цилиндром 34. Двигатель 35 вращает ролик 33, который, в свою очередь, перемещает уплотнение 8. Далее уплотнение проходит через подвижный ролик 38, расположенный на опоре 37. Когда опора 37 перемещается, то щестерня 41 вращается вместе с ротором 42. Вращение ротора фиксируется детектором 43, который подает сигналы, указывающие величину и направление вращения ротора 42. В качестве детектора использовать
потенциометр. Пройдя вокруг ролика 5 уплотнение 8 направляется к направляющим роликам 45 и нагревателю 44, а затем захватывается транспортерными лентами / и 2. Поскольку последние движутся всегда
с постоянной скоростью, то уплотнение 5, захваченное транспортерными лентами / п 2, перемещается вместе с ними. Поэтому сматывание уплотнения с катущки 30 должно происходить с такой же скоростью,
с какой движутся транспортерные ленты. Если скорость извлечения уплотнения 8, перемещаемого роликом S3, меньще, чем скорость движения транспортерных лент 1 и 2, то ролик 38 вместе с опорой 37 смещается вверх, так как уплотнение подвергается тянущему воздействию со стороны транспортерных лент. Это перемещение ролика 38 фиксируется детектором 43, который подает сигнал, указывающий направление и
величину такого перемещения. Затем сигнал поступает обратно на двигатель 35 через линию обратной связи (показана пунктиром на фиг. 6), в результате чего двигатель 35 увеличивает скорость вращения ролика 33. Если скорость извлечения Зплотнения 8, осуществляемая роликом 33, выше скорости движения транспортерных лент / и 5, то ролик 38 смещается вниз по направляющим 39. В результате этого детектором 43 вырабатывается сигнал, под действием которого двигатель 35 замедляет вращение ролика 33. Таким образом, скорость подачи уплотнений поддерживается равной скорости движения транспортерных
лент.
Нагревательное устройство 44 осуществляет нагрев уплотнения 8 во время его прохождения через него и до того, как уплотнение будет подано в полость 7 между двумя транспортерными лентами. Поскольку натяжение уплотнения 8, проходяпхего через нагревательное устройство 44, является постоянным, при нагревании уплотнения в этом устройстве снимаются остаточные деформации, имеющиеся в уплотнении. Если уплотнение изготовлено из термопластичного материала, то рабочая температура в устройстве 44 выбирается 50- 100°.С.
В полость 7, образованную транспортерными лентами и уплотнениями, из питателя 14 с постоянной скоростью подают жидкий исходный материал, например мономер или патоку, смещаииую с катализатором и другими добавками. В питатель исходный материал иостуиает из сборника 15 по трубопроводу 16.
Группы роликов 12 и 13, поддерживающих транспортерные ленты / и 2, располагаются так, чтобы непрерывно транспортируемый жидкий материал не вытекал наружу из полости в момент достижения зоны полимеризации или до того. Транспортерные ленты / и 2 подвергаются изгибу под действием гидравлического давления жидкого материала. Если изгиб превысит установленный предел, то в толщине получаемого листа образуется дефект. Кроме того, если между транспортерньши лентами и уплотнениями образуется зазор вследствие изгиба уплотнения, то через этот зазор может вытекать жидкий материал или 1;оступать воздух, который приводит к образованию пузырьков или пены в полимеризующемся листе. Ролики 12 и 13 устаиовлеиы так, что они автоматически изменяют свое положение при изменении толщины материала листа, обусловленном сжатием материала вследствие его полимеризации.
На обратные поверхности транспортерных лент в зоне полимеризации набрызгивают горячую воду (70-95° С). Далее материал проходит во вторую зону полимеризации, в которой установлены инфракрасные нагреватели 19, иосле чего материал охлаждают в зонах 20 и 21 до требуемой температуры.
При замене одного исходного материала на другой использованный питатель 14 смещают но направляющим 23 к одной стороне рамы 22, а новый иитатель устанавливают с нротивоположной стороны рамы так, чтобы оба питателя расположились рядом друг с другом. Затем функцию подачи использованного нитателя иереиосяг
на новый питатель, те ли толщина каждой из транспортерных лент 1 и 2 неодинакова по шнргиш или меняется натяжение ленты, то это часто приводг.т к образованию
листового издел : неравномерной толщины. В этих случаях одинаковой толщины листа по пшрпне достигают за счет регулирования положенно пптатедя 14 на направляющих 23.
Кроме того, путем удаления фиксаторов 29 1; отсоединения рычагов 27 от трубчатых элементов 2S рамы 22 иоследняя вместе с. питателем может смещаться з любое положение по направляющим рейкам 25 от шкива 3. Это позволяет осуществлять быстрое распределение исходного материала по напужноГ; поверхности нижпей транспортерной ленты 2 и в ее поперечном направлении. Кроме того, это уменьшает опасность случайного повреждения транспортерной ленты в случае нежелательного контактирования питателя 14 с наружной поверхностью верхией транспортерной ленты, а ускоряет ироверку ИЛ11 чистку питателя 14 оператором.
Формула изобретения
1. стаиозк. для изготовления листового изделия из иолимеризуемсго жидкого исходного : ;атериала. содержащая натянутые на шкивы горизонтальные транспортные ленты, установленные одна над другой с образованием горизонтальной полости, закрытой с боковых сторон уплотнениями, г питатель, устаипвлепный ка опорном присиособлетп для предотвращения контакта питателя с транспортерными лептами, отличающаяся тем, что. с целью новышеипя производительности установки при работе с разлпчными исходными матери;; ламп, опорное приспособление питателя выполнено в виде подвижно установленной па оснозани : рамы с поперечными направляющими для перемещекия по ним питателя и съема его и рычагами, соединяющими ее со щкивом верхней транспортерной ленты.
2.Установка по п. 1, о т л и ч а ю щ а яс я тем, что она снабжена средствами для
непрерывпой подачи уплотнепп : со скоростью, равной скорости движе1П1я транспортерных лепт, и нагревающим устройством, установленным перед траиспортерными лентами.
Источник информации, принятый по BHHMaiHie при экспертизе:
1, Патент Беликсбритакки : 1300400. кл. В 5 А. Р72.
)j te
y поЗающего ijCr-paiicml(f


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной отливки листового материала | 1970 |
|
SU575015A3 |
| УСТРОЙСТВО ДЛЯ ФИЛЕТИРОВАНИЯ РЫБЫ | 2015 |
|
RU2626138C2 |
| Устройство для отделения листа от стопы и подачи его в рабочую зону пресса | 1980 |
|
SU889230A1 |
| ЛЕНТОЧНО-ОТРЕЗНОЙ СТАНОК___.4,J | 1971 |
|
SU308823A1 |
| Машина для обработки стеклоизделий | 1977 |
|
SU941324A1 |
| Устройство А.С.Кривовязюка для загрузки листового материала на каретку | 1984 |
|
SU1224056A1 |
| УСТРОЙСТВА, СИСТЕМА И СПОСОБЫ ФОРМОВАНИЯ ПРЕССОВАННЫХ ИЗДЕЛИЙ И ПРЕССОВАННЫЕ ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ПРЕССОВАНИЕМ С ПОМОЩЬЮ ЭТИХ УСТРОЙСТВ И СПОСОБОВ | 2011 |
|
RU2603146C2 |
| СПОСОБ СОРТИРОВКИ КУСКОВОГО МИНЕРАЛЬНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2103075C1 |
| Устройство для отделения нижнего листа от стопы и подачи его в зону обработки | 1985 |
|
SU1238836A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU946733A1 |
2S -3
W Z 26
