Изобретен-ие относится -к ,маш;гностроеНию л может быть использовано при обработке деталей резанием.
Известны протяжные Станки, содержащие нижнюю И вер.х:ню станлны, инструментальную илиту, жестко сзязат1,:-п;о с верхней ста:НИ Ной, имеюн1ую паз для крепления протяжки, нбпрерывный rpac-icnoprep, на пл-нтах которого установлено ст;чойство для зажИМа обрабатываемой летали.
Недостаток известных протяжных сталков нелр&рьюнОГО действия заключается в том, что обработка поверхности производится за ОДИ1Н ход только с одной сторО;1ы детали, а загруз ка деталей и отвод отходов произ водится Вручную.
Целью изобретения является повышение производительности и улуч1ле:;.ие качества обработки.
Для обеспечения этой цели зер.хияя станина выполнена в виде двух кронштейнов, к каждому из Которых прикреплена нструментальнаЯ ллита, иоверхность которой ио ддл:не разделена на участки через один так, что одни имеют один центральный Т1.аз для крепления протяжки, другие - два паза на расстоянии друг от друга, равном ширине центр|альной протяжки, а общая пазов таере-крывает габаритный размер обрабатываемого «зделия, устройство для зажнма деталей вынол(нено з н;1е Д1вух призм, одна из которых установлена с возможностью перемеше.н.ия и связал ; с лДПтоГ транспортера поСПелством клгкп. rrpir-ie-M кронштейны верх;1ей станннь; снабже -гы штырями, каждый из которых связан с клином соответствен но прн входе з .Jiiy :Г: отяжки и при выходе ii3 нее.
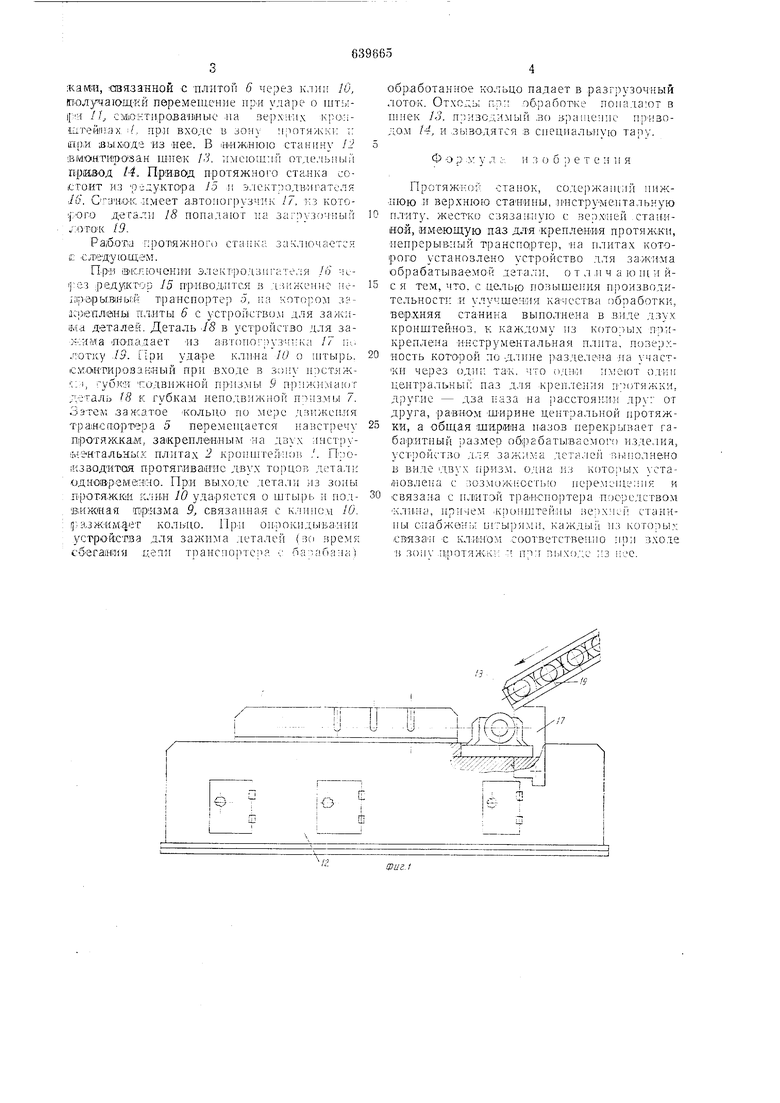
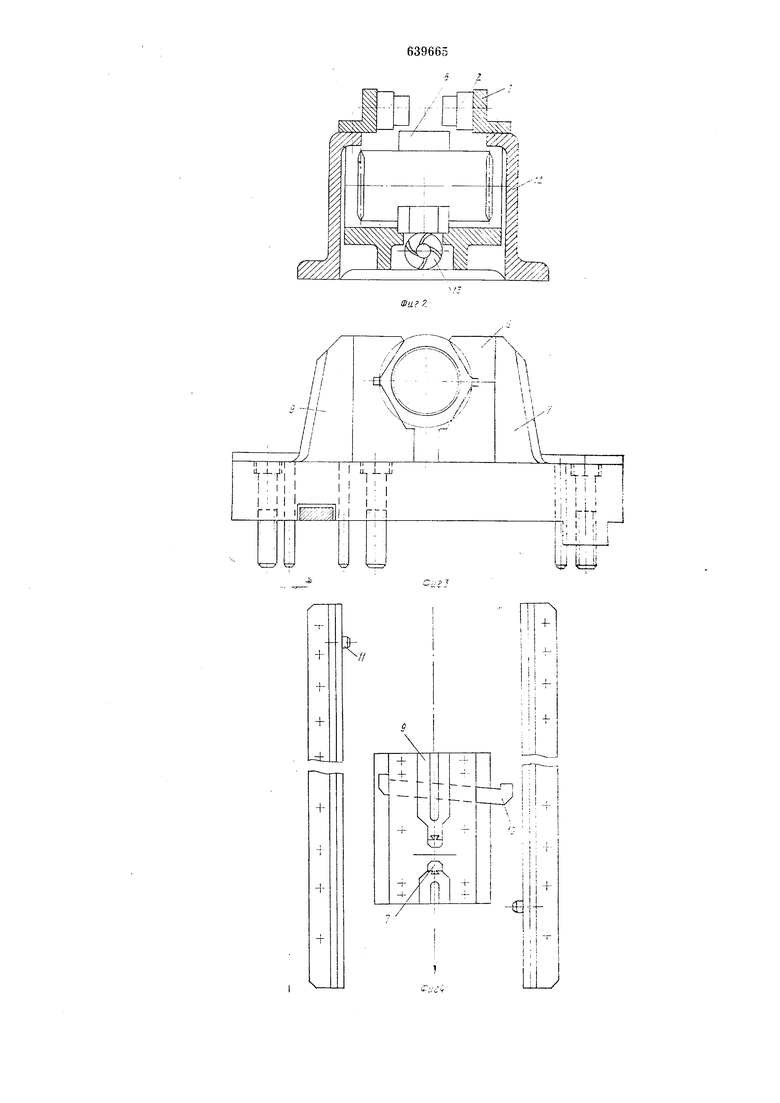
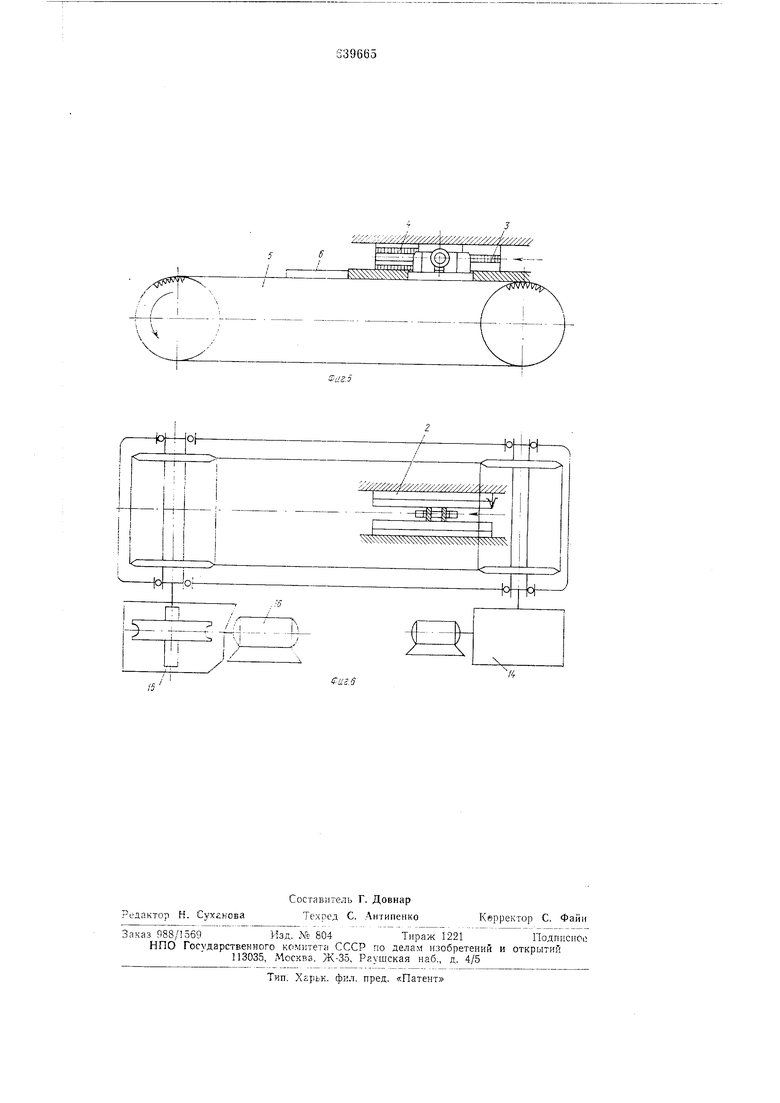
На фиг. 1 иоказан протяи-:- :;; стЛНок, вид спереди; на фиг. 2 - то же. :вид сбоку; на фиг. 3 - устройст1ю для з: ; -глча деталей, вид еперели; на фиг. 4 - то :г.е, ЕНД сверху; :на фиг. 5 - кинематичгская
протяжного стан.ка, вид сперелл:; на 6 - то же, вид Сверху.
Нротяжной станок состоит из вср.-.гей станины, выполненной в виде двух i pOHштейнов /, к каждому из KOTOprix кгепится иНСтрументальная плита 2, новтрх.ИСсть Которой НО длине разделена на ;;: ;тк.и так. что одни и.меют од)-1н централыный паз 3 для кроиления протяжк). другие - два паза 4 на раестояниИ друг от друга, рав-ном П1ир ине центральной протяжки, а оСш.яя ширина пазов перекрывает габарит;-ый размер обрабатываемого .изделия, с-епре а-твп-юго транспортера 5, на котором размеще гы плиты 6 с устройством для ЗажИМз деталей, состоян1нм ИЗ ,1енодвижной нрмзл.: / с губками 8 и иодвиЖНой призмы 9 также с губ:кам;и, Оаязанной с плитой 6 через клин 1G, ПОлучаюЩКЙ перемещение уларе о шт;лij H lij CMio-KTiipoBaiiiHbic iia крон1а.гей|пах /, прл входе в м;К) ;: гп)|И выходе из «ее. В 1 ижлю1о станину 12 вмонтирозан шпек I-S, имеют: отде, привод 14, Привод протяжного ста.нка состоит из -редуктора J5 и э;1ект:)одВ;1рателя 16. O.LinoK.имеет а.втоиогрузчик 17, кз кото:)ого .детали 18 попадают на загпузочньш « ОТОК 19. Ра;б.0ла протяжного ста1п а закдючается с Сле-Дую.щен. ПрИ 1ВКЛЕОченнИ электроязигате;; /6 чеЧйз :реду;ктор J5 прИводлтся в ч:5ижеиис iie1пре.рьшнь(:й трапспортер 5, на котором з асрепланы пллты 6 с уетрой тво.м для зажиiivia деталей. Дета.ть JS в устройство для заХчима ло-кадает ИЗ ()11О;:)з-п;ка 17 и-,, .тотку ./5. При ударе клПНа 10 о птырь. скшсрировавный прп входе в зону j юс тяжIII, i yoK: тодвпжной прЛзмы 9 прпжимас/г деталь 8 к губкам неподвижной понзмы 7. Затем ,заж:атое кольцо по мере дглйуепля TpaiHcnopTiepa 5 перемеп1ается навстречу протяжкам, закрепленным на двух инстру1М нтальнь х плитах 2 кронштейдои .. Про;кззодитая протяпиваетш двух торцов детали одновременно. Пря выходе детали из зоны .жки к. JO ударяется о штырь и подЕ;иж1ная ттрнзма 9, связанная с клинои 1G. : 5)а,зж-нм.%ет кольцо. ПрИ оирокндыБа.иии усгро-йвства для зажима деталей (во время цепи трансюртера : барабана) бр:аботанное кольцо падает в разгрузочный ото. Отходь; при обработке попадают в шнек 13. призодимый .во вращение п| изод ом 14, и .зыводятся в специальную тапу. Протяж-ной станок, содержащий нижпюю и верхнюю статшпы, инструментальную плиту, жестко сзязан:ну1о с верхней стаи.иН.ОЙ, имеющую паз для Креплен-ия протялуки, непрерывный транспортер, на плитах которого установлено устройство для за.жнлта обрабатываемОй дета.ти, о т л и ч а ю и( и йся тем, что. с целью повышештя производительности :и улучшения качества обработки, вер.хняя станина выполнена в виде дзух кронштейтюз, к каждому из котор ых итикреплеиа н-нструментальная илита, иозерхность которой по .длине разделена на учаетки через один таК. что одИИ имеют один центральный паз для кренлеи; я Ноотяжки, другие - дза наза на расстоянии друг от друга, равном ш ирине це11тральной протяжки, а общая ширина пазов перекрывает габар:итный размер обрЁбатываемогп изде.дия. уст)ойство д;:я зажима дета.1ей выполнено в виде Двух гфязм. одна из которых установлена с ; ОзмиЖ1-;0СТЬ о пе)емеп1е;:ия и связана с пЛ1Итэй тра.нспорте)а посредством -клина, причем .кро1{штей:мы верх;1ей станииы снабжен:); ш7Ы1)ями, кажды11 и: кото1)ых связаи € кл:И1НОм соответственио ири входе В И|потяж.к1; д Hvi лыходе :;з нее.
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной станок | 1982 |
|
SU1042949A1 |
| Автоматическая линия | 1985 |
|
SU1355455A1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| ПРОТЯЖНОЙ БЛОК ДЛЯ НАРУЖНОГО ПРОТЯГИВАНИЯ | 1971 |
|
SU291760A1 |
| Пресс для загибания и горячего прессования краев деталей петлиц | 1956 |
|
SU107093A1 |
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| Устройство для закрепления деталей на протяжных станках | 1985 |
|
SU1306682A1 |
| Формовочная прессовая машина для изготовления литейных форм | 1978 |
|
SU891207A1 |
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ сТАиок для ОБРАБОТКИ | 1973 |
|
SU365219A1 |
сриг.
т
у/
М И I i I
iJPliii rri
+
М J
I :: ;i i
ши
-LJ- j
-T-v I И
I i
Н ч
