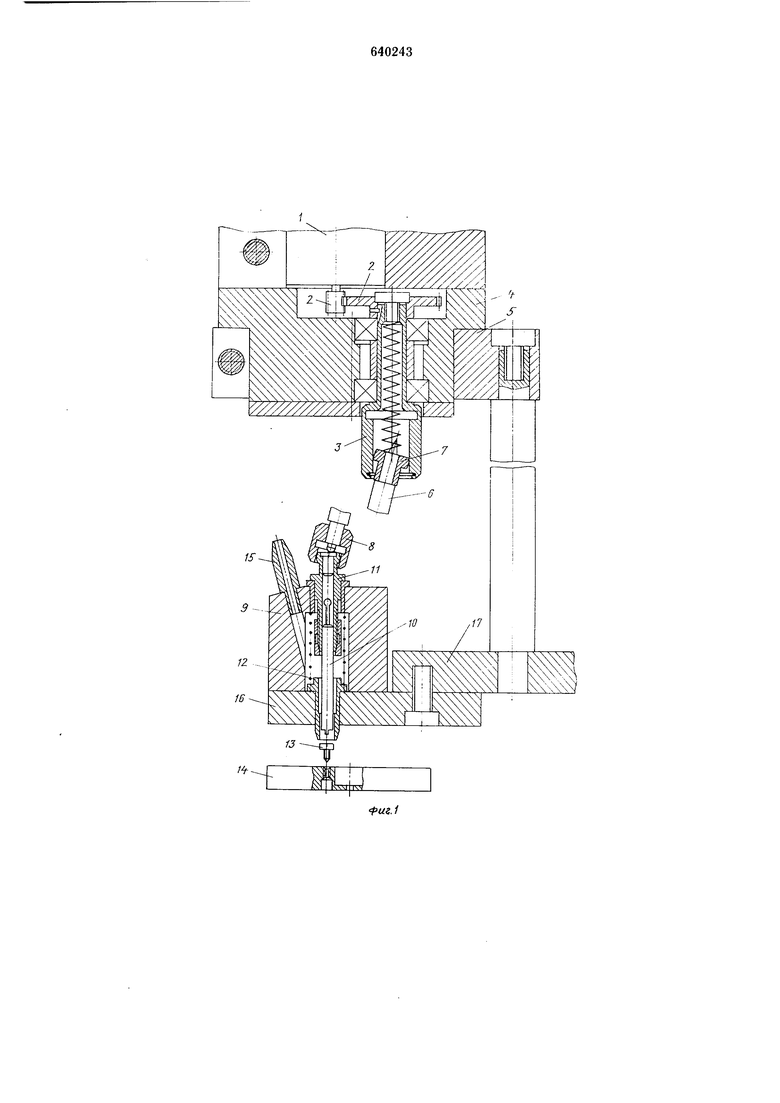
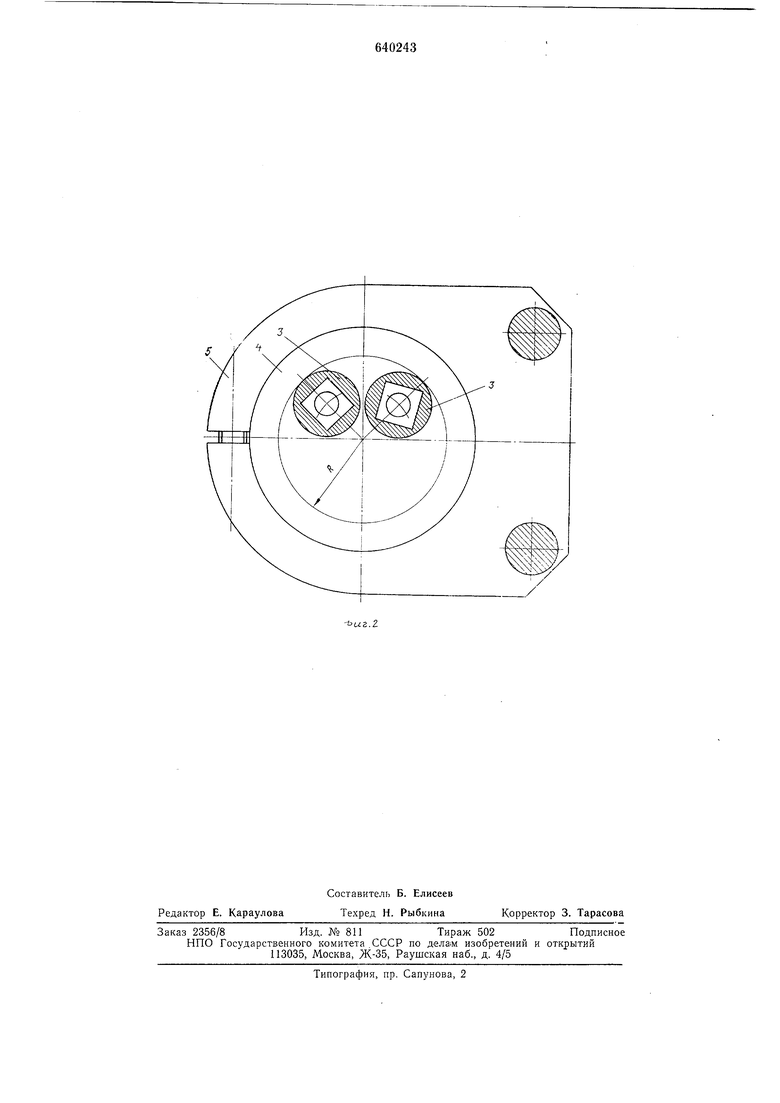
ходные валы 3 расположены в обойме 4 так, что их оси совпадают с точками, соответствующими центрам тяжести двух смежных четвертей круга, радиус которого R равен расстоянию между центром платины и центром наиболее удаленного винта в наиболее крупных часах.
Детали 3 и 8 имеют внутреннюю полость квадратного сечения. Детали 7 и 11 на концах в сечении, нормальном оси, имеют квадрат, а в сечении этого квадрата параллельно оси - форму цилиндра.
Детали 9 и 16 на различных онерацнях сборки часов различных калибров сменные, так как расположение отверток соответствует координатам резьбовых отверстий конкретных механизмов. Детали 10 и 12 также сменные в зависимости от размеров ввертываемых винтов.
Устройство работает следующим образом.
Винт 13 захватывается с помощью разреженного воздуха подпружиненным наконечником 12 и при вращении вхолостую отвертки 10 щлиц винта надевается на ее лезвие. Вращение отвертке передается от двигателя 1 через редуктор 2, промежуточный вал 6 с щарнирными полумуфтами 7 и 8 и цангу 11. После захвата винты переносятся к платине 14 механической рукой 17 и ввертываются. После затяжки винтов рука 17 поднимается и отводится к загрузчику (не показан).
В случае выхода из строя отвертки 10 подпружиненный промежуточный вал 6 с полумуфтой 8 поднимается вручную, и цанга 11 с отверткой 10 заменяются новыми.
Формула изобретения
Устройство для автоматического ввертывания винтов в платину при сборке механизмов наручных часов, содержащее два шпинделя с приводами и редукторами и цанги с отвертками, соединенные с выходными валами редукторов промежуточными валами с щарнирными муфтами, отличающееся тем, что, с целью повышения универсальности, оно снабжено цилиндрической обоймой, установленной соосно центральному отверстию платины с возможностью поворота вокруг оси, и несущей приводы, редукторы и выходные валы, а оси выходных валов расположены в точках, соответствующих центрам тяжести двух смежных четвертей круга, радиус которого равен расстоянию между центром платины и центром наиболее удаленного винта в наиболее крупных часах, а цанга отвертки снабжена квадратом с цилиндрической образующей и подпружинена через промежуточный вал. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 399342, кл. G 04D 3/04, 1970.
2.Авторское свидетельство СССР № 406697, кл. В 23Р 19/06, 1972.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Отвертка | 1977 |
|
SU837838A1 |
| Устройство для соединения монтажныхпРОВОдОВ CO шТыРЕВыМи ВыВОдАМи | 1979 |
|
SU845202A1 |
| Автоматическая револьверная головка | 1984 |
|
SU1227357A1 |
| Винтоверт | 1985 |
|
SU1305019A1 |
| КЛЮЧ ШУРУПОГАЕЧНЫЙ | 2007 |
|
RU2334041C1 |
| ТРЕНАЖЕР КОСМОНАВТА | 2012 |
|
RU2490182C1 |
| ШНЕКОВЫЙ НАСОС ЗЕМЛЯКОВА ДЛЯ ВЯЗКИХ МАСС С ПРИВОДОМ ОТ БЫТОВОЙ ЭЛЕКТРОДРЕЛИ | 2007 |
|
RU2335660C1 |
| Винтоверт | 1978 |
|
SU841953A1 |
| Станок для закалки цилиндрических деталей с нагревом ТВЧ | 1986 |
|
SU1470782A1 |