Известные устройства для непрерывного литья обычно состоят из резерв уара с жидким металлом, имеющего профилированный мундштук (или профилированное отверстие), стенки которого охлаждаются. Жидкий металл под действием давления или собственного веса поступает в мундштук, где затвердевает. Конец затвердевшего прутка захватывается приёмно-тянуш.им приспособлением и пруток непрерывно вытягивается.
Известные промышленные устройCTtBa для непрерывного литья позволяют отливать слитки любой длины, но с диаметром, значительно превышающим 10 мм. Непрерывно отливать проволоку или проволочную заготовку малого диаметра (от 1 до 10 мм), например, из алюминиевых сплавов на этих устройс11В1ах невозмо жно.
Настоящее изобретение устраняет этот недостаток и даёт 1возможность непрерывно отливать проволоку малого диамевра из жидких лёгких сплавов. Достигается это тем, что приёмно-тянущее приспособление располагают на некотором расстояний от мундштука. Струя жидкого металла, выхойящая из мундштука, кристаллизуется на этом пути в свободно подвешенном состоянии.
Схематический чертёж поясняет принцип предлагаемого устройства.
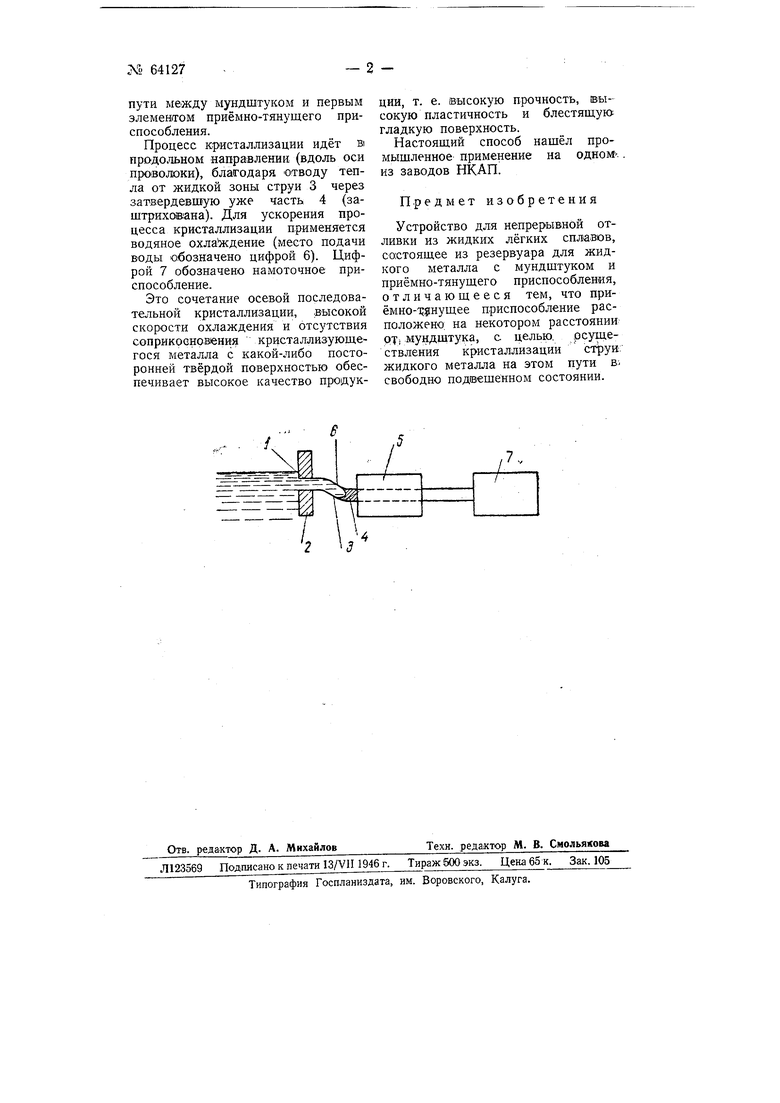
Расплавленный металл выходит через от1ве;рстие 1 мундштука 2, устано1Впенного в стенке печи или резервуара. При Н1адлежащем подборе диаметра отверстия, температуры расплава, металлостатического давления (высоты уровня расплава над отверстием), скорости вытягивания и интенсивности охлаждения расплавленный металл выходит из от(верстия в виде жидкой непрерывной струи 3, которая удерживается в свободно-подвешенном положении силами поверхностного натяжения. Эта жидкая струя, кристаллизуясь, сохраняет свой профиль и гладкую поверхность и уже в затвердевшем состоянии приходит в соприкосновение с деталями приёмно-тянущего приспособления 5 любой конструкции, обеспечивающей равномерную и прямолинейную тягу с надлежащей скоростью. Приспособление это расположено на некотором расстоянии ют мундштука 2 и поэтому кристаллизация происходит не в мундштуке и не в деталях приёмно-тянущего механизма, а на
пути между мундштуком и первым элементом приёмно-тянущего приспособления.
Процесс кристаллизации идёт BI продольном направлении (вдоль оси проволюки), благодаря отводу тепла от жидкой зоны струи 3 через затвердевшую уже часть 4 (заштрихована). Для ускорения процесса кристаллизации применяется водяное охлаждение (место подачи воды обозначено цифрой 6). Цифрой 7 обозначено намоточное приспособление.
Это сочетание осевой последовательной кристаллизации, высокой скорости охлаждения и отсутствия соприкоснов1ения кристаллизующегося металла с какой-либо посторонней твёрдой поверхностью обеспечивает высокое качество продукции, т. е. высокую прочность, высокую пластичность и блестящую; гладкую поверхность.
Настоящий способ нашёл промышленное применение на одном-, из заводов НКАП.
Предмет изобретения
Устройство для непрерывной отливки из жидких лёгких сплавов, со:стоящее из резервуара для жидкого металла с мундштуком и приёмно-тянущего приспособления, отличающееся тем, что приёмно-1;| нущее приспособление расположено, на некотором расстоянии 9Т; мундштука, с целью. рсухцествления кристаллизации струи: жидкого металла на этом пути в свободно подвешенном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ПРОВОЛОКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2467827C1 |
| Устройство для литья лент из цветных металлов и сплавов | 1990 |
|
SU1759537A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| СПОСОБ ЛИТЬЯ ПРОВОЛОКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2539892C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТОКООТВОДОВ ДЛЯ СВИНЦОВО-КИСЛОТНЫХ АККУМУЛЯТОРОВ | 2004 |
|
RU2273546C2 |
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| ЦЕНТРОБЕЖНЫЙ СПОСОБ ЛИТЬЯ МАГНЕТИТОВЫХ АНОДОВ | 2005 |
|
RU2312737C2 |
| Устройство для непрерывного получения металлической ленты | 1989 |
|
SU1731413A1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| Машина непрерывного литья заготовок | 1983 |
|
SU1152704A1 |
