Изобретение относится к области машиностроения и, в частности, к технологии обработки давлением.
Известен способ правки полосового проката знакопеременным изгибом в помещающихся вдоль полосы роликах с одновременным его растяжением
Недостатком известного способа является низкое качество правки и малая производительность.
С целью устранения недостатков в процессе изгиба полосу дополнительн растягивают путем сообщения части роликов окружной скорости, большей, чем скорость перемещения роликов вдоль полосы, при этом полосу в ролках сжимают.
На чертеже схематически показан способ правки.
Участок полосы 1, подвергаемый правке, закрепляют по концам, например зажимают в губках 2 и 3 с усилием N достаточным, чтобы исклю.чить смещение полосы относительно губок в процессе правки. В процессе правки одна из губок неподвижна, а другая перемещается в направлении тянущего усилия Т или TQ. С помощью подвижной губки (например, 3) к полосе прикладывают растягивающее усилие Q (например, с помощью гидроцштиндра) , не приводящее к пластической деформации полосы. В промежутке между губками 2 и полосу 2 огибают вокруг рабочих роликов 4 и 5, установленных на подвижной каретке 6, перемещаемой .уси лием Р( вдоль полосы со скоростью Уц. Скорость VQ вращения ролика, н
который вкодит недёформированный участок полосы, обеспечивают равной поступательной скорости движения каретки V( , а-скорость V враще-( ния ролика, с KOTOpoJTo сходит деформированный участок полосы, равной Vj где Д - отнощение площадей поперечного сечения полосы до и после деформации. Необходимое соотношение скоростей роликов можно обеспечить различными способами (например, с помощью индивидуального привода, зубчатых колес и т.п.).
Из-за различия окружных скоростей роликов 4 и 5 и наличия сил трения покоя на дугах охватауказанных роликов полосой последняя будет пластически деформироваться (правиться ) на участие между ними путем растяжения. В то же время усилия натяжения TO и Т концов полосы всегда меньше усилия, необходимого для пластической деформации полосы. В результате удлинения полосы при правке губки 3 будут перемещаться под действием постоянно действующего усилия Q со скоростью VQ .
При правке полос из малопластичных материалов к ним целесообразно прикладьтать сжимающее, усилие Pg со стороны роликов.
Предлагаемый способ правки обеспечивает качество правки, так как равномерно растягивается все сечение полосы, увеличение производительности процесса, так как для правки достаточно одного хода каретки, а также возможность правки полос iиз малопластичных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки движу-щЕгОСя пРОКАТА | 1978 |
|
SU850683A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1993 |
|
RU2063281C1 |
| Способ моделирования напряженно-деформированного состояния полосы | 1987 |
|
SU1433523A1 |
| Способ правки листового проката | 1989 |
|
SU1690887A1 |
| СПОСОБ УСКОРЕННОГО ОХЛАЖДЕНИЯ РУЛОННОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2003 |
|
RU2243271C1 |
| СПОСОБ ПРАВКИ И СТАБИЛИЗАЦИИ НЕЖЕСТКИХ ДЕТАЛЕЙ | 2015 |
|
RU2611614C1 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
| СПОСОБ ФОРМИРОВАНИЯ РУЛОНА ТРАВЛЕНОЙ ГОРЯЧЕКАТАНОЙ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277988C1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2432221C1 |
1. СПОСОБ ПРАВКИ ПОЛОСОВОГО ПРОКАТА знакопеременным изгибомв перемещающихся вдоль полосы роликах с одновременным его растяжением, отличающийся тем, что, с целью повышения качества правки и увеличения производительности, в процессе изгиба полосу дополнительно растягивают путем сообщения части роликов окружной скорости большей, чем скорость перемещения роликов вдоль полосы.2. Способ по п. 1,о.тличаю- щ и и с я тем, что полосу в роликах сжимают./?>&У>&:.-Р. ф>& 4. ^.л >&>&^ .4^4 ^'/у///////"////////.Oi 4^<1О to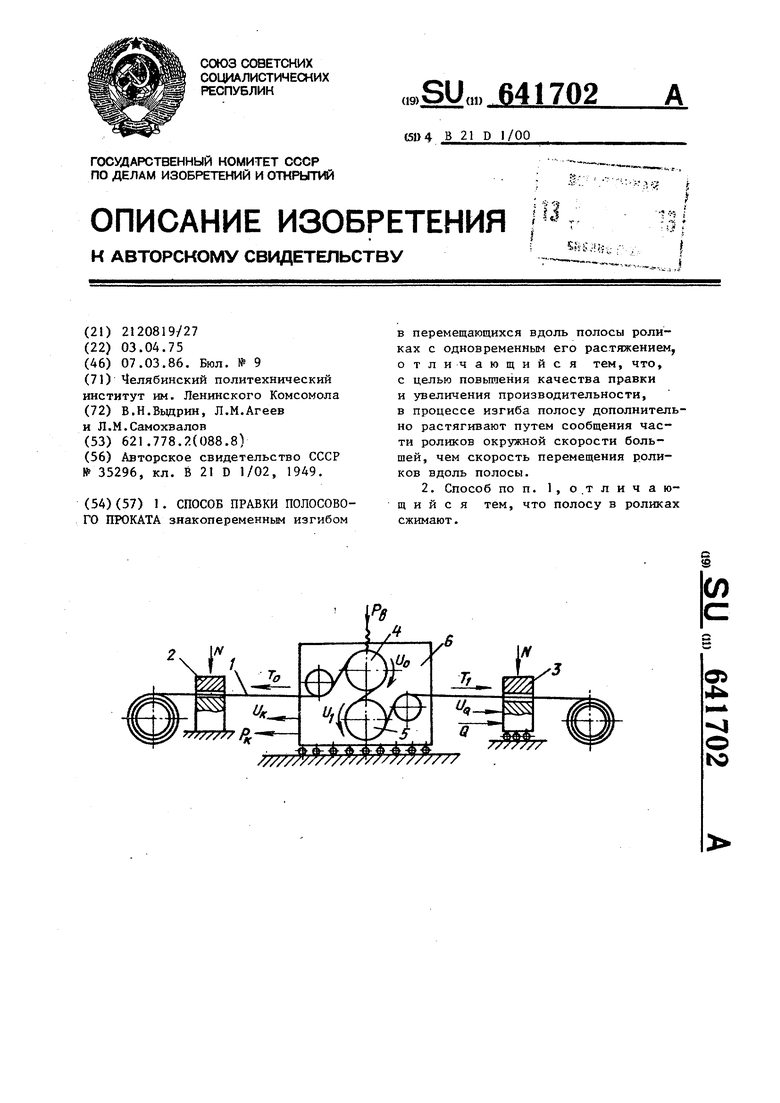
| Устройство для регулирования скорости многофазных асинхронных двигателей | 1932 |
|
SU35296A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
