(54) СПОСОБ ОБРАБОТКИ ЛЕНТОЧНОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пропитки длинномерной волок-НиСТОй лЕНТы жидКОСТью C диСпЕРгиРО-ВАННыМи B НЕй НиТЕВидНыМи чАСТицАМи | 1979 |
|
SU835805A1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА РУБЕРОИДА | 1999 |
|
RU2165489C1 |
| Устройство для пропитки ленточного материала | 1984 |
|
SU1232488A1 |
| Устройство для автоматической пропитки пористого материала | 1975 |
|
SU589322A1 |
| Устройство для пропитки волокнистых материалов | 1987 |
|
SU1416202A1 |
| Способ пропитки и дозированного насоса связующего на длинномерный волокнистый материал | 1990 |
|
SU1781054A1 |
| Пропиточная машина для нанесения покрытий на гибкую рулонную основу | 2020 |
|
RU2766606C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2012 |
|
RU2490771C1 |
| Устройство для пропитки непрерывно движущегося волокнистого материала | 1975 |
|
SU551056A1 |
| Устройство для пропитки движущегося материала | 1979 |
|
SU856578A1 |
I
Изобретение отнсоится к npoMbiuuietiности пластмасс, в частности к способу обработки ленточного материала.
Известен способ обработки ленточного материала в пропиточной жидкости воздействием на жидкость звуковых колебаний, направленных перпендикулярио поверхности материала l. Известный способ не обеспечивает необходимой степени пропитки, особенно при высоких скоростях движения материала, например при скоростях более О,2 м/с. Цель изобретения состоит в интенсификации процесса пропитки.
Поставленная цель достигаете я тем, что в пропиточной жидкости на материал воздействуют звуковыми коле баниями, направленными перпендикулярно к материалу, с частотой 2О-1ОО гц с амплитудой 0,2 - 2 мм синхронно с обеих сторон материала на расстоянии в 2- ЗО мм от его поверхности.
При TJaKOM способе обработки на ма териал воздействуют усилия от колебаНИИ жидкости одновременно с обеих сто рон, суммарная величина которых, благодаря синхронизации, увеличивается в два раза, а направление компенсируется и не приводит к растяжению материала. Происходит сжатие и расшиоение. газовых включений внутри и на поверхности материала, что создает движение жидкоо ти. Газовая фаза, расширяясь, частично переходит на поверхность ленты, откуда уносится в жидкость при движении ленты и потоками, вызванными колебаниями, В наступающий затем период сжатия происходит заполнение газовых объемов в ленте жидкостью. Многократное повторение колебаний в каждой точке материа ла за время прохождения между кс11)Чг никами интенсифицирует пропитку. При этом отпадает необходимость в перфорированных пластинах, удерживающих материал, что повышает равномерность, умекьгшая время обработки, и создает возможность движения полотна. Размещение источников кс 1ебаний н.а близком расст&я.ни 01 оорзОатывйемых иоверхпс-сч-ей позБОДяет CKOHiiedTpHf-.OBaTb эцо{ 1И1п К1 лебаиий, уаэличивая сил} кгщебаюлц умег&шить затраты мощности Минимал Ное рг ;Сстояние определяется условиями движения лбить между источниками. Оптимальный интервал частот и амплитуд источников определяется выбором дли- тельности и величины периода разреже™ нпя для удаления газов из объема ленты
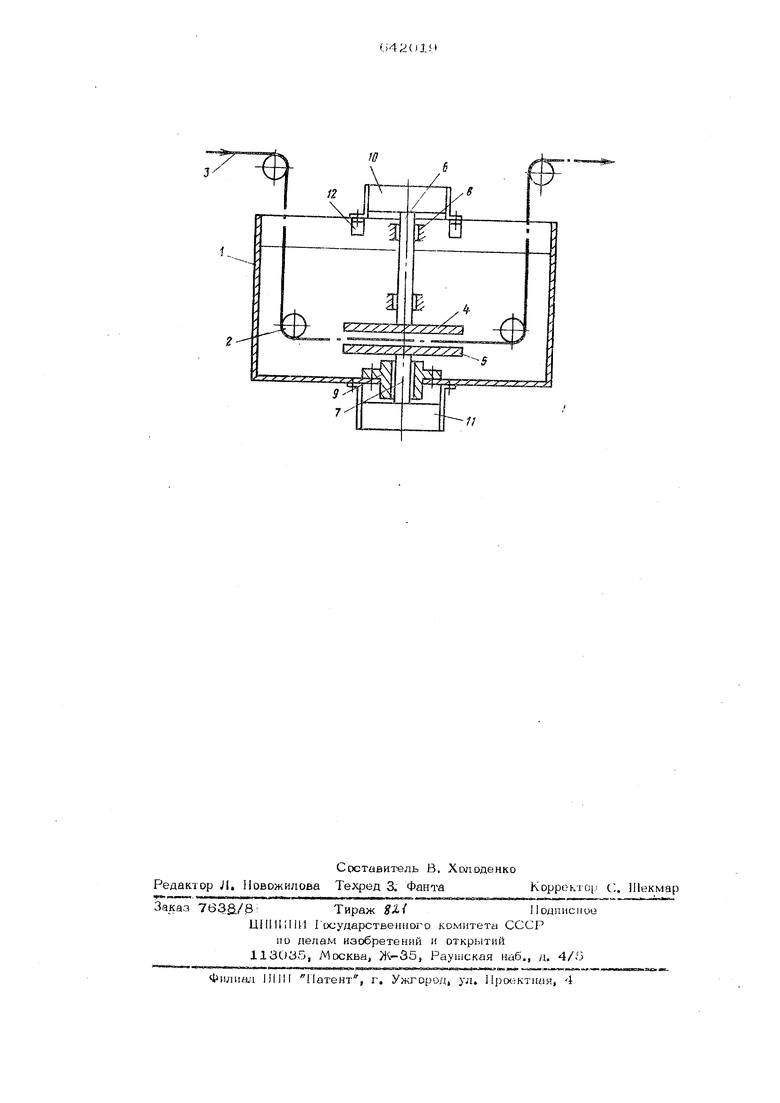
На чертелсе кзображена установка для обработки ленточного материала
icTaHOBKa содержит ванну 1 с обрабатывеюшей жидк1,)стьюо Над ванной и в жидкости установлены валки 2} по которым через жидкость перемепдается материа)(й (картона) 3. На горизонтальном участке пепгы в жидкости с обеях сторон на расстоякян 4 мм от по- BepXHDCiH петы разме.щень жесткие металлические пластины 4 U 5 размером 200x200 мм. Средние точки этих лластии соединены с концами штоков 6 и 7; верхний из которых расположен ii иаирашгяющих 8 уста 1овлен -1ых на вакги-д, а нижний проходит через муфт) 9 с ушптнеглеМз укренленн оо на дне aaHffij., Другие кони.ы штоков соеди- немы с электроди1ш.Д ическими вибратора ми Ю и 11 мошпостью ,100 вт кажп.ып и частотой 50 гц, Верхьий вибратор жест1.о укреплеи над аанноГ на перема-а нижллй на дне вспшы.
дггнах
П р on ит к у ОС у ио стел яю т ел ё д ующи м образов; Ленту картона Зишриной 15О мм протягивают но валкам 2 меж/ду пластинами 4 и о со .;о С);4 м/с, так что Бремя нахождения ее между пластинами составляет О;5 с„ При работе вибраторов 10 и 11 расстояние между пластинами лерпод чески увеличивают и уменыиают иа i мм с каждой стороны, создавая рй;5режепкя и сжития в лептп 25 раз в кададой точке мат(:;;)иала.
Для оггределения эф-{н КТИ1И1 :к;ти нрс, питки. ленту ш.гсле ЕИ-.1Хода и;з папиы ()( на образцы и взволиванием опре- де.чязот степень их пропитки. Эту проимтку cj.iaBHiiBcUOT с пропиткой известным способом,
1езультаты показывают, что за время обработки вибрадией интечсивность проигггки расплавленным битумом нри увеличивается в 25-30 раз, а нри пропитке к;артона водой при в
80-100 раз.
Аналогичные результаты патучают и при других скоростях пропитки, например
при IjO - 1,5 м/с, и при расстоянии источников звуковых калебаний от поверхгмости материала в 2 или 30 мм,
Пре/длшаемый способ пропитки разработан для модернизадии действующей технологическоз линии, изготовляющей рубероид. По существующей технало1 ии полотно картона в пропиточной ванне находи1х:я 35 Cf при этом Кс1чество пропитки не соответствует современному уровtoo, а сам процесс пропитки чрезмерно длителен Испальзовапие предлагаемого слосЕзба позволяет увеличить выпуск, рубероида не менее чем на 20% и улуч™ шить качество выггускаемой продукции за счет интенсификации пропитки.
Ф о р м у л а и 3 о б р е т е и и я
Способ обработки ленточного материг.з ла в пропиточной жидкости с воздействием на жидкость звуковых колебаний, направленных перпендикулярно поверхнооти материала, о т л и ч а ю ш и и с я TeMs что, с целх-ло интенсификации про1П1ТКИ, на материал воздействуют звуковыми колебаниями с частотой 2О-100гц и амплитудой 0,2-2 мм синхронно с обеих сторон материала на расстоянии в 2-30 мм от его поверхности.
HcT04f HKH информации, принятые во внимание при экснортизе
1, Авторское свидетельство СССР № 508687, кл. D04 Н 1/64, 1976.
