Изобретение относится к области обратного прессования трубных заготовок, более конкретно к производству из различных металлов и сплавов толстостенных труб, предназначенных либо для последующей прокатки на соответствующих специализированных трубных станах, либо для использования их при изготовлении разнообразных деталей типа барабанов, втулок, рубашек кристаллизаторов и изложниц и др. вместо применения для этих целей сплошных литых и кованых заготовок.
Известны устройства для обратного прессования труб, включающие контейнер, сплошной или полый пресс-штемпель (укороченный или обычный - в зависимости от схемы сборки инструмента), в который ввернута игла, и матрицу, образующую вместе с иглой кольцевой зазор для получения заданной конфигурации [1, с.72-74, рис.35 и 36]. При таких схемах сборки пpeccoвoгo инструмента заготовка (слиток) может быть как полой, так и сплошной; сплошную заготовку используют также при прессовании через комбинированные матрицы, имеющие рассекатели различных конструкций [1, с.74, рис.37, с.185-194, рис.82, 85, 86, 88; 2, с.175-177, рис. V.23]. Общим недостатком всех рассмотренных выше устройств являются их узкие технологические возможности, т.к. наружные размеры поперечного сечения пресс-изделий ограничены с одной стороны размерами полости пресс-штемпеля, а при использовании комбинированных матриц - их конструктивными особенностями.
Наиболее близким по совокупности признаков к предлагаемому устройству является техническое решение [3, с.7 и 8, рис.4], выбранное в качестве прототипа. Известное устройство содержит соосно расположенные контейнер, заглушку контейнера, пуансон и неподвижно закрепленную на нем пресс-шайбу. При описании работы устройства по прототипу отмечено [3]: ...обратным методом прессуют трубы, диаметр которых равен диаметру контейнера. Слиток, помещенный в закрытый с одной стороны контейнер, прошивается пресс-штемпелем и истекает в зазор между контейнером и пресс-шайбой, неподвижно закрепленной на пресс-штемпеле”.
При использовании известного технического решения для обратного прессования труб большого диаметра, в частности, из цветных металлов проявляются следующие недостатки.
Во-первых, при использовании известной схемы чрезвычайно сложно обеспечить приемлемую для последующей обработки точность получаемых труб, особенно трудно достичь необходимого уровня разностенности. Невозможность получения в известном устройстве приемлемой точности прессуемых труб порождается следующими четырьмя основными факторами.
1. Известно, что одним из важнейших конструктивных показателей горизонтального гидравлического пресса (далее - ГГП), особенно для ГГП, не оборудованных прошивным устройством, является его центровка, от которой зависят многие технологические параметры и в том числе - точность получаемых труб. Существуют рекомендуемые нормативы при центровке прессов, в частности, допустимая несоосность между контейнером и пуансоном должна составлять (для ГГП усилием от 7,5 до 120 МН) от 1,5 до 6 мм [4, с.129, табл.18], что само по себе представляет весьма значительную величину. В реальных производственных условиях соблюдение указанных нормативов является проблематичным; практика эксплуатации ГГП средней мощности (усилием 20...50 МН) показывает, что фактическая несоосность может превышать эти нормативы в 1,5...1,7 раза.
2. Для получения надлежащей точности наружного диаметра прессуемой трубы необходимо, чтобы допустимая выработка рабочей втулки ГГП также находилась в определенных пределах и не превышала диапазон от 0,5 до 1,5 мм (в зависимости от диаметра канала) [4, с.128]. Вследствие воздействия многих факторов этот диапазон на производстве, как правило, не выдерживается и реальный износ внутренней поверхности втулок существенно выше рекомендованного.
3. Несовпадение оси контейнера и оси закладываемого в него слитка (вследствие существенной разности их диаметров) порождает в начальный момент прессования значительное поперечное смещение оси выпрессованной трубы относительно оси заготовки, то есть происходит неосесимметричное истечение металла. Как следствие, возникает исключительно высокая разностенность отпрессованной трубы, достигающая (10...15)/2=5...7,5 мм, где 10...15 мм - односторонний зазор между слитком и втулкой контейнера, то есть разность их диаметров.
4. Надлежит достаточно строго соблюдать такой параметр, как косина реза торцов слитка, от которого существенно зависит концентричность (разностенность) трубы [5, с.43]. Так, например, в [6, с.57] указано, что косина реза торцов слитка должна быть не более 2 мм. Такая точность, в принципе, может быть обеспечена, но при условии соблюдения определенных организационно-технических требований, не всегда достигаемых на практике.
С учетом отрицательного влияния на точность пресс-изделий рассмотренных четырех негативных факторов невозможность повышения качества прессованных толстостенных труб без применения эффективных технических решений представляется очевидной.
Во-вторых, известное устройство позволяет прессовать только относительно короткие трубы, поскольку, как сказано в описании прототипа, “Длина труб ограничивается при этом длиной пресс-штемпеля” [3, с.8]. При широко известных соотношениях длины пуансона и его диаметра толстостенная труба, отпрессованная с помощью известного устройства, получается короткой, что порождает следующие недостатки:
1. Снижение производительности и уменьшение выхода годного при использовании полученной короткой трубы в качестве заготовки под последующие процессы обработки давлением: прокатку и/или волочение.
2. Существование потери металла при раскрое полученной короткомерной трубной заготовки, так как в случае изготовления из нее крупных втулок, рубашек кристаллизаторов и других подобных деталей ясно, что, чем короче разрезаемая заготовка, тем выше относительная доля геометрических отходов и потери металла в стружку.
Технической задачей предлагаемого устройства является значительное повышение точности толстостенных прессованных труб, в первую очередь - по толщине стенки, а также существенное увеличение длины получаемой трубной заготовки.
Указанная задача достигается тем, что в отличие от известного устройства для обратного прессования толстостенных труб, включающего соосно расположенные контейнер, заглушку контейнера, пуансон и неподвижно закрепленную на нем пресс-шайбу с диаметром рабочей части, превышающим диаметр пуансона, в предлагаемом устройстве между боковой поверхностью пресс-шайбы и контейнером установлено центрирующее кольцо, имеющее возможность перемещения в направлении, обратном движению пуансона при прессовании. Устройство содержит также толкатель центрирующего кольца и пресс-шайбы, установленный между центрирующим кольцом и пресс-шайбой - с одной стороны и пуансоном - с другой стороны и выполненный в виде диска с соосно закрепленной на нем обечайкой, свободно лежащей на теле пуансона.
Кроме того, центрирующее кольцо выполнено со ступенчатой внутренней поверхностью, имеющей участок большего диаметра, равного диаметру рабочей части пресс-шайбы, и участок меньшего диаметра, превышающего диаметр нерабочей части пресс-шайбы, и установлено с возможностью свободного движения указанной внутренней поверхности вдоль боковых поверхностей пресс-шайбы и пуансона.
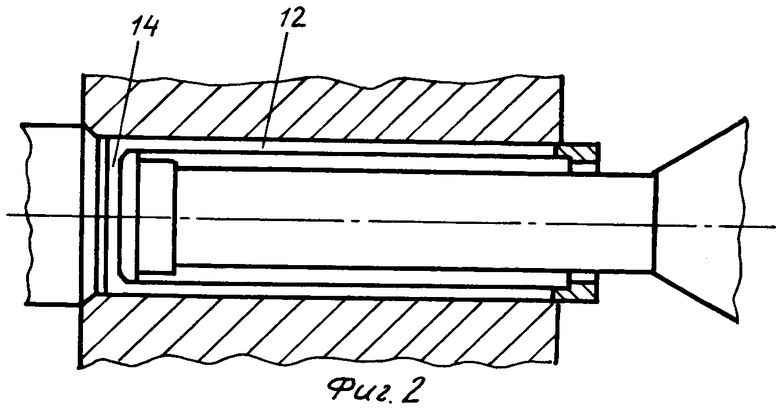
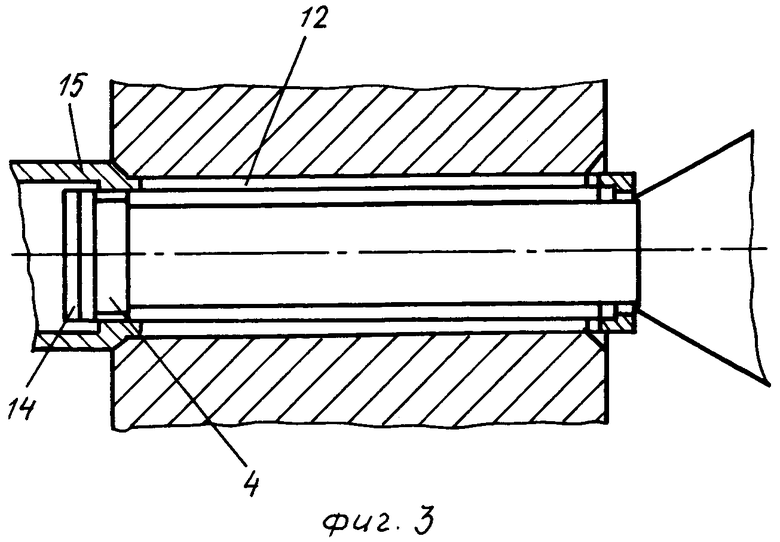
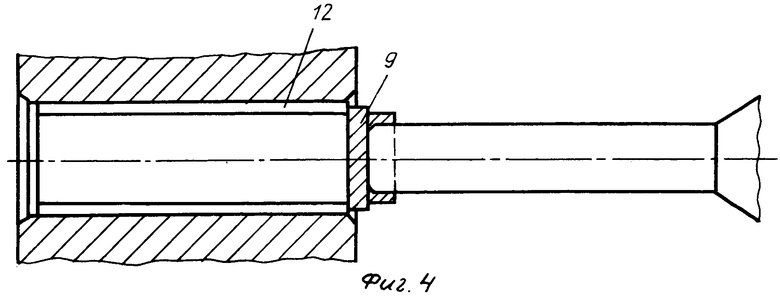
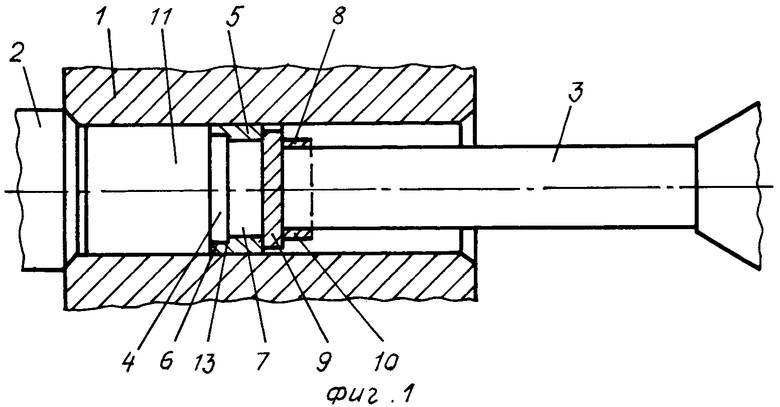
На фиг.1 показано заявляемое устройство для прессования толстостенной трубы - в исходном положении после распрессовки слитка; на фиг.2 показано окончание процесса прессования и образование пресс-остатка 14; на фиг.3 - отделение пресс-остатка 14 от пресс-изделия 12 и выталкивание пресс-шайбы 4 вместе с пресс-остатком 14; на фиг.4 - выталкивание готовой трубной заготовки 12 из полости контейнера 1.
На фигурах, кроме уже указанных, введены следующие обозначения: заглушка 2 контейнера 1 (ее функцию выполняет, как правило, глухой матрицедержатель), пуансон 3, центрирующее кольцо 5, внутренняя поверхность которого образована участком 6 большего диаметра и участком 7 меньшего диаметра, толкатель 8 центрирующего кольца 5 и пресс-шайбы 4 в виде диска 9 с закрепленной на нем обечайкой 10, слиток 11.
Устройство работает следующим образом. По оси с пуансоном 3 позиционируют пресс-шайбу 4 и на наружную боковую поверхность пресс-шайбы 4 устанавливают центрирующее кольцо 5. В осевом направлении центрирующее кольцо 5 фиксируют по отношению к пресс-шайбе 4 с помощью торца бурта 13 образованного при переходе от участка 6 большего диаметра внутренней поверхности центрирующего кольца 5 к участку 7 меньшего диаметра той же поверхности кольца 5. В предварительно прогретый и закрытый с передней стороны заглушкой 2 контейнер 1 помещают нагретый до температурного интервала прессования слиток 11 и распрессовывают его пуансоном 3 и с участием толкателя 8 и центрирующего кольца 5 - пресс-шайбой 4. Удержание при распрессовке слитка центрирующего кольца 5 от осевого смещения в сторону, обратную движению пуансона 3, производят толкателем 8, установленным между торцом пуансона 3 с одной стороны и пpecc-шaйбoй 4 и центрирующим кольцом 5 с другой стороны: толкатель 8 своим диском 9 удерживает центрирующее кольцо 5 от указанного смещения, а его обечайка 10 свободно лежит на теле пуансона, не позволяя толкателю 8 упасть вниз. Затем пуансон 3 отводят и толкатель 8 удаляют.
Начинают процесс обратного прессования толстостенной трубы 12, в начальной стадии которого центрирующее кольцо 5 выполняет свою главную функцию, а именно, двигаясь своей "наружной поверхностью по поверхности втулки контейнера 1, а внутренней поверхностью, конкретно - участками большего 6 и меньшего 7 диаметров, по соответствующим поверхностям пресс-шайбы 4, кольцо 5 строго центрирует в начальный момент прессования пpecc-шaйбy 4 относительно неподвижного узла ГГП (внутренней, то есть рабочей втулки контейнера 1) и тем самым значительно снижает разностенность и повышает размерную точность трубной заготовки за счет центровки в первоначальный момент прессования. В течение всего процесса обратного прессования центрирующее кольцо 5 продолжает движение внутри контейнера 1 вместе с пресс-изделием 12, примыкая к его торцу.
Прессование ведут до технически возможного конца, то есть до образования пресс-остатка 14 (фиг.2) толщиной, зависящей, в числе прочих факторов, главным образом от номинального усилия ГГП. По окончании прессования заглушку 2 (глухой матрицедержатель) заменяют на полый матрицедержатель 15 (фиг.3), ходом пуансона 3 с установленной на его торце пресс-шайбой 4 отделяют пресс-остаток 14 от пресс-изделия 12 (фиг.3) и, вновь установив толкатель 8 (фиг.4), выталкивают отпрессованную трубную заготовку 12 из полости контейнера 1; тем самым полный цикл прессования толстостенной трубной заготовки завершается.
Преимущества предлагаемого устройства по сравнению с известными, особенно при использовании прутково-профильных (то есть неспециализированных для прессования труб) прессов, состоят в расширении технологических возможностей прессования при применении предлагаемого устройства и достигаются следующим образом.
Значительное повышение точности прессованной толстостенной трубы обеспечивают за счет стабильности центровки инструмента пресса путем существенного снижения несоосности между контейнером и пресс-шайбой. Последнее достигают оригинальным и простым, но эффективным конструктивным решением - установкой между пресс-шайбой и втулкой контейнера центрирующего кольца и дополнительно - установкой толкателя между центрирующим кольцом с пресс-шайбой и пуансоном. Такое техническое решение позволило создать достаточно жесткую и в то же время легко разборную и подвижную конструкцию, обеспечивающую необходимую точность настройки инструмента на самом важном этапе - в начальный момент прессования. В дальнейшем, на последующих этапах прессования, вплоть до завершения процесса и образования пресс-остатка, как показывает практика, стабильность центровки не нарушается, т.к. первоначально образовавшийся кольцевой слой металла весьма высокой точности удерживает пресс-шайбу от поперечного смещения и разностенность пpeccoвaннoй трубы по всей ее длине укладывается в надлежащее поле допусков.
Например, прессование медной трубы наружным диаметром 310 мм и внутренним диаметром 235 мм (235×310 мм) на ГГП усилием 35 МН из слитка диаметром 295 мм и длиной 460 мм без применения центрирующего кольца оказалось неосуществимым в принципе вплоть до возникновения аварийной ситуации, а именно: вследствие присущей обычным прутково-профильным прессам значительной расцентровки и существенной разницы между диаметром втулки (310 мм) и диаметром слитка (295 мм) возникло сугубо неосесимметричное течение металла, и получить нормальную трубу не удалось. При прессовании в тех же условиях, но с использованием центрирующего кольца получили медную трубу длиной 900 мм указанных размеров поперечного сечения с разностенностью ±1,0...1,5 мм
Применение успешно используемого в производстве предлагаемого устройства оказалось особенно эффективным при прессовании медных толстостенных труб, предназначенных для изготовления из них рубашек кристаллизаторов и изложниц. Медная рубашка кристаллизатора для полунепрерывного литья слитков из тяжелых цветных металлов и сплавов (меди, никеля и сплавов на их основе) представляет собой довольно короткую трубу с буртами по обоим торцам, длина ее колеблется от 150 до 500 мм, диаметр находится в пределах 180...450 мм (информация взята с конкретного производства - Каменск-Уральского завода по обработке цветных металлов)
Как деталь литейной оснастки рубашка, являющаяся формообразователем слитка, непосредственно контактирует с жидкими расплавами и довольно часто выходит из строя вследствие влияния большего числа отрицательных факторов. В связи с этим, а также по причине разнообразия размерного ряда отливаемых слитков литейное производство постоянно испытывало нужду в рубашках кристаллизаторов различных диаметров и длин. До использования заявляемого устройства их получали токарной обработкой из сплошных цилиндрических кованых заготовок, что порождало высокую трудоемкость обработки, низкую производительность и огромные потери металла в стружку. Так, например, для рубашки с внутренним диаметром 194 мм, наружным диаметром 220 мм (то есть 194×220 мм) и высотой 410 мм масса сплошной кованой заготовки составляет 300 кг, а масса трубной прессованной заготовки 85 кг. Нормы времени: на ковку 3 ч; на токарную обработку 9,6 и 6 ч соответственно. Масса стружки 260 и 36 кг; безвозратные потери при переплавке стружки 23 и 3 кг.
В отличие от ранее применявшейся технологии при использовании предлагаемого устройства для получения рубашки нужного диаметра необходимо выпрессовать трубу с припуском на наружный диаметр, достаточным для получения буртов при токарной обточке. С целью минимизации отходов при резке длину прессованной трубы легко рассчитать кратной длине готовой детали, т.е. рубашки или изложницы.
В качестве примера конкретной реализации применения заявленного устройства в производственных условиях ниже рассмотрено получение прессованной толстостенной трубы из меди марки M1 диаметрами 235×310 мм из слитка диаметром 295 и длиной 460 мм на ГГП усилием 35 МН при температуре нагрева слитка перед прессованием 800...850°С. Согласно вышеописанной схеме проводили прессование с использованием инструментальной наладки, включающей центрирующее кольцо и толкатель, с получением трубы длиной ~900 мм. Удаление пресс-остатка толщиной ~20 мм проводили описанным ранее образом. Полученную трубу после охлаждения разрезали на части, из которых с минимальной трудоемкостью и незначительными потерями металла в стружку вытачивали рубашки кристаллизаторов для полунепрерывного литья слитков диаметром 245 мм.
Полная номенклатура толстостенных прессованных труб из меди марки M1, получаемых с помощью предлагаемого устройства и применяемых на Каменск-Уральском заводе ОЦМ для изготовления рубашек кристаллизаторов полунепрерывного литья и медных водоохлаждаемых изложниц наполнительного литья, включает следующие диаметры, мм: 285×345; 235×310; 185×255; 158×208 (размеры приведены “горячие”). Полученные толстостенные трубы вышеуказанных диаметров разрезают: для рубашек высотой 175 мм - на 4-5 частей; для рубашек высотой 275 мм - на 3-4 части; для рубашек высотой 410 мм - на 2 части; при изготовлении водоохлаждаемых изложниц, предназначенных для наполнительного литья, прессованную трубу не разрезают. Из порезанных на мерные длины заготовок вытачивают рубашки кристаллизаторов для полунепрерывного литья слитков диаметрами, мм: 295, 245, 190 и 165.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Ерманок М.З., Фейгин В.И. Производство профилей из алюминиевых сплавов. М.: Металлургия. 1972, 272 с.
2. Перлин И.Л., Райтбарг Л.Х. Теория прессования металлов. М.: Металлургия. 1975, 448 с.
3. Шевакин Ю.Ф., Грабарник Л.М., Нагайцев А.А. Прессование тяжелых цветных металлов и сплавов. М.: Металлургия, 1987, 246 с.
4. Ерманок М.З., Фейгин В.И., Сухоруков Н.А. Прессование профилей из алюминиевых сплавов. М.: Металлургия, 1977, 264 с.
5. Ерманок М.З. Производство труб из цветных металлов и сплавов за рубежом. Ч.1. Зарубежные стандарты на трубы из цветных металлов и технология их производства. М.: Минцветмет СССР, 1967, 118 с.
6. Ерманок М.З., Скоблов Л.С. Прогрессивные способы производства полых профилей из легких сплавов. М.: Металлургия, 1969, 95 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПОЛЫХ ИЗДЕЛИЙ | 2015 |
|
RU2605875C1 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2007 |
|
RU2350420C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ МЕДНЫХ ЖАРОПРОЧНЫХ СПЛАВОВ | 2024 |
|
RU2830626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве из различных металлов и сплавов толстостенных труб, предназначенных либо для последующей прокатки, либо для изготовления различных деталей вместо сплошных литых или кованых заготовок. Устройство содержит соосно расположенные контейнер, заглушку контейнера, пуансон и глухую пресс-шайбу. Диаметр рабочей части пресс-шайбы превышает диаметр пуансона. Между боковой поверхностью пресс-шайбы и контейнером установлено центрирующее кольцо. Кольцо имеет возможность перемещения в направлении, обратном направлению движения пуансона при прессовании. Устройство оснащено толкателем, размещенным между центрирующим кольцом и пресс-шайбой с одной стороны и пуансоном с другой стороны. В результате обеспечивается повышение точности толстостенных прессованных труб, в первую очередь - по толщине стенки, и существенное увеличение длины получаемой трубной заготовки. 2 з.п. ф-лы, 4 ил.
| ШЕВАКИН Ю.Ф., ГРАБАРНИК Л.М., НАГАЙЦЕВ А.А | |||
| Прессование тяжелых цветных металлов и сплавов | |||
| - М.: Металлургия, 1987, с.7-8, рис.4 | |||
| Штамп для изготовления полых предметов из сплошных заготовок | 1936 |
|
SU50527A1 |
| Штамп для выдавливания полых изделий типа стаканов | 1988 |
|
SU1538982A1 |
| Инструмент для изготовления полых изделий методом обратного прессования | 1975 |
|
SU619358A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
| Генератор кодирующих или декодирующих байтов | 1983 |
|
SU1207407A3 |
| Устройство для измерения плотности | 1988 |
|
SU1547510A1 |

