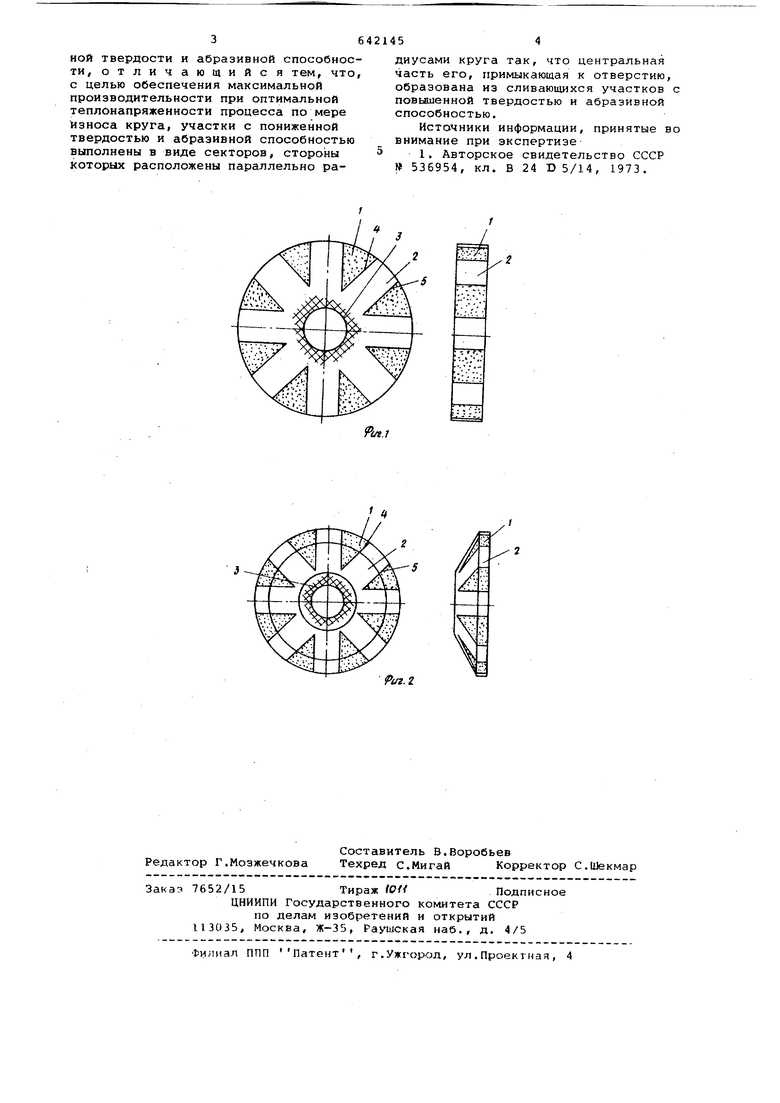
Изобретение относится к области изготовления алмазно-абразивного ин струмента. Известны конструкции шлифовальны кругов, выполненных в виде чередующихся по твердости и абразивной спо собности участков, обеспечивающих при номинальном диаметре инструмента оптимальнее соотношение длин тверды и мягких участков ij . По мере изно са круга это соотношение остается тем же, однако общая длина твердьгх участков уменьшается, что сказывается на производительности круга по мере его износа. Кроме того, снижается прочность круга из-за ослабления мягкими участ ками части круга, прилегающей к отверстию. Цель изобретения - обеспечение максимальной производительности при оптимальной теплонайряженности процесса по мере износа круга. В предлагаемом шлифовальном круге соотношение между твердыми и мягкими участками увеличивается по мере износа круга за счет сохранения постоянства длины твердых участков и vмeньшeния - мягких. Для этого участки с пониженной твердостью и абразивной способностью выполняют в виде секторов, стороны которых параллельны радиусам круга, и располагают так, что центральная часть круга, примыкающая к отверстию, образуется из сливающихся участков с повышенной твердостью и абразивной способностью. На фит. 1 показан круг плоской формы; на фиг. 2 - круг тарельчатой формы. Шлифовальный круг состоит из Мягких участков - секторов 1 и твердых участков 2, расположенных так, чтобы часть круга 3, прилегающая к отверстию, состояла из сливающихся твердых участков. При этом стороны 4 и 5 сектора 1 параллельны радиусам круга. При износе круга, т.е. при уменьшении его радиуса, длина твердых участков остается постоянной, а длина мягких участков уменьшается, что позволит .подшерживать оптимальную производительность шлифования. Формула изобретения Шлифовальный круг, выполненный в виде чередую1цихся участков различной твердости и абразивной способности, отличающийся тем, что, с целью обеспечения максимальной производительности при оптимальной теплонапряженности процесса по мере износа круга, участки с пониженной твердостью и абразивной способностью выполнены в виде секторов, стороны которых расположены параллельно радиусами круга так, что центральная часть его, примыкающая к отверстию, образована из сливающихся участков с повьвиенной твердостью и абразивной способностью.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР 536954, кл. В 24 ТЭ5/14, 1973.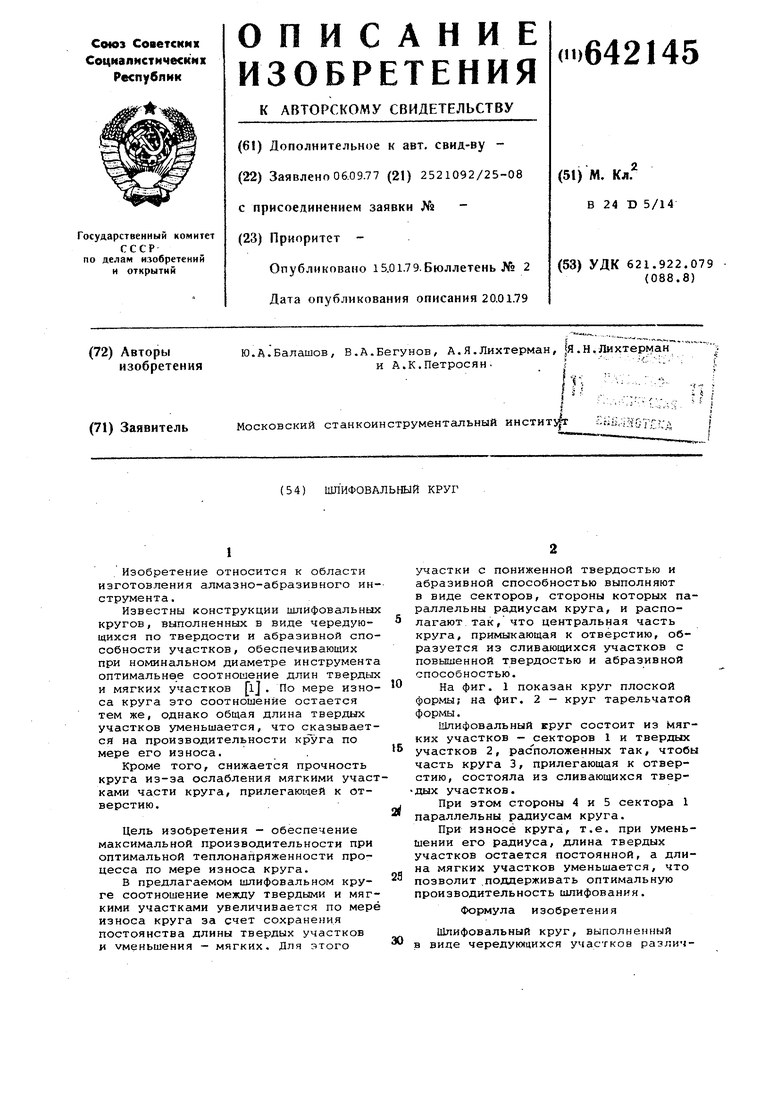
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа | 1977 |
|
SU683923A1 |
| Шлифовальный круг | 1983 |
|
SU1144863A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2016 |
|
RU2664842C1 |
| АБРАЗИВНЫЙ КРУГ | 2004 |
|
RU2282531C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| Шлифовальный круг | 1984 |
|
SU1215971A1 |
| СКЛЕЕННОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2600464C2 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 1998 |
|
RU2146604C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ТЕХНОЛОГИЧЕСКОЙ СМЕСИ В ЗОНУ ШЛИФОВАНИЯ ГИДРОУДАРОМ | 2001 |
|
RU2187424C1 |
и2.г
