наружной поверхности, причем радиальные отверстия расположены между витками нарезки.
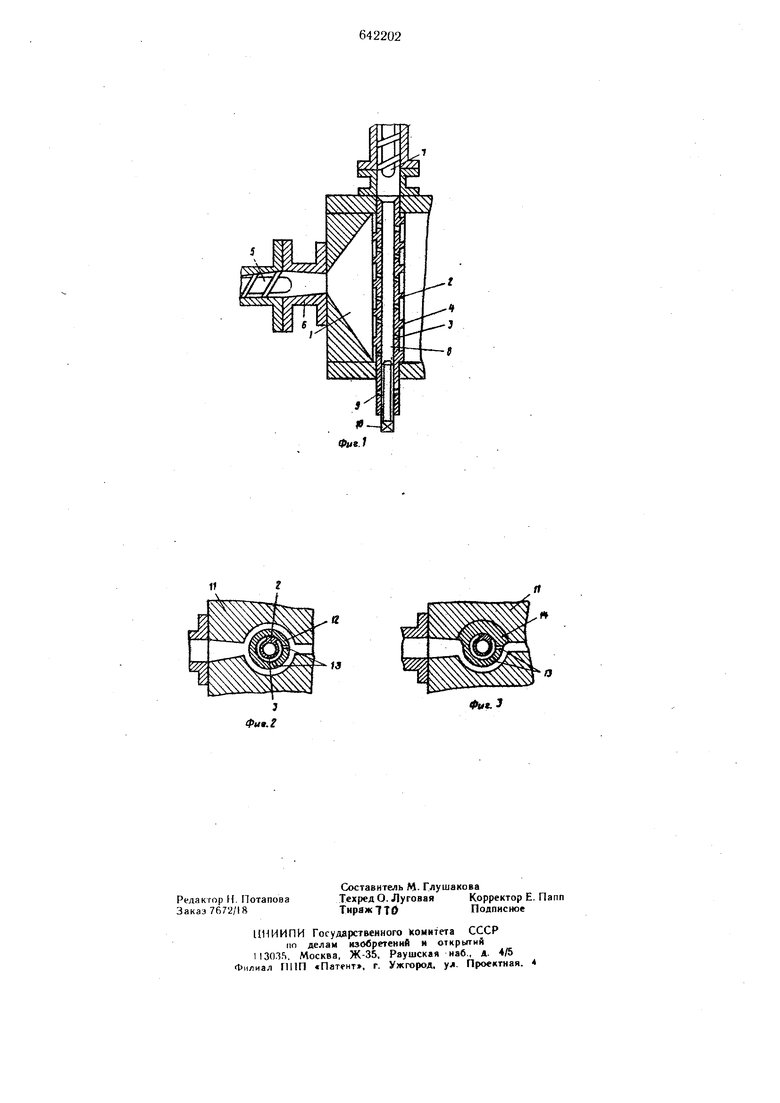
Кроме того, для обеспечения простоты обслуживания полый вал снабжен запорным элементом, расположенным на его конце. На фиг. 1 изображен общий вид экструзионной головки в разрезе; на фиг, 2 - вариант, выполнения полого вала со втулкой, установленной в корпусе с зазором; на фиг. 3 вариант выполнения полого вала со втулкой, частично соприкасающейся с корпусом.
Экструзнонная головка содержит расположенный в канале 1 головки перпендикуляр-но основному потоку расплава полимера приводной полый вал 2 с нарезкой по наружной поверхности с радиальными отверстля.н 3, расположенными между витками 4 нарезки для подвода расплава другого цвета. Экструзионная головка крепится к; экструдеру 5с помощью фланца 6.
К экструзиоиной головке примь кает вспомогательный экструдер 7, имеющий сквозное отверстие 8 с боковым выходом 8, закрываемое заглушкой 10. Между полым валом 2 и корпусом i i головки установлена неподвижная втулка 12 с расположенными в определенном порядке радиальными отверстиями 13, не соприкасающаяся со стенками канала I экструзиоиной головки. Втулка 14 уст.аяовленз частично соприкасающейся с корпусом И.
Расплав полимера основного цвета из экструдера поступает через фланец 6 в канал 1 плоскощелевой экструзионной головки. Расплав полимера другого цвета ггодается из вспомогательного экструдера 7 во внутреннюю полость. полого вала 2 и через радиальные отверстия 3 выдавливается в пространство канала 1 экструзиониой головки. В это же пространство поступает л расплав полимера основного , цвета. За счет вращения полого вала 2 происходит частичное смешение полимеров обоих цветов с получением, двухцветного листа типа «черепаха.
. При открытой заглушке 10 и работающем экструдере обеспечивается быстрая очистка полости шнека через ©тверстие 8 и 9 от остатков полимера что .необходимо при переходе с одного цвета изделий на другой или для очистки от частично деструктированных остатков полимера при его длительном нагреве в головке,.
Втулка 12 с расположенными в.определенном порядке радиальными отверстиями 13 не соприкасается со стенками корпуса И экструзиониой головки и поэтому с обеих сторон обтекается снаружи расплавом полимера основного цвета.
Втулка 14 может быть выполнена частично соприкасаюплсйся с корпусом I 1 экструзиоиной головки и поэтому только с олной стороны обтекается расплавом основного цвета, на поверхность которого из oteepстий 13 периодически выдавливается расплав полимера дополнительного цвета.
Если по ходу движения расплава полимера основного цвета располагать несколько распределительных валов вышеописанных конструкций, питаемых расплавами полимеров различных цветов из дополнительных экструдеров, io можно получить многоцветные листы.
Экструзионная головка позволяет более равномерно распределить смеси основного и дополнительного расплавов по всей ширине экструзионной головки.
. Экструзноиная головка удобна в обслуживании и экономична, так как за счет сменных распределительных валов легко и быстро трансформируется из одного типа в другой и пригодна для получения как однослойных, так и многоцветных и многослойных листов с различными декор§тив} ыми-эффектами. Ее использование в промыщлениости пластмасс позволит значительно раснлфить ассортимент декорированных листов н избежать затрат на изготовление дорогостоящей формующей оснастки для каждого типа листа или пленки.
Формула изобретения
. Плоскощелевая экструзионная головка для изготовления многоцветных издавши, содержащая расположенн.ый в канале головки перпендикулярно основному потоку расплава полимера прнводнор полый вал и с радиальными отверстиями для подвода рас-. плава другого цвета, отличающаяся тем, что, с целью улучщения .качества получаемых изделий за счет эффективногосмешивания основного и вспомогательного расплава, полый вал выполнен с винтовой нарезкой по наружной поверхности, причем радиальные отверстия расположены между витками нарезки.
2. Плоскощелевая экструзионная голов ка по п. 1, отличающаяся тем, что, .с целью обеспечения простоты обслуживания, полый вал снабжен запорным элементом, расположенным на его конце.
Источ)шки информации, принятые во внимание при экспертизе
1.Патент США jY 2803041, кл. 264-75, 1957.
2.Патент Великобритании № 1360917, кл. в 5 А, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНОЙ ПЛЕНКИ НА ОСНОВЕ ПОЛИПРОПИЛЕНА С НАПОЛНИТЕЛЕМ ИЗ КАРБОНАТА КАЛЬЦИЯ | 2015 |
|
RU2599586C1 |
| ЭКСТРУЗИОННЫЙ СПОСОБ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2447995C2 |
| ЭКСТРУЗИОННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКОЙ НИТИ ИЗ СИНТЕТИЧЕСКОГО СЫРЬЯ | 2011 |
|
RU2448831C2 |
| ЭКСТРУДЕР | 1997 |
|
RU2118258C1 |
| ШИРОКОЩЕЛЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА | 1973 |
|
SU362532A1 |
| Плоскощелевая экструзионная головка | 1985 |
|
SU1315338A1 |
| УСТАНОВКА И СПОСОБ ФОРМИРОВАНИЯ РАЗЛИЧНЫХ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ ИЗ ОДНОГО РАСПЛАВА | 2012 |
|
RU2605963C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРНОГО ПОЛИКАРБОНАТНОГО ЛИСТА | 2009 |
|
RU2422275C1 |
| Плоскощелевая экструзионная головка | 1984 |
|
SU1219396A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ МНОГОСЛОЙНОЙ ШТУЧНОЙ КРОВЕЛЬНОЙ ТЕРМОЧЕРЕПИЦЫ | 2017 |
|
RU2668901C1 |
Фиг. У
