I
Изобретение относится к изготовлению резинотехнических изделий и предназначено для местной вулканизации при ремонте, например, конвейерных лент.
Известно устройство для местной вулканизации, содержащее пару прессующих элементов, выполненных в виде гибких пластин, средства их взаимного крепления и изгиба для создания прессового усилия (1).
Недостаток известного устройства трудоемкость изгибания пластин, вызванная выполнением указанных средств в виде соединительных болтов и винтовой стя-жки, соединяющей концы пластин в плоскости их изгиба.
Наиболее близким к изобретению является устройство для местной вулканизации, содержащее пару Прессующих элементов, выполненных в виде дорна и охватывающего его эластичного элемента, замковый эластичный ленточный элемент, концы которого связаны друг с другом посредством стержня, источник давления, соединенный с одним из пары прессующих элементов (21.
Наличие опоры для дорна и выполнение его жестким исключает возможность размещения его на верхней поверхности издеЛИЯ для проведения местной вулканизации, что затрудняет обслуживание устройства при ремонте изделия в эксплуатационных условиях последнего. Кроме того, ограничено прессовое усилие.
Цель изобретения - облегчение обслуживания при ремонте резинотехнического изделия в эксплуатационных условиях последнего.
ПостаВх1енная цель достигается тем, что охватывающий дорн эластичный элемент выполнен а виде листа и снабжен электро- нагревателями, смонтированными в нем, причем, дорн выполнен в виде резинотканевого рукава с размещенными в его стенках электронагревателями, соединенного с . источником давления.
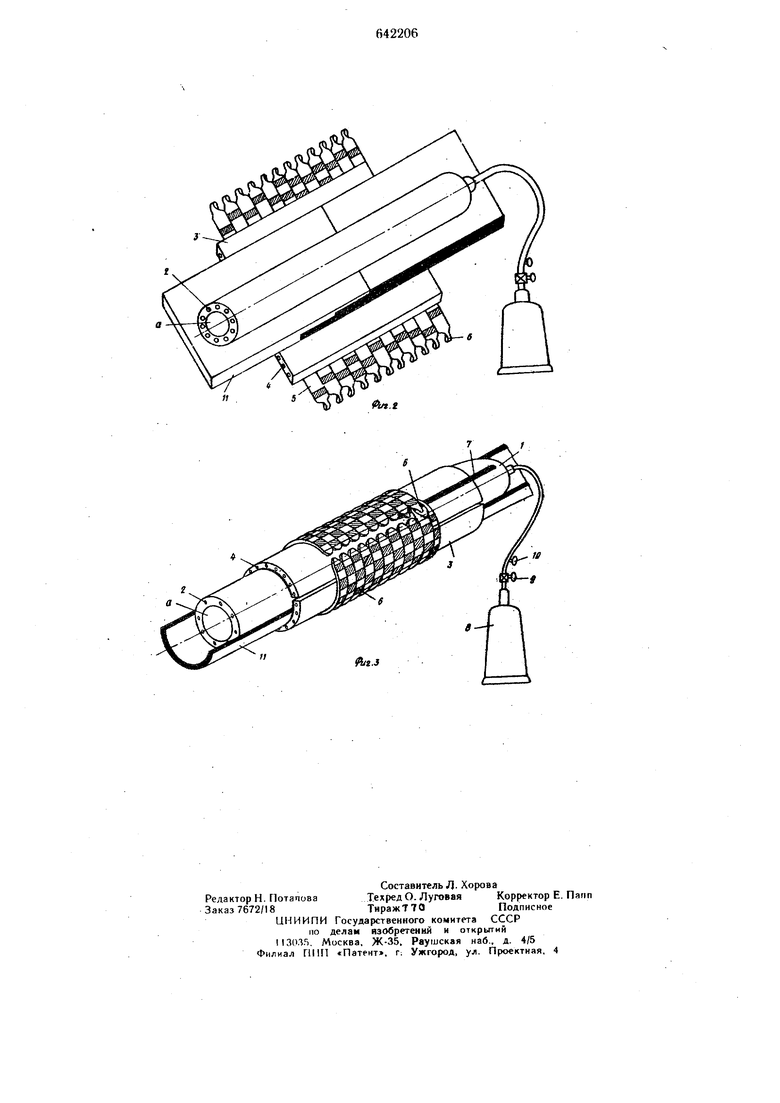
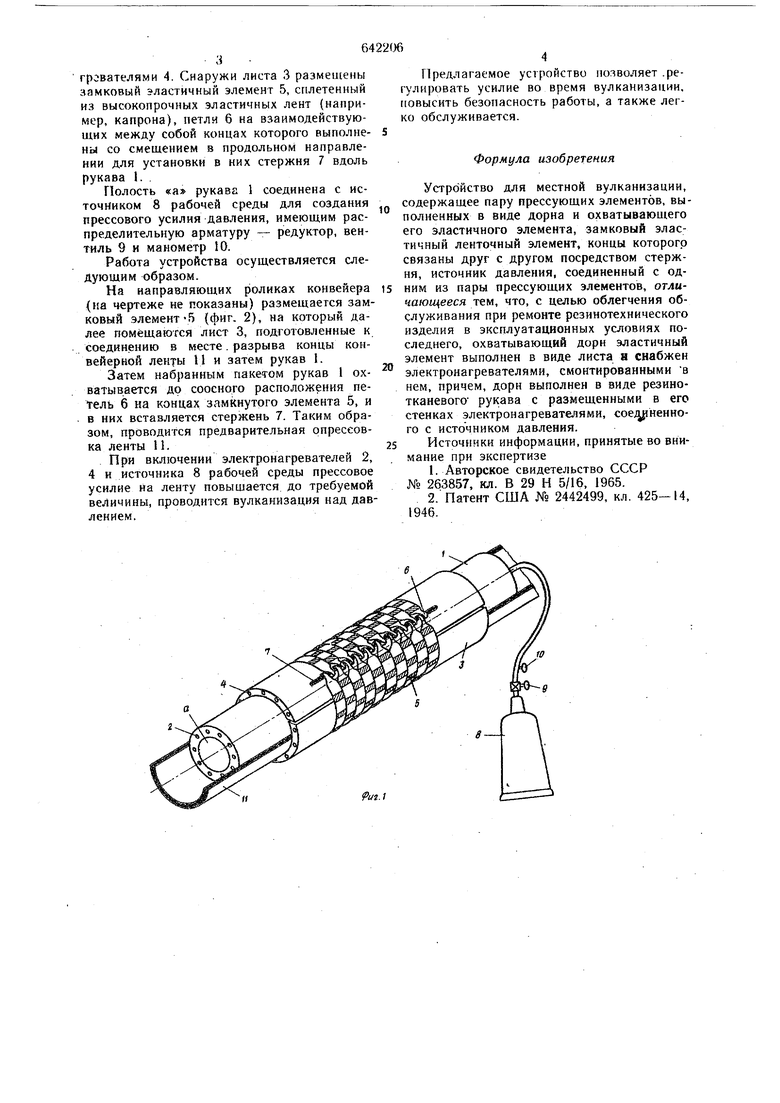
На фиг. I показано предлагаемое устройство, общий вид; на фиг. 2, 3 - то же, на стадиях сборки.
Устройство для местной вулканизации содержит пару прессующих элементов, один из которых - дорн - выполнен в виде резинотканевого рукава I с электронагревателями 2 в его стенке, другой - охватывающий его эластичный элемент - в виде листа 3 со смонтированными в нем электронагрователями 4. Снаружи листа 3 размещены замковый эластичный элемент 5, сплетенный из высокопрочных эластичных лент (например, капрона), петли 6 на взаимодействующих между собой концах которого выполнены со смещением в продольном направлении для установки в них стержня 7 вдоль рукава I. Полость «а рукава 1 соединена с источником 8 рабочей среды для создания прессового усилия давления, имеющим распределительную арматуру редуктор, вентиль 9 и манометр 10. Работа устройства осуществляется следующим образом. На направляющих роликах конвейера (иа чертеже не показаны) размещается замковый элемент-5 (фиг. 2), на который далее помещаются лист 3, подготовленные к соединению в месте. разрыва концы конвейерной ленты 11 и затем рукав 1. Затем набранным пакетом рукав 1 охватывается до соосного расположения петель 6 на концах замкнутого элемента 5, и в них вставляется стержень 7. Таким образом, проводится предварительная опрессовка ленты 11. При включении электронагревателей 2, 4 и источника 8 рабочей среды прессовое усилие на ленту повышается до требуемой величины, проводится вулканизация над давлением. Предлагаемое устройство позволяет.регулировать усилие во время вулканизации, повысить безопасность работы, а также легко обслуживается. Формула изобретения Устройство для местной вулканизации, содержащее пару прессующих элементов, выполненных в виде дорна и охватывающего его эластичного элемента, замковый эластичный ленточный элемент, концы которого связаны друг с другом посредством стержня, источник давления, соединенный с одним из пары прессующих элементов, оглычающееся тем, что, с целью облегчения обслуживания при ремонте резинотехнического изделия в эксплуатационных условиях последнего, охватывающий дорн эластичный элемент выполнен в виде листа н снабжен электронагревателями, смонтированными в нем, причем, дорн выполнен в виде резинотканевого рукава с размещенными в его стенках электронагревателями, сое; ненного с источником давления. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 263857, кл. В 29 Н 5/16, 1965. 2.Патент США № 2442499, кл. 425-14, 1946.
.f
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОРНЫХ РЕЗИНОТКАНЕВЫХ РУКАВОВ | 2008 |
|
RU2376141C1 |
| АНТИАДГЕЗИВНЫЙ СОСТАВ | 1999 |
|
RU2158746C2 |
| ДОРН ДЛЯ СБОРКИ И ВУЛКАНИЗАЦИИ УГЛОВЫХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2008 |
|
RU2376137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБ НА ЭЛАСТИЧНОМ ДОРНЕ | 2009 |
|
RU2458276C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ВУЛКАНИЗАЦИИ ПОД ДАВЛЕНИЕМДЛИННОМЕРНЫХ ИЗДЕЛИЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ12 | 1971 |
|
SU426858A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ РЕЗИНОТКАНЕВЫХРУКАВОВ | 1970 |
|
SU288294A1 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| Способ изготовления резинотехнических рукавов с ответвлениями | 1990 |
|
SU1766701A1 |
| Устройство для местной вулканизации | 1980 |
|
SU1033360A1 |