Изобретение относится к машиностроению, в частности к оборудованию для изготовления угловых рукавов высокого давления, предназначенных для использования в системах судовых трубопроводов.
Известно устройство для изготовления рукавов высокого давления (В.А.Лепетов. Резинотехнические изделия. Химия, 1976 г., с.113, 123) в виде прямого, гибкого и гладкого неразборного дорна из стали или легких сплавов, который используется для производства только прямых рукавов высокого давления без концевой заделки. После изготовления прямого рукава дорн извлекают, разрезают вулканизованный рукав на части определенной длины. Производят соединение концевой заделки с силовым каркасом рукава. При монтаже в трубопровод рукав принудительно изгибают.
Недостатками известного устройства являются невозможность сборки и вулканизации углового рукава с концевой заделкой, искажение при монтаже внутреннего диаметра рукава относительно малой длины (излом рукава), изготовленного на таком дорне, невозможность обеспечения внутреннего прессующего давления для вулканизации углового рукава.
Наиболее близкой по технической сущности и достигаемому техническому результату (прототип) является опора для резиновых и резиноподобных труб и рукавов (патент США №3814565, НКИ 425/392, выд. 04.07.74 г.), состоящая из металлической спирали, покрытой оплеткой из по меньшей мере двух спиралей металлических, которая после сборки прямого рукава монтируется в рукав и деформируется в желаемую форму.
Недостатками известного устройства являются трудность извлечения опоры за счет жесткости пружины и возникающего трения между внутренним слоем резины рукава с металлом опоры, устройство опоры не обеспечивает возможность подачи внутреннего прессующего давления при вулканизации углового рукава.
Техническим результатом предложенного изобретения является конструкция разборного дорна с диафрагмой варочной, имеющего вид части тора с цилиндрическими участками на концах, позволяющая производить сборку и вулканизацию углового рукава с концевой заделкой. Конструкция дорна позволяет осуществлять вулканизацию углового рукава при давлении пара, подаваемого во внутреннюю полость дорна. Конструкция обеспечивает извлечение дорна из углового рукава после сборки и вулканизации даже при наличии цилиндрических (прямых) участков концевой заделки.
Технический результат достигается тем, что дорн с диафрагмой варочной выполнен разборным в виде части тора с цилиндрическими участками на концах и состоит из стержней, расположенных по образующим, концы которых размещены в пазах наконечников и зафиксированы кольцами, наконечники соединены резьбовым соединением с центральным стержнем, расположенным на оси дорна. Концы диафрагмы варочной привулканизованы к наконечникам для образования замкнутой внутренней полости дорна. Вулканизация рукава производится давлением пара, подаваемого во внутреннюю полость дорна.
Сущность изобретения поясняется чертежами:
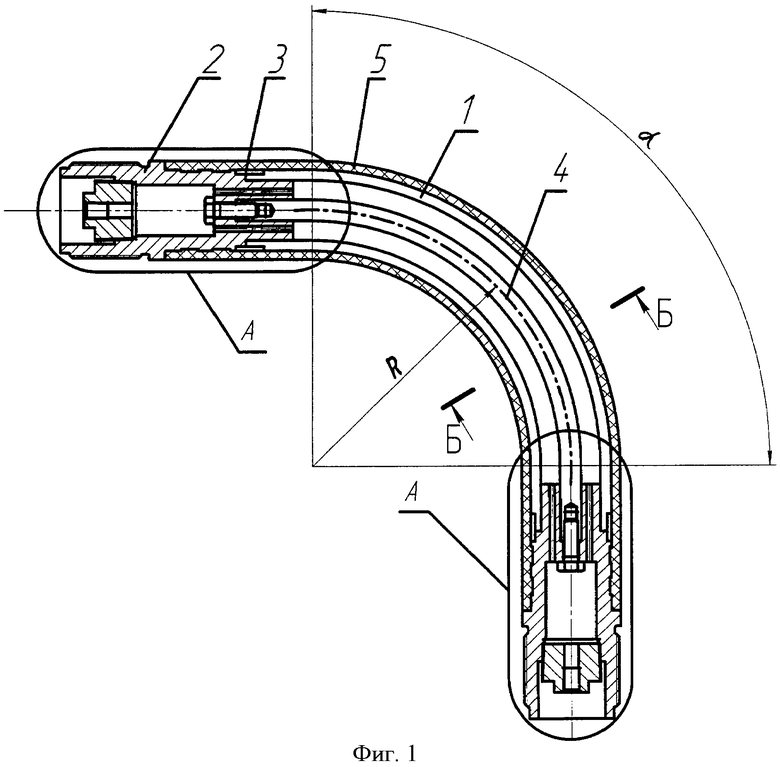
фиг.1 - общий вид дорна с диафрагмой варочной для сборки и вулканизации угловых рукавов высокого давления;
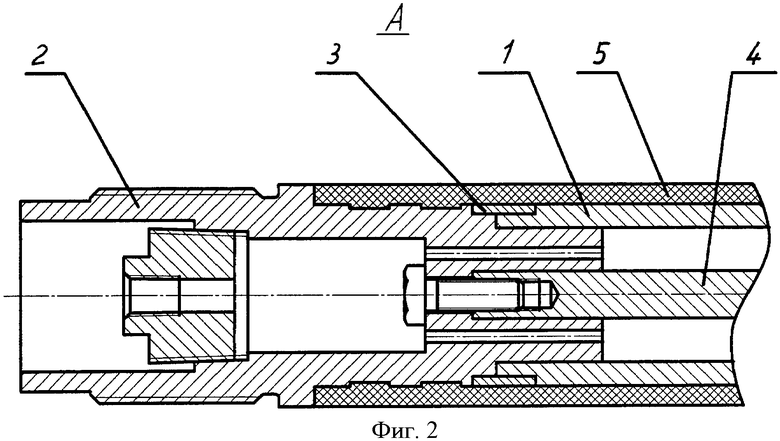
фиг.2 - вид А - концевая заделка дорна;
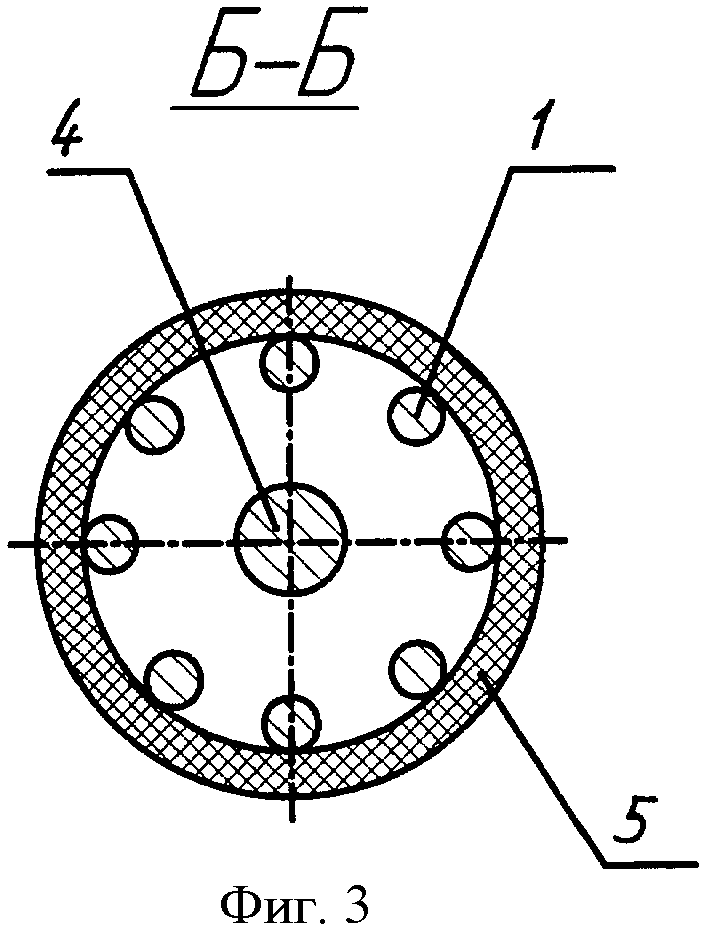
фиг.3 - разрез В - расположение стержней в дорне при сборке и вулканизации;
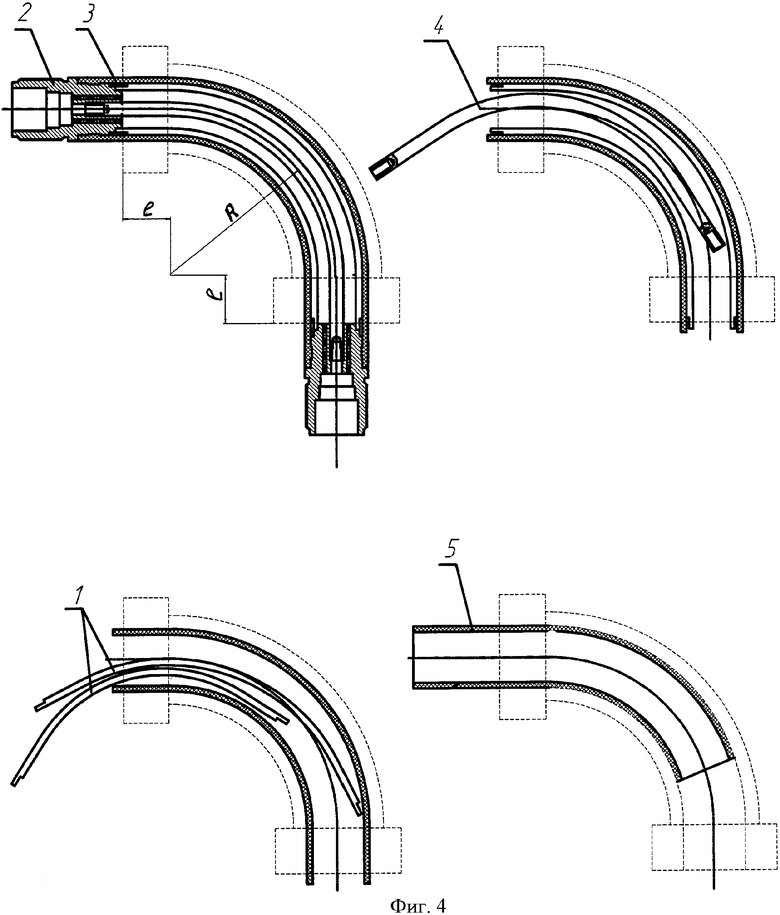
фиг.4 - извлечение дорна из углового рукава после вулканизации.
Дорн с диафрагмой варочной выполнен разборным в виде части тора с цилиндрическими участками на концах и состоит из стержней 1, расположенных по образующим, концы которых размещены в пазах наконечников 2 и зафиксированы кольцами 3, наконечники соединены резьбовым соединением с центральным стержнем 4, расположенным на оси дорна, и диафрагмы варочной 5, концы которой привулканизованы к наконечникам для образования замкнутой внутренней полости дорна.
Процесс сборки углового рукава на разборном дорне с диафрагмой варочной заключается в следующем.
Собирают дорн, для чего наконечники 2 соединяют резьбовым соединением с центральным стержнем 4, стержни 1 размещают в пазах наконечников 2, концы которых фиксируют кольцами 3, подготавливают на наконечниках 2 поверхности для приклейки диафрагмы варочной 5, собирают диафрагму варочную 5 и производят вулканизацию давлением пара, подаваемого во внутреннюю полость дорна.
На дорне с диафрагмой варочной производят сборку углового рукава с концевой заделкой, монтируют собранный рукав вместе с дорном в пресс-форму и производят вулканизацию давлением пара, подаваемого во внутреннюю полость дорна. Извлекают рукав с дорном из пресс-формы.
Разборка и извлечение дорна осуществляется в следующей последовательности: наконечники 2 отсоединяют резьбовым соединением от центрального стержня 4, отрезают диафрагму варочную 5 в зонах колец 3, извлекают наконечники 2 и центральный стержень 4, далее извлекают стержни 1 и оставшуюся часть диафрагмы варочной 5.
Предприятие имеет положительный опыт сборки качественных угловых рукавов высокого давления с концевой заделкой на разборном дорне с диафрагмой варочной и их эксплуатации в системе трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ РУКАВОВ-КОМПЕНСАТОРОВ | 2009 |
|
RU2418678C1 |
| СБОРОЧНЫЙ БАРАБАН ДЛЯ ВУЛКАНИЗАЦИИ РУКАВНЫХ ВСТАВОК КРИВОЛИНЕЙНОГО ТИПА | 2017 |
|
RU2665413C1 |
| Способ сборки узла заделки конца рукава | 1990 |
|
SU1702058A1 |
| Способ сборки узла заделки концов рукава | 1989 |
|
SU1629676A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРОТКИХ РЕЗИНОКОРДНЫХ КОМПЕНСАТОРНЫХ ВСТАВОК | 2012 |
|
RU2525310C2 |
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| СПОСОБ ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2376138C1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОЛЫХ РЕЗИНОКОРДНЫХ ИЗДЕЛИЙ | 2008 |
|
RU2384407C2 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| Заделка концевой арматуры рукавов высокого давления | 1990 |
|
SU1770661A1 |
Изобретение относится к оборудованию для изготовления угловых рукавов высокого давления с концевой заделкой. Техническим результатом заявленного изобретения является конструкция разборного дорна с диафрагмой варочной, позволяющая производить сборку и вулканизацию углового рукава с концевой заделкой и позволяющая обеспечивать извлечение дорна из углового рукава после сборки и вулканизации даже при наличии цилиндрических (прямых) участков концевой заделки. Технический результат достигается дорном для сборки и вулканизации угловых рукавов высокого давления. При этом дорн с диафрагмой варочной выполнен разборным в виде части тора с цилиндрическими участками на концах и состоит из стержней, расположенных по образующим, концы которых размещены в пазах наконечников и зафиксированы кольцами. Наконечники соединены резьбовым соединением с центральным стержнем, расположенным на оси дорна. 3 з.п. ф-лы, 4 ил.
1. Дорн для сборки и вулканизации угловых рукавов высокого давления, отличающийся тем, что дорн с диафрагмой варочной выполнен разборным в виде части тора с цилиндрическими участками на концах и состоит из стержней, расположенных по образующим, концы которых размещены в пазах наконечников и зафиксированы кольцами, наконечники соединены резьбовым соединением с центральным стержнем, расположенным на оси дорна.
2. Дорн по п.1, отличающийся тем, что его конструкция обеспечивает извлечение дорна из углового рукава после сборки и вулканизации даже при наличии цилиндрических участков концевой заделки.
3. Дорн по п.1, отличающийся тем, что концы диафрагмы варочной привулканизованы к наконечникам для образования замкнутой внутренней полости дорна.
4. Дорн по п.1, отличающийся тем, что вулканизация рукава производится давлением пара, подаваемого во внутреннюю полость дорна.
| DE 4435193 A1, 13.06.1996 | |||
| JP 55039342 A, 19.03.1980 | |||
| US 3814565 A, 04.06.1974 | |||
| Устройство для намотки трубчатыхКОлЕН | 1978 |
|
SU823157A1 |
| US 2001045689 A1, 29.11.2001 | |||
| ВСЕРОССИЙСКАЯ"""?ПАТ?НТНО-ТВ(НИЧЕСКЙР1БИБЛИОТЕКА | 0 |
|
SU234651A1 |

