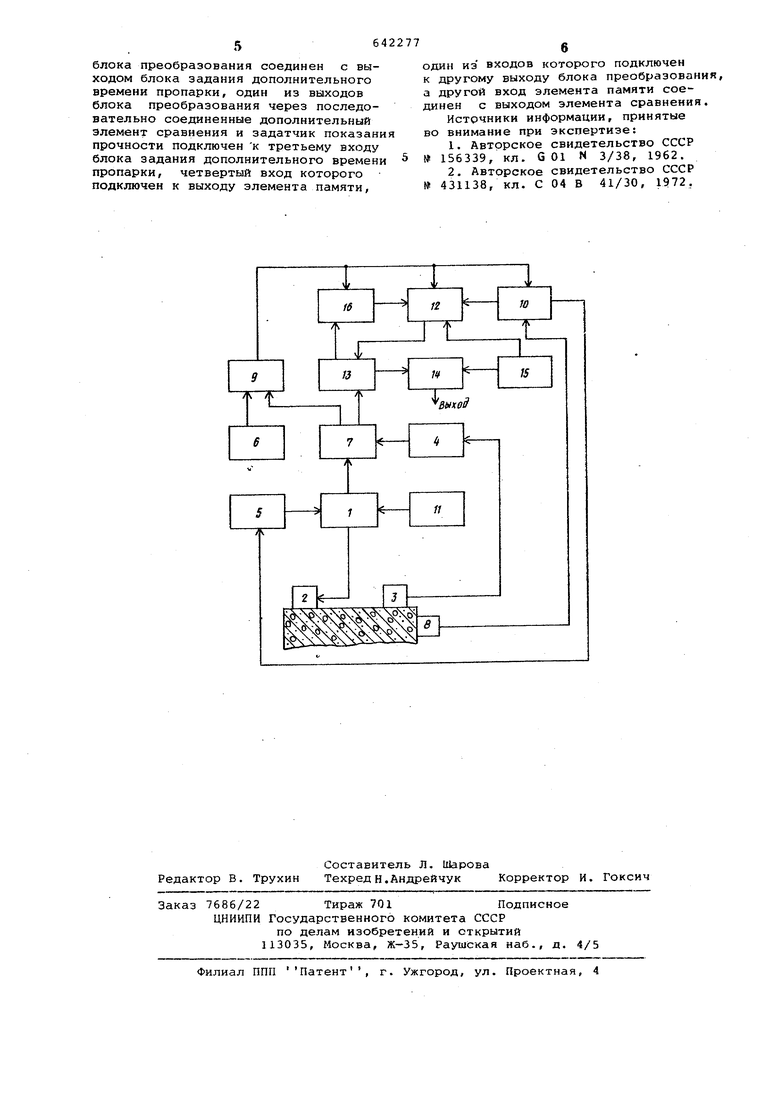
Изобретение относится к области строительной техники, в частности, к промьииленности строительных материа лов, и может быть использовано при изготовлении изделий из бетона. Известно устройство для контроля процесса тепловой обработки изделий бетона, содержащее генератор, счетчи преобразователи ультразвуковых колебаний и блок задержки l . Однако это устройство не учитывает возможные отклонения температуры от рас четного режима тепловой обработки, а следовательно, степень точности определения прочности снижается. Известно и другое устройство для контроля процесса тепловой обработки изделий из бетона или раствора по авт.св. № 431138, содержащее датчик, приемник ультразвуковых колебаний, элемент сравнения, задатчик интервала дискретного дифференцирования для учета температуры в изделии, измеритель изменения времени распространения ультразвуковых колебаний и соединенным с ним генератор импульсов, электронный к.гшч, блок задания дополнительного времени пропарки, измеритель температуры в изделии и задатчик контрольного времен причем выходы измерителя изменения времени распространения ультразвуковых колебаний, и задатчика контрольного времени соединены с элементом сравнения, выход которого соединен с первым входом блока задания дополнительного -времени пропарки и с первым входом электронного ключа, выход которого соединен со вторым входом блока задания, дополнительного времени пропарки и с задатчиком интервала дискретного дифференцирования, запускающим генератор импульсов, а второй вход электронного ключа соединен с измерителем температуры в издели1 2 . Это устройство позволяет определить изменение скорости ультразвуковых колебаний за принятую единицу относительного приведенного возраста, временной интервал принят ой единицы относительного приведенного возраста в зависимости от температуры в изделии, значение возраста и прочности бетона или раствора в любой момент процесса твердения при различных темаературных режимах. Однако такое устройство не обеспечивает требуемой точности контроля процесса тепловой обработки изделий из бетона. Цель изобретения повышение точности контроля процесса тепловой обработки. Эта цель достигается тем, что устройство для контроля процесса тепловой обработки изделий из бетона или раствора по авт.св. № 431138 снабжено блоком преобразования, элементом памяти, дополнительным элементом сравнения и задатчиком показания проч ности, причем один из входов блока преобразования подключен к соответствующему выходу измерителя изменения времени распространения ультразвуковых колебаний, другой вход блока преобразования соединен с выходом блока задания дополнительного времени пропарки, один из выходов преобразования через последовательно соединенные дополнительный элемент сравнен ия и задатчик показания прочности подключен к третьему входу блока задания дополнительного времени пропарки, чет вертый вход которого подключен к выходу элемента памяти, один из вхо дсЯз которого подключен к другому выхо ду блока преобразования, а другой вход элемента памяти соединен с выходом элемента сравнения. На чертеже схематично представлено предлагаемое устройство. Оно содержит генератор импульсов 1 датчик 2 и приемник 3 ультразвуковь1к колебаний -(УЗК) , установленные на изделии, усилитель-формирователь 4, связанный ВХОДОМ с приемником УЗК 3, задатчик. 5 интервала дискретного дифференцирования, задатчик б контрольного времени, измеритель времени распространения УЗК 7, соединенный с ге:нератором 1, измеритель температуры в изделии 8, элемент 9 сравнения задан™ кого и измеренного изменения времени, электронный ключ 10, синхронизатор ll блок 12 определения дополнительного времени пропаривания, блок 13 преобразования в показатель прочности, дополнительный элемент 14 сравнения выходной величины, задатчик показателя прочности 15 и элемент памяти 16. Работа устройства происходит следу ющим образом. На бетон изделии уста навливают термостойкие датчик УЗК 1, приемник УЗК ЗИ измеритель температу ры в изделии 8. Информация о температуре от измерителя 8 через электронный ключ 10 поступает в задатчик 5 интервала дискретного дифференцирования, который запускает генератор импульсов 1, синхронизированный блоком 11 и соединенный :однйм из выходов с измерителем 7 изменения времени распространения УЗК. Измеренная разность времени распространения УЗК за интервал дискретного д11фференцкрования с блока 7 поступает на элемент. сравнения 9 и в блок 13 преобразования в показатель прочности. Если показатель прочности в блоке 13 достигает величины, установленной в задатчике показателя прочности 15, то срабатывает элемент 14 сравнения выходной величины и дает на прекращение процесса. Если показатель прочности не достиг величины, заданной задатчиком прочности 15, и разность времени, установленнаяизмерителем 7 изменения времени распространения УЗК, окажется больше значения, установленного в задатчике 6 контрольного времени, то вновь включается в задатчик 5 интервала дискретного дифференцирования и цикл повторяется. Если показатель прочности не достиг заданной величины, а измеренная разность времени меньше или равна установленному в блоке 6 значению, то включается схема сравнения 9 и дает команду в элемент памяти 16, в блок 12 определения дополнительного времени пропаривания и на электронный ключ 10. При этом в блоке памяти фиксируется показатель прочности, соответствующий последнему измерению разнос.ти времени распространения УЗК, а ;электронный ключ подключает измеритель температуры в изделии к блоку определения дополнительного времени пропаривания . Так как в блок определения дополнительного времени пропаривания вводится информация с блока 8 о температуре изделия, с элемента 16 о показателе прочности, достигнутом при ультразвуковом контроле, а с блока 15 о заданном значении показателя прочности, то его-выходной сигнал является функцией трех этих величин. Сигнал с блока определения дополнительного времени пропаривания поступает в блок преобразования в показатель прочности и увеличивает его выхЪдную величину согласно заложенной в нем зависимости от значения, установленного в задатчике 15, при котором включается схема сравнения 14 и дает команду на прекращение процесса , Формула изобретения Устройство для контроля процесса тепловой обработки изделий из -бетона или раствора по авт.св. № 431138/ отличающееся тем, что, с целью повьаления точности контроля процесса тепловой обработки I устройство снабжено блоком преобразования, элементом памяти, дополнительным элементом сравнения и задатчиком показания прочности, причем один из входов блока . преобразования подключен к соответствующему выходу измерителя изменении времени распространения ультразвуковых колебаний, другой вход. блока преобразования соединен с выходом блока задания дополнительного времени пропарки, один из ваходов блока преобразования через последовательно соединенные дополнительный элемент сравнения и задатчик показани прочности подключен к третьему входу блока задания дополнительного времени пропарки, четвертый вход которого подключен к выходу элемента памяти. 64 один из входов которого подключен к другому выходу блока преобразования, а другой вход элемента памяти соединен с выходом элемента сравнения. Источники информации, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 156339, кл. G 01 N 3/38, 1962. 2.Авторское свидетельство СССР 1 431138, кл. С 04 В 41/30, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ БЕТОНА ИЛИ РАСТВОРА | 1972 |
|
SU431138A1 |
| Устройство для контроля процесса тепловлажностной обработки бетона | 1974 |
|
SU642275A1 |
| Устройство для автоматического управления процессом тепловой обработки бетона | 1981 |
|
SU975692A1 |
| Устройство для управления процессом изготовления бетонных и железобетонных изделий | 1987 |
|
SU1516364A2 |
| УСТРОЙСТВО для УЛЬТРАЗВУКОВОГО КОНТРОЛЯи | 1972 |
|
SU346659A1 |
| Устройство управления процессом тепловой обработки бетонных и железобетонных изделий в тепловой установке | 1987 |
|
SU1418290A1 |
| Устройство для контроля физико-механических свойств материалов | 1985 |
|
SU1536301A1 |
| Устройство для регулирования нарастанияпРОчНОСТи бЕТОННыХ издЕлий | 1978 |
|
SU794476A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2082606C1 |
| Устройство для контроля кинетики твердения бетона | 1985 |
|
SU1401367A1 |
