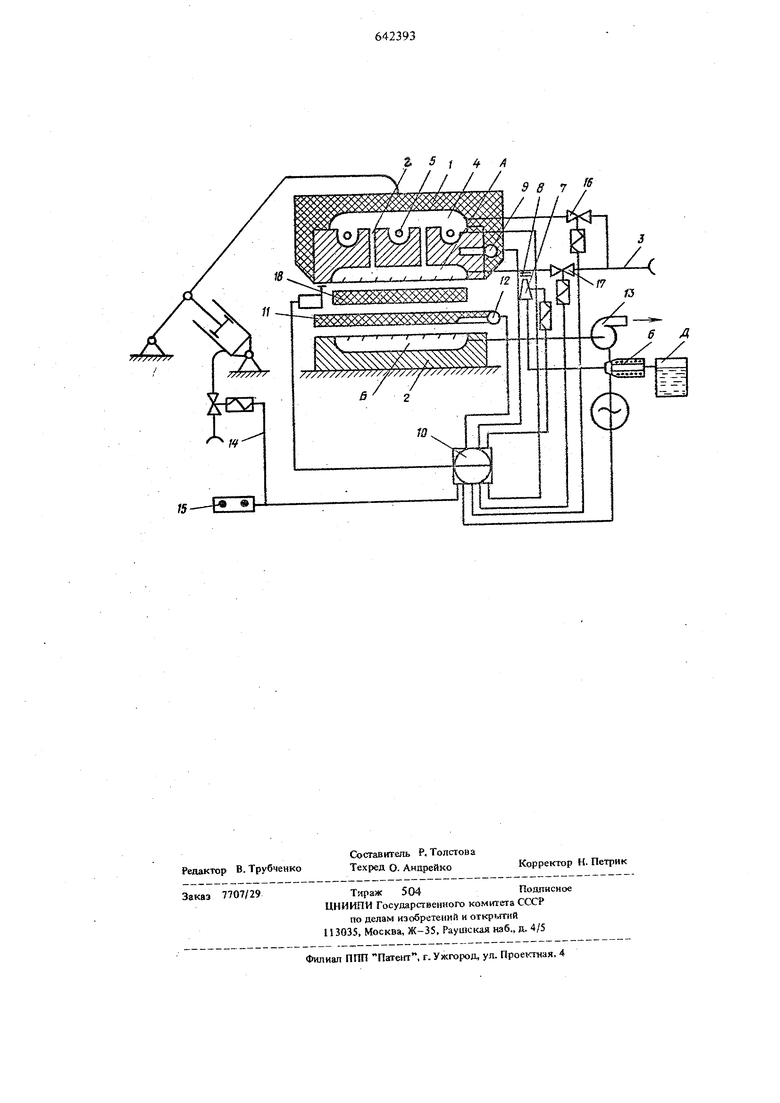
иых и газообразных продуктов из рабочей зоны (не показаны), Пресс работает следуюяузм образом. Обрабатываемое изделие укладывают на подушку 2, нажимают на кнопку 15 и опускают подушку 1 с задшшым зазором на подушку 2. Одновременно подают в полость Л подушки 1 через паропровод 3, соеду неш1ьш со средством Д, насыщенный пар с термофикс1фую1цим раствором. Причем для тканей, содержащих целлюлозиые и гидратцеллюлозные волокна, используют термофиксирующий раствор, состоящий из раствора иредконденсата термопластических и термореактивных смол, а для шерсхя} ьгх тканей - на основе метабисульфта кали-я, композиции аммония, сульфша, монозтанолтиопшколятаамина. Термофиксирующий раствор вносятся в струю насыщенного водяного пара дозатором б и 7д.иа4ч5агмой 8 через штуцер 7, установленный на расстоянии 20-30 см от входа паропровода в подушку пресса, затем с опозданием в 2-3 с включают вакуумотсос 13.. Через толщину издепия интенсивно проходит влазкный пар вместе с внесенным термофикскрующим. раствором ггредконденсата термореактйвной и/.термопластической смол для тканей. После прогрева всего изделия программный регулятор 10 подает соответствуюшда комшщы на пневмопривод 14 для создэгшя усилия подушкой 2 к нодушке 1 и перекл1очен 1я паровых ютапанов 16 и 17 на датчики 9 н-12 для регулирования зада1Мой температуры. Затем пар под давлением подается в камеру 4, где нагревательными элемстгамн 5 лерегревается и поступает по каналам гв полость Л и на изделие 18, которое он cyuunr и сгабшпоирует, т.е. предконденсат и композиция на основе метабисульфита калия, тиоглихолята , сульфита монозтааюлалшна вступают в реакцию смолообразования с текстильным волокном и одновременно происходит деформащ1я изделия под давлением подушек и удаление избыточной влаги при включении вакуумотсоса 13. Предконденсат термопластических и термореактивных смол и КОМПОЗИЦИИ на основе метабисульфита калия, тиогликолята аммония, сульфита моноэтшюлами ш не удаляется, так как они вступили в реакщш смолообразования с соответствующим волокном. Конец обработки швейного изделия определяется по сигналу датчика 12 температуры обрабатываемого изделия. При этом программный регулятор 10 дает сигнал на прекращение подачи пара, на открытие нодущек пресса и регулирует температзфу, необходимую для охлаждения издеHSffl. Затем происходит просос через толщу пакета изделия 18 окружающего холодного воздуха и закрепление достигнутых деформаций. Возмохшые колебания температуры и влажности воздуха автоматически компенсируются изменением длительности отсоса. Так как отключение происходит после охлаждения изделий до зад.аш1ой температуры. Формула изoбpeтieния Пресс для влажно-тепловой обработки швейных изделий по aBT.cBj№357302, отличаюдц и и с я тем, что, с целью расщире1шя технологических возможностей, он имеет средство для подачи термофиксирующих растворов в паропровод, соедщ1енное с ним посредством дозатора, диафрагмы и штуцера, причем штуцер установлен на рассто шии 20-30 см от входа паропровода в подушку пресса. Истоцшки информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №357302, кл, 006 F 71/04,1970. Ш 2. 5 f - /f :X. 88 7 J /II Ы ff Д
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ придания формоустойчивости деталям швейных изделий | 1991 |
|
SU1804518A3 |
| Устройство для влажно-тепловойОбРАбОТКи шВЕйНыХ издЕлий | 1979 |
|
SU848510A1 |
| Устройство для влажно-тепловой обработки брюк | 1982 |
|
SU1082885A1 |
| БЕСФОРМАЛЬДЕГИДНЫЙ СОСТАВ ДЛЯ ЗАКЛЮЧИТЕЛЬНОЙ ОТДЕЛКИ ЦЕЛЛЮЛОЗОСОДЕРЖАЩИХ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2374370C1 |
| Способ влажнотепловой обработки швейных изделий | 1980 |
|
SU903414A2 |
| МАЛОФОРМАЛЬДЕГИДНЫЙ СОСТАВ ДЛЯ ЗАКЛЮЧИТЕЛЬНОЙ ОТДЕЛКИ ЦЕЛЛЮЛОЗОСОДЕРЖАЩИХ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ | 2008 |
|
RU2368712C1 |
| Паровоздушный манекен для влаж-HO-ТЕплОВОй ОбРАбОТКи шВЕйНыХ и ТРи-КОТАжНыХ издЕлий | 1979 |
|
SU800264A1 |
| Способ придания малоусадочности хлопчатобумажным материалам | 2020 |
|
RU2739185C1 |
| ПРЕСС ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1972 |
|
SU357302A1 |
| Способ влажнотепловой обработки швейных изделий | 1977 |
|
SU633957A1 |