1
Изобретение относятся к контрольным и регулирующим устройствам прокатных станов и может быть использовано в системах автоматического управления технологическими процессами в прокатном производстве.
Известен датчик наличия металла, выполненный в виде триггера на операционном усилителе с двумя потенциально-разделенными выходами . Сигнал от месдозы подается на вход через дифференцируюндую цепочку, что обеспечивает включение и отключение выходного реле при нарастании (вход металла в валки) и соответственно при спадании (выход металла из валков) сигнала датчика-месдозы.
В качестве нервичной информации такой датчик использует сигналы с датчиков месдоз, измеряющих давление металла в клети. При этом наличие металла фиксируется по производной от давления.
Недостатком известного устройства является то, что при малых величинах производной -, возникающих, например, при
dt
изменении формы переднего и заднего концов полосы (форма ласточкин хвост, треу.гольная и пр.), при изменениях скорости прокатки, при изменениях обжатия нолосы или работе нажимных винтов, например в системах автоматического регулирования технологических параметров, возникают ложные срабатывания таких датчиков.
Наиболее близким к изобретению по технической сущности и достигаемому результату является датчик наличия металла, содержащий измеритель давления, ключ, блок памяти, нуль-орган, триггер, два элемента И, один элемент Не и датчики наличия металла двух предыдущих и одной последующей клети, причем измеритель давления подключен через ключ к блоку памяти, а от последнего -
к входу нуль-органа. Выходы датчиков, наличия металла двух предыдущих клетей через ключ соединены с блоком памяти. Выход датчика последующей клети через элеме:1Г НЕ подключен к входу одного из
элехментов И, выход которого подключен к одному из входов триггера. Выходы триггера и нуль-органа подключены к входам элемента И 2.
Известный датчик предназначен для индикации наличия металла, в основном в клетях чистовой группы стана, где валкн устанавливаются «в забой. Тем не менее известный датчик может быть установлен и на первых клетях. В этом случае при работе датчика сигналы от. измерителя давления поступают через ключ в блок памяти после поступления .сигнала ,от датчика наличия металла ближайшей предыдущей клети. При этом ключ открыт с заданной выдержкой времени, в течение которой в блок памяти от измерителя давления поступает информация.
Недостатком известного датчика является недостоверность информации о наличии металла, так как возможны ложные срабатывания устройства, которые имеют место при перемещениях нажимных винтов нри работе системы автоматического регулирования в режимах по давлению и прижатию заднего конца полосы.
Целью изобретения является повышение достоверности индикации наличия металла в валках клети путем исключения ложных срабатываний.
Это достигается тем, что в устройство фиксации наличия металла, содержащем измеритель давления, ключ, датчики наличия металла двух предыдущих клетей и одной последующей, два элемента И, один элемент Не, триггер, блок памяти и нульорган, причем выходы датчиков наличия металла двух предыдущих клетей и выход измерителя давления соединены с ключом, при. этом выход датчика наличия металла ближайшей из двух предыдущих клетей соединен с одним из входов первого элемента И, а выход измерителя давления соединен с одним из входов нуль-органа, выход датчика наличия металла последующей клети соединен с входом элемента Не, а выход последнего соединен с входом первого элемента И и одним из входов триггера, к другому входу которого подсоединен выход первого элемента И, выход ключа в свою очередь соединен с входом блока памяти, а выходы нуль-органа и триггера соединены с входами второго элемента И, введены сумматор, датчик тока якоря двигателя рабочих валков и блок вычисления коррекции давления, причем сумматор одним из входов соединен с блоком памяти и выходом - с нуль-органом, а другим входом сумматор соединен с выходом блока вычисления коррекции давления, выход датчика тока якоря соединен с третьим входом первого элемента И.
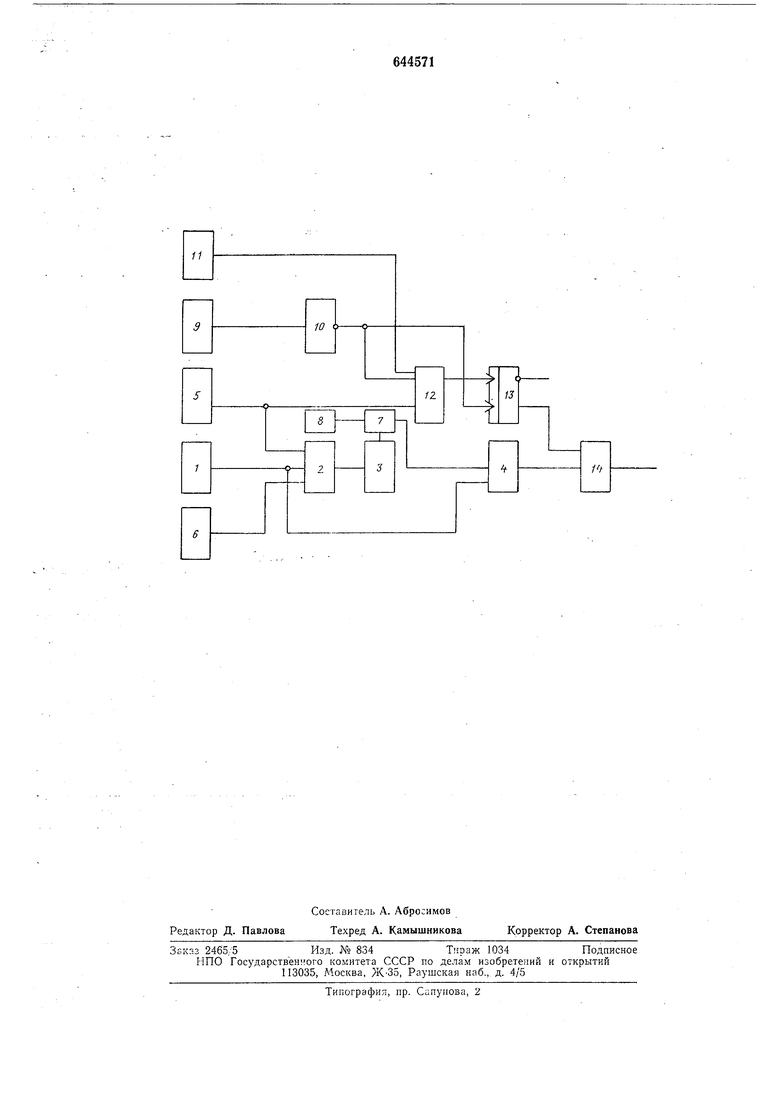
Предлагаемое устройство фиксации наличия металла в валках прокатной клети изображено на чертеже.
Устройство фиксации наличия металла в валках прокатной клети состоит из измерителя 1 давления прокатной клети, подключенного через ключ 2 к блоку 3 памяти и непосредственно к одному из входов нульоргана 4. Ключ управляется сигналами с датчиков 5 и 6 наличия металла нредыдущих клетей. Выход блока 3 памяти соединен с входом сумматора 7, на второй вход которого подается сигнал с блока 8 вычисления коррекции давления от перемещения нажимных винтов. Выход сумматора 7 подключен к второму входу нульоргана 4. Выходы датчика 5 наличия металла предыдущей клети, датчика 9 наличия металла последующей клети через элемент НЕ 10, а также датчика И тока якоря двигателя рабочих валков подключены к входам элемента И 12.
Выходы элемента И 12 и элемента НЕ 10 подключены к счетным входам триггера 13, выход которого и выход нуль-органа 4 подключены к входам элемента И 14. Выход элемента И 14 является выходом
устройства фиксации металла в валках прокатной клети.
Устройство работает следующим образом. Обозначим контролируемую клеть /-ой,
тогда первая из двух нредыдущих клетей обозначится (г-1)-ой, а вторая-(i-2)-ой (более удаленная). При наличии металла во второй предыдущей клети (i-2) сигналом с датчика 6 наличия металла открывается ключ 2, и сигнал установленного давления в клети (при установке валков в «забой) с измерителя 1 давления поступает в блок 3 памяти. После поступления металла в предыдущую клеть (г-1)-ую сигналом с датчика 5 наличия металла этой клети ключ 2 закрывается. Сигнал установленного давления с блока 3 памяти поступает в сумматор 7, а из сумматора 7 - на один из входов нуль-органа 4. На второй
вход нуль-органа подается сигнал текущего давления. При превышении сигнала текущего давления над сигналом с сумматора 7 на выходе нуль-органа 4 появляется., управляющий сигнал.
При обратном соотношении сигнал на выходе нуль-органа 4 исчезает. Блок 8 вычисления коррекции давления от перемещения нажимных винтов вычисляет прираи;ение давления от изменения «отрицательного зазора валков.
Так, если при нз левом зазоре валков (без «забоя) на индикаторе установлено значеине SQ, а заданное значение Ss меньше 5о, то величина установленного зазора
будет
5з-5„ Д5ХО.
При перемещении нажимных винтов вверх в пределах установленного отрицательного зазора А5у блок 8 вычисления коррекции давления выдает сигнал в сумматор 7
&P - S-M,
где М - жесткость клети;
ДР - приращение давления от перемещения нажимных винтов на А5.
При перемещении нажимных винтов вниз «отрицательный зазор увеличивается по
абсолютной величине, и величина давления с выхода сумматора 7 будет
Р - Ру ( + Д5) УИ,
где Ру - установленное давление в клети
без металла;
А5 - величина перемещения нажимных винтов вниз.
Суммарный сигнал давления Р с выхода сумматора 7 поступает на один из входов нуль-органа 4. На второй вход нуль-органа 4 поступает сигнал текущего значения давления Р. При входе металла в валки величина текущего значения давления PI оказывается больше Pi., и на выходе нульоргана 4 появляется управляющий сигнал, который подается на вход элемента И 14. На второй вход элемента И 14 поступает сигнал блокировки (страхующий сигнал, дежурный сигнал), увеличивающий достоверность наличия металла в валках. Указанный блокировочный сигнал формируется следующим образом.
На входы элемента И 12 поступают сигналы с датчика 5 наличия металла предыдущей клети, (i-1)-ой, через элемент НЕ 1и с датчика 9 наличия металла последующей клети () и датчика 11 якорного тока двигателя.
При наличии металла в предыдущей клети, отсутствии его в последующей клети и наличии тока нагрузки в якорной цепи двигателя рабочих валков контролируемой клети на выходе элемента И 12 появляется управляющий сигнал, триггер 13 срабатывает и выдает на вход элемента И 14 второй управляющий сигнал.
При наличии сигнала с нуль-органа 4 элемент И 14 выдает управляющий сигнал, являющийся выходным сигналом датчика наличия металла контролируемой клети.
Сигнал с датчика 11 тока введен для дополнительного контроля наличия металла в валках. Мотивируется это следующим обстоятельством: при отсутствии металла в валках по цепи якоря двигателя протекает ток холостого хода из-за отсутствия нагрузочного момента.
Даже при установке валков в «забой ток холостого хода изменяется незначительно. Поэтому, отстраиваясь от наибольшего тока холостого хода, выбирается порог срабатывания датчика тока по наименьшей нагрузке клети.
Техническим преимуществом предлагаемого изобретения по отношению к существующим является повышение достоверности индикации наличия металла в валках прокатной клети, что исключает возможность возникновения аварийных ситуаций из-за ложных срабатываний датчиков наличия металла, в результате чего снижается количество простоев и брака продукции.
Формула изобретения
0
Устройство фиксации наличия металла в валках прокатной клети, содержащее измеритель давления, ключ, датчики наличия . металла двух предыдущих клетей и одной
5 последующей, два элемента И, один элемент Hh, триггер, блок памяти и нуль-орган, причем выходы датчиков наличия металла двух предыдущих клетей и выход измерителя давления соединены с ключом,
0 при этом выход датчика наличия металла Олил аишей из двух предыдущих клетей соединен с одним из входов первого элемента И, а выход измерителя давления соединен с одним из входов нуль-органа, выход датчика наличия металла последующей клети соединен с входом элемента Нь, а выход последнего соединен с входом первого элемента И ц одним из входов триггера, к другому входу которого подсоJ единен выход первого элемента И, выход ключа в свою очередь соединен с входом блока памяти, а выходы нуль-органа и триггера соединены с входами второго элемента И, отличающееся тем, что, с
5 целью повышения достоверности индикации наличия металла в валках клети путем исключения ложных срабатываний, в него дополнительно введены сульматор, датчик тока якоря двигателя раоочих валкив
Q и блок вычисления коррекции давления, причем сумматор одним из входов соединен с блоком памяти и выходом -с нульорганом, а другим входом сумматор соединен с выходом . блока вычисления коррекции давления, и выход датчика юка якоря
5 соединен с третьим входом первого элемента И.
Источники информации, принятые во внимание при экспертизе 1. Каретников В. Ф., Пистрак М. Я. Некоторые вопросы промышленного внедрения системы автоматического регулирования натяжения полосы. Сб. «Электропривод № 7(42). М., Информаэлектро, 1975,
5 с. 23-25.
- 2. Отчет по НИР ВНИИМЕТМАШ № 700. 56. 942, 1972, с. 86.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU865458A1 |
| Устройство регулирования толщины полосы на непрерывном прокатном стане | 1979 |
|
SU865457A1 |
| Устройство для регулирования толщины проката | 1980 |
|
SU865459A1 |
| Устройство для измерения межклетевых натяжений проката | 1983 |
|
SU1101310A2 |
| Система стабилизации размеров проката | 1985 |
|
SU1271601A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1980 |
|
SU910260A1 |
| Устройство для автоматического регулирования толщины полосы на входе стана непрерывной прокатки | 1980 |
|
SU880534A1 |
| Устройство стабилизации натяжения проката на непрерывном стане | 1986 |
|
SU1397110A1 |