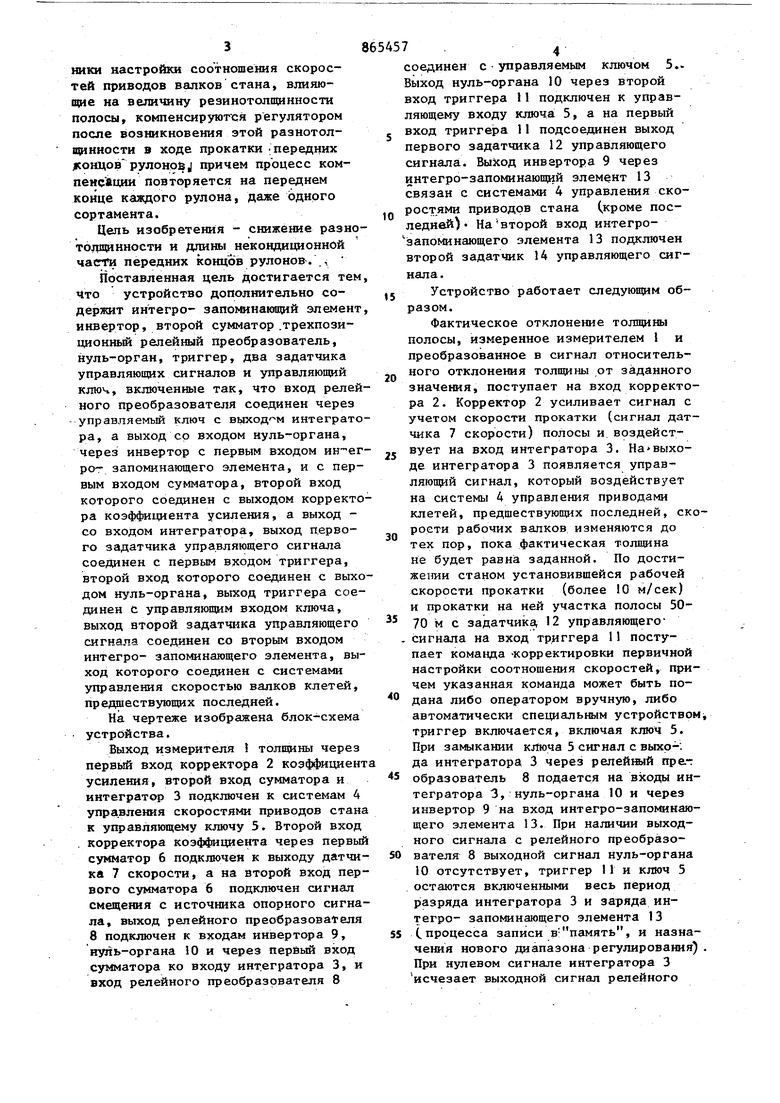
Изобре1тение касается автоматизаци прокатного производства, а именно автомати1ации непрерывшах станов про катки полосы. Наиболее близким к описываемому .устройству по технической сущности и достигаемому результату является уст ройство , содержащее измеритель толщины, датчик скорости валков последней клети, системы управления скоростью валков клетей, предавествуюпцих последней, первый сумматор, источник опорного сигнала, коррек тор коэффициента усиления .и интегратор, причем выход измерителя толпрны соединен с первым входом корректора коэффициента усиления, второй вход которого соединен с выходом первого сумматора. Входы сумматора соединены соответственно с выходом датчика скорости валков последней клети и с источником опорного сигнала, а выход интегратора соединен с системами управления скоростью валков клетей, предшествующих последней. Управляющий сигнал устройства, воздействуя на системе управления скоростяьш приводов стана, приводит к такому изменению скоростей рабочих валков клетей, что толщина полосы на выходе стана удерживается равной заданной. Обеспечение устойчивости cиcтe ы при изменении скорости прокатки првжзводит узел корректировки коэффициента усиления контзфа регу1ш;рования, коэффициент передачи .которого зависит от скорости полосы за 5-ой клетью, измеряемой тахогенератором привода валков пятой клети D1 Недостатком известного устройства является зависимость эффективности его работы от предварительной, на момент включения регулятора, настройки стана, что приводит к выпуску передних концов рулона с повышенной резинотолщинностью, удлиненной некониционной частью, так как все источт. НИКИ настройки соотношения скоростей приводов валков стана, влияю|цие на величину резинотолпоинности полосы, компенсируюгся регулятором после возникновения этой разнотолщинности в ходе прокаткн .передних лсонцоврулонов J причем процесс компенсАции повторяется на переднем конце калвдого рулона, даже однрго сортамента. Цепь изобретения - снижение разно толщинности и длины некондиционной части передних концов рулонов. , Поставленная цель достигается тем Что устройство дополнительно содержит интегро- запо в{накищ{й элемент инвертор, второй сумматор .трехпозиционный релейный преобразователь, нуль-орган, триггер, два задатчика управляющих сигналов и втравляющий ключ, включенные так, что вход релей ного преобразователя соединен через -управляемый ключ с выход м интеграто ра, а выход ер входом нуль-органа, через инвертор с первым входом ро- запоминающего элемента, и с первым входом сумматора, второй вход которого соединен с выходом корректо ра коэффициента усиления, а выход со входом интегратора, выход первого задатчика управляющего сигнала соединен с первым входом триггера, второй вход которого соединен с выхо дом нуль-органа, выход триггера соединен с управляюпщм входом ключа, выход второй задатчика управляющего сигнала соединен со вторым входом интегро- запоминающего элемента, выход которого соединен с системами управления скоростью валков клетей, предшествующих последней. На чертеже изображена блок-схема устройства. Выход измерителя толщины через первый вход корректора 2 коэ ициент усиления, второй вход сумматора и интегратор 3 подключен к системам А управления скоростями приводов стана к управляющему ключу 5. Второй вход . корректора коэффициента через первый сумматор 6 подключен к выходу датчнка 7 скорости, а на второй вход первого сумматора 6 подключен сигнал смещения с источника опорного сигнала, выход репейного преобразователя 8 подключен к входам инвертора 9, нуль-органа 10 и через первый вход сумматора ко входу интегратора 3, и вход репейного преобразователя 8 соединен с управляемым ключом 5.. Выход нуль-органа 10 через второй вход триггера I1 подключен к управляющему входу ключа 5, а на первый вход триггера 11 подсоединен выход первого задатчика 12 управляющего сигнала. Выход инвертора 9 через интегро-запоминающи;й элемент 13 связан с системами 4 управления скоростями приводов стана (кроме последней)- На второй вход интегрозапоминающего элемента 13 подключен второй задатчик 14 управляющего сигнала. Устройство работает следующим образом. Фактическое отклонение толщины полосы, измеренное измерителем 1 и преобразованное в сигнал относительного отклонения толщины от заданного значения, поступает на вход корректора 2. Корректор 2 усиливает сигнал с учетом скорости прокатки (сигнал датчика 7 скорости) полосы и воздействует на вход интегратора 3. На выходе интегратора 3 появляется управляющий сигнал, который воздействует на системы 4 управления приводами клетей, предшествуюЕцих последней, скорости рабочих валков изменяются до тех пор, пока фактическая толпина не будет равна заданной. По достижении станом установившейся рабочей скорости прокатки (более 10 м/сек) и прокатки на ней участка полосы 5070 м с задатчика, 12 управляющегосигнала на вход тр-иггера 11 поступает команда -корректировки первичной настройки соотношения скоростей, причем указанная команда может быть подана либо оператором вручную, либо автоматически специальжм устройством триггер включается, включая ключ 5. При зa &lкaнии ключа 5 сигнал с выхр-: да интегратора 3 через релейшяй прег образователь 8 подается на входы интегратора 3, нуль-органа 10 и через инвертор 9 на вход интегро-запоминающего элемента 13. При наличии выходного сигнала с релейного преобразователя 8 выходной сигнал нуль-органа 10 отсутствует, триггер 11 и ключ 5 остаются включенными весь период разряда интегратора 3 и заряда интегро- запоминающего элемента 13 С процесса записи в память, и назначения нового диапазона регулирования) . При нулевом сигнале интегратора 3 исчезает выходной сигнал релейного преобразователя 8 по сигналу нульоргана 10 отключается триггер М и ключ 5, процесс корректирования соот ношения приводов валков стана закончен и регулятор имеет полный диапазон для регулирования наследственной разнотолщинности полосы. При смене сортамента с задатчика 14 на второй вход интегрозапоминающе го злемента 13 поступает сигнал Очистить память, приводящий элемент 13 в нулевое состояние. Выдача команды Очистить память может производиться как оператором вручную, так и специальным автоматическим устройством.Прокатка передник концов 2-го и последующих рулонов сортамента будет происходить при откорректированном соотношении скоро тей приводов валков, клетей, что соот ветственно, обеспечивает уменьшение дпины полосы, прокатанной со значительной разнотогацинностью, следовательно, и положительный эффект от испсшьзования данного устройства. Формула изобретения Устройство регулирования толщины полосы на непрерывном прокатном стане, содержащее измеритель толщины, датчик скорости валков последней клети, cиcтe в l управления скоростью вал ков клетей предаествующих последней, первый сумматЬр, источник опорного сигнала, корректор коэффихщеята усилекия и интегратор, причем выход нэмерителя толщины соединен с входом корректора коэффициента усиления, второй вход которого соеданея с выходом первого сумматора, первый и второй входы первого cyti&iaTopa соещя76нены соответственно с. выходом датчика скорости валков последней клети и с источником опорного сигнала, а выход интегра ора соединен с системами управления скоростью валков клетей предшествующих последней, отличающееся тем, что, с целью снижения разнотолщинности и некондищюнной части передних концо в рулонов оно дополнительно содержит интегро-запоьшнающий элемент-, инвертор, второй сумматор, трехпозицион№1Й релейкый преобразователь, нульорган, триггер, два задатчика управлякидих сигналов и угфавляющий ключ, включенные так, что вход релейного преобразователя соединен через управляемый ключ с выходом интегратора, а выход со входом нуль-органа, через инвертор с первым входом интегрозапоминакщегр элемента, и с первым входом сумматора, второй вход которого соединен с выходом корректора коэффициента усиления, а выход - со входом интегратора, выход первого задатчика управляющего сигнала соединен с первым входом триггера, второй вход которого соединен с выходом нуль-органа, выход триггера - соединен с управляющим входом ключа, выход второго задатчика управляющего сигнала соединен со вторым входом интегро- запоминающего элемента, выход которого соеданен с cиcтeмa в управления скоростью валков клетей предшествующих последней. Источники и нфррмации, принятые во внимание при экспертизе 1 .Дралкж Б.Н. и (найский Г.В. истемы аа с 1атического регулирова1Я объекте с TpaHcnopTffl) запаздаанием.М., Энергия, 1969.
W
If
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины полосы на входе стана непрерывной прокатки | 1980 |
|
SU880534A1 |
| Устройство для регулирования толщины проката | 1980 |
|
SU865459A1 |
| Устройство для регулирования толщины полосы на входе непрерывного прокатного стана | 1979 |
|
SU900903A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство управления прокатным станом | 1985 |
|
SU1268230A2 |
| Устройство для регулирования скорости двигателя | 1981 |
|
SU970331A2 |
| Многодвигательный электропривод валков непрерывного стана холодной прокатки | 1986 |
|
SU1387162A1 |
| Устройство управления приводом нажимных винтов клети прокатного стана | 1981 |
|
SU984532A1 |
| Устройство для определения наличия металла в валках прокатной клети | 1985 |
|
SU1284632A1 |
| Устройство для настройки скоростей приводов клетей непрерывного прокатного стана | 1978 |
|
SU772631A1 |

