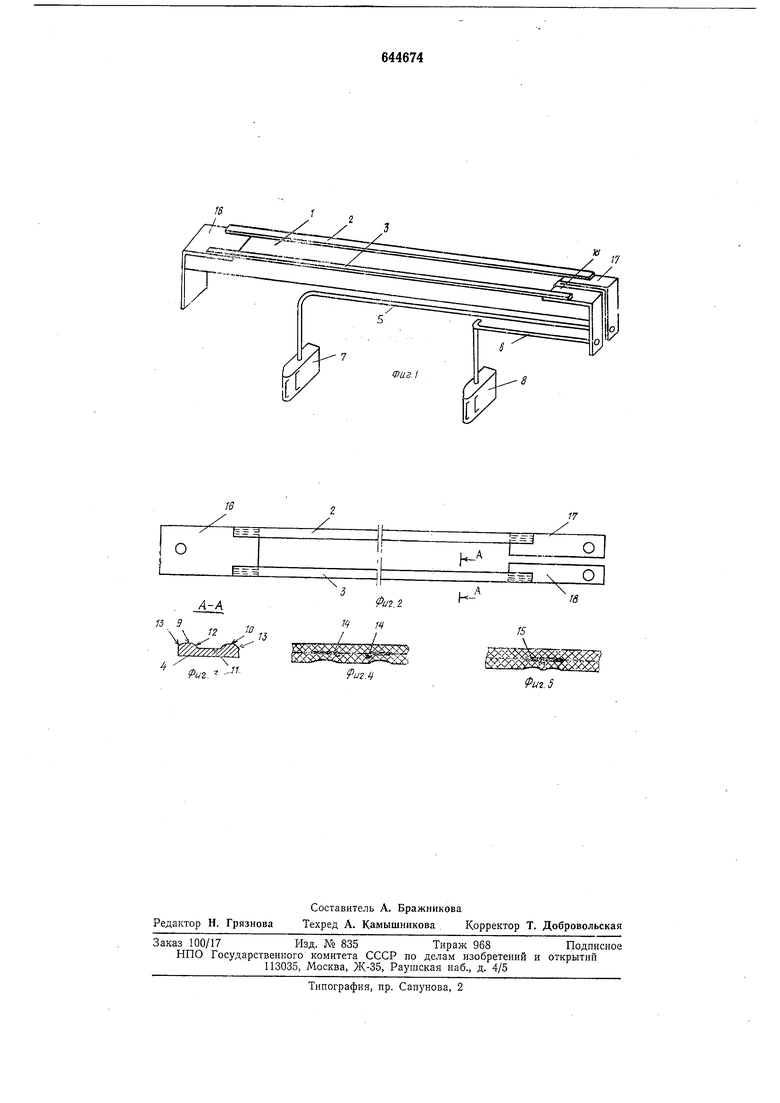
Устройство (фиг. 1, 2) содержит электроизоляционную планку 1 с канавками и нагревательным элементом, состоящим из двух лент 2 и 3 с плоским основанием 4, расположенным в канавках электроизоляционной планки, токопроводы 5 и 6 и токосъемные щетки 7 и 8. Рабочая поверхность лент 2 и 3 (фиг. 3) имеет седловидную форму: два выступа 9, 10 - по краям и впадина И-по середине. Кромки 12, 13 выступов 9, 10 и места перехода с впадины на выступы притуплены заданной кривизной. Соотношение размеров выступов 9, 10 и впадины 11 выбрано таким образом, что при заданном усилии сдавливания рукавного материала и оптимальном режиме сварки обеспечивается упрочнение шва либо за счет разнесенного на две, примерно, равные части шва с промежутком между местами склейки из-за впадины, соизмеримой по ширине с выступами 9, 10 (фиг. 4), и образования у кромок разогретой впадины утолщения 14 полимерного покрытия, либо за счет образования в зоне впадины полимерного жгутика 15, сформированного из размягчеииого и деформированного полимерного слоя упаковочного материала (фиг. 5), при ширине впадины 11 намного меньшей ширины выступов 9, 10. Ленты 2 и 3 с одного конца соединены при помощи токопроводящей планки 16, а с другого - при помощи двух изолированных одна от другой токопроводящих планок 17 и 18, при этом каждая из последних имеет ширину, меньшую ширины токопроводящей планки 16. Ленты 2 и 3 выполнены из сплава высокого омического сопротивления. Устройство работает следующим образом. Через ленты 2 и 3 иагревательного элемента, электрически соединенного с токосъемиыми щетками 7 и 8, пропускается ток одной и той же величины, ленты при этом разогреваются и под действием выделяемого ими тепла на рукавном термосклеивающемся материале образуется шов. Выступы 9, 10 каждой ленты пережимают материал и при впадине И, соизмеримой по ширине с выстзпами 9, 10, в местах, обращенных к разогретой впадине 11 швов, образуются упрочняющие щвы утолщения 14 полимерного слоя. При виадине 11, намного меньшей по ширине выступов 9, 10, размягчеиный под действием тепла и давления полимерный слой комбинированного упаковочного материала не только образует шов, но, благодаря разогретой впадине И между выступами 9, 10, где давление на ма64,. rv 4 териал намного меньше, образует полимер ный жгутик 15, упрочняющий шов. С помощью токопроводящей планки 1G осуществляется последовательное соединение лент 2 и 3, а в совокупности с токопроводящими планками 17 и 18 - ограничение зоны разогрева лент 2 и 3 на ширину, большую, чем ширииа рукавного термосклеивающегося материала. При последовательном соединении лент 2 и 3 повышается сопротивление нагревателя по сравнению с их параллельным соединением. В случае перегорания одной из лент 2, 3 при их последовательном соединении ток через нагреватель не проходит, при этом четко срабатывает система блокировки (иа чертеже ие показана). Предлагаемое устройство для образова НИН двойных поперечных швов на рукавном термосклеивающемся материале, используемое, например, в автоматах для изготовления пакетов и розлива в них молока и молочных продуктов с ежегодным выпуском 3680-4000 единиц по сравнению с известным техническим решением той же задачи обеспечивает образование швов повышенной прочности, в связи с чем снижаются потери молока. Снижение потерь молока даже на 0,05% обусловливает получение высокого экономического эффекта в пределах всего хозяйства страны. Формула изобретения Устройство для образования двойиых поперечных швов иа рукавном термосклеивающемся материале, содержащее электроизоляционную планку с канавками и нагренательным элементом, состоящим из двух лент с криволинейной рабочей поверхностью и плоским основанием, расположенным в канавках электроизоляционной планки, токопроводы и токосъемные щетки, отличающееся тем, что, с целью иовыщения прочности швов, рабочая поверхность лент имеет седловидную форму, ленты с одного конца соединены при помощи токопроводящей планки, а с другого - при помощи двух изолированных одна от другой токопрово дящих планок, каждая из которых имеет ширину, меньшую ширины указанной токопроводящей планки. Источники информации, принятые во внимание при экспертизе 1. Заявка 2178110/13, кл. В 65В 51/30, 1975, по которой принято рещение о выдаче авторского свидетельства.
/7
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная губка для образования двойного шва на термосклеивающемся материале | 1982 |
|
SU1027088A1 |
| "Устройство для сварки поперечных швов пакетов из рукавного термосваривающегося материала | 1978 |
|
SU765127A1 |
| Устройство для упаковывания пачек бумаг в рукавный термосклеивающийся материал | 1989 |
|
SU1698138A1 |
| Униполярный генератор | 1989 |
|
SU1739447A1 |
| СИСТЕМА ЭЛЕКТРОСНАБЖЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА | 1990 |
|
RU2102259C1 |
| СПОСОБ ФОРМОВАНИЯ УСИЛИВАЮЩИХ УТОЛЩЕНИЙ НА ИЗДЕЛИЯХ ИЗ ГИБКИХ ПОЛОТЕН В МЕСТАХ ПЕРЕСЕЧЕНИЯ СВАРНЫХ ШВОВ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2023 |
|
RU2823891C1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ ДВИЖУЩИХСЯ ОБЪЕКТОВВСЕСОЮЗНАЯIWTeHTH04LX;iH4EGKAf БИБЛИОТЕКА | 1971 |
|
SU316946A1 |
| Устройство для образования попереч-НыХ шВОВ HA ТЕРМОСВАРиВАЕМыХ РуКАВАХи ОТРЕзАНия гОТОВыХ пАКЕТОВ | 1979 |
|
SU806540A1 |
| Устройство для упаковки штучных изделий в термосклеивающийся пакет | 1974 |
|
SU520294A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯПРОДУКТОМ и | 1971 |
|
SU307942A1 |
}6
/
иг.
17
Ри2Л
Фиг. 5
