1
Изобретение относится к упаковке, в частности к устройствам для упаковки шгуч ,ных изделий в термоскпеивающийся пакет, например трех истошгаков тока элементов .
Известно аналогичное устройство, содержащее механизм подачи термосклеиваюшейся пленки, конвейер сварки пакетов, конвейер транспортировки пакетов, механизм- вкладывания изделий и механизм запечатывания пакетов с кздепиямя..
В таком устройстве расстояние между пустотелыми . оправками, закрепленными в цепи конвейера, определяется зазором между нагревательным механизме - образования бокового шва пакета и оправкой, а также шириной нагревательного механизма, в которую входит ширина самого нагревателя 1, площадки для прижима и удержания термосклеивающего материала при сварке. Следовательно, сварной шов образуется на (расстоянии мм от оправки, в которую ,подается изделие для упаковки, что ведёт IK увеличению расхода терм(х;клеивагощего
ря материала, а также к ухудшению внешнего вида, так кгж упаковочный пакет н&лпотно облегает изделие.
Кроме того, устройство не содержит :приспособлений, и механизмов для вклады.ватшя в пакет вместе с изделием этикетки. Известны механизмы для упаковки этикетсж, .имеющие вакуум-присоску, в которой вику ;ум создается с помощью пневмоиилинд м,
приводимого в .движение от специальнопрофилированного пазового кулачка. Однако такие меха.низмы сложны.
Цель изобретения - повыщение проиэво :дпгельности труда, экономия упаковочного
материала, улучшение товарного вида уплковкй трех источников тока элементов 336 и упрощение конструкции ycTpoftcTw ва.
Дост1п: ается это тем, что оправка выполнена с продольными боковыми пазами для .прохода нагреватель ш1х прижимов, образутощих пакет, и снабжена упругими лепест .ками для расширения пакета при вкладь ,. НИИ в неге изделий и прижимом для «удержа.
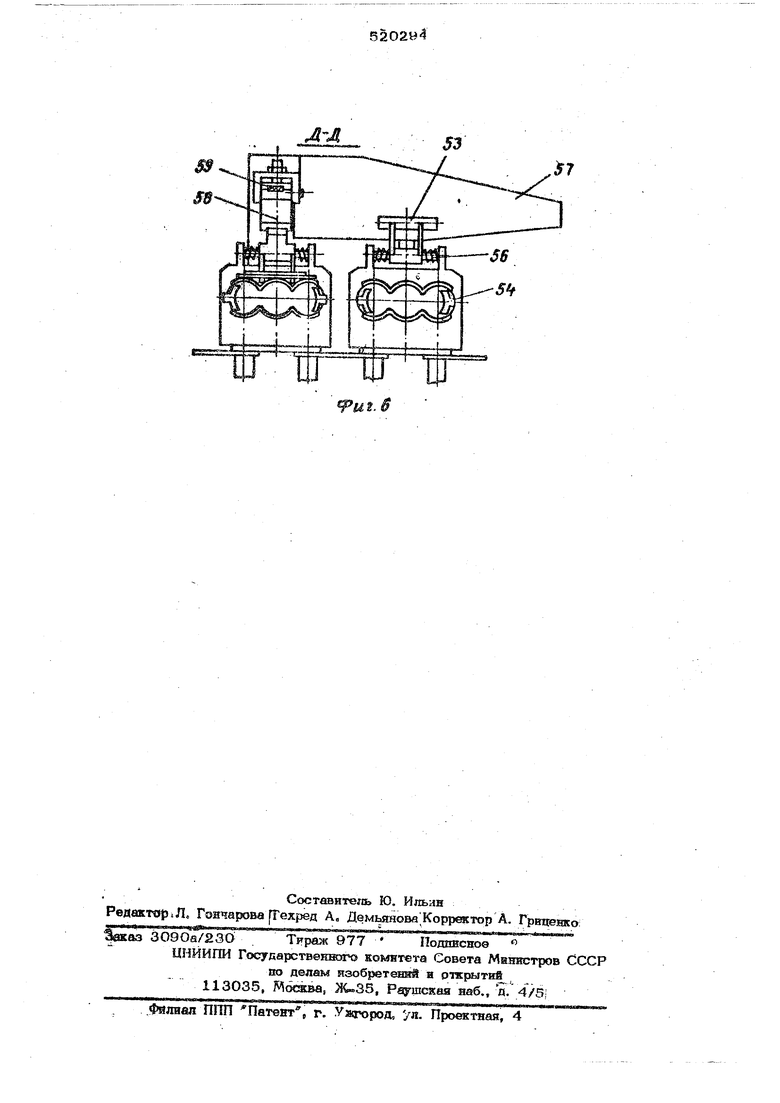
.ния этикетки, взаимодействующим с ко3Пиром, имеющим подпру №квннь(й спусковой крючок, периодически контактирующий с уп ром качаюшегося рычагп с кронштейном с tfидж51мной подушкой для загиба т:онца этике ки н noBopoTinjM присосом, свяс анпым с вакуумной диафршменной камерой. На фиг. 1 схематично ноображено предлагаемое устрсйство; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Е)-Б на (}ййг. 1; на фиг. 4 - разрез по В-В на фиг. 1; на фиг. 5 разрез по на фиг. 2; нафи1. 6-разрез по Д-Д на фиг. 3. Устройство содержит механизм подачи гьрмосклеиваюшейся пленки, конвейер сварки пакетов, конвейер транспортировки оправок. механизм этикетирования, механизм вклады вания изделий, механизм запечатывания пакетов с изделиями и привод. (Привод и Кинематическая связь привода с механизмами устройства на чертежах условно не показаны). Механизм этикетирования (см. фиг. 1) установлен на раме 1 устройства ;. состоит из корпуса 2, вакуум-присоса 3, со&диненного с помощью тяги 4 и ры чага 5 с корпусом 2, магазина 6 этикеток 7, пoД жимаемых пружиной 8 к ограничителям 9, установленным на торие магазина 6, диафраг ЭННОЙ камеры 1О, связанной трубопро водом 11с вакуум-присосом 3. Диафраз менная камера 10 создает вакуум в вакуум присосе 3 за счет перемещения диафрагмы 12 штоком 13 под действием пружины 14. ОбратныИ ход диафрагмы 12 осуществляется посредством рычага 15 от кулачка 16. Применение диафрагменной камеры 10 для создания вакуума вместо применяемых для этой цели пневмоцилиндров позволяет упростить констру: цию механизма этикетирования, так как диафрат менная камера 1C проще р изготовлении, чем {тневмоцилиндр, и, чроме того, надежнее в работе, а также не требует сложного пазового KvnaKa, применяемого для перемещения штока цилиндра, I Вакуум-присос 3 совершает хачателы ное движение от магазина 6 к оправкам 17 установленным на цепном конвейере 18, под действием рычага 19, контактирующего С кулачком 20 посредством пружины 21 и связанного с рычагом 5 тягой 22. Одновременно с качательным движением вакуум-присос 3 поворачивается вокруг шарнира 23 на 90° от воздействия тяги 4. На рычаге 5 (см. фиг. 4) закрепле а на кронштейне 24 подушка 25, предназначенная для загибания конца этикет ки 7, уложенной вакуум-присосом 3 на олраЕ ку 17. Отгиб конца этикетки 7 н&обходим для того, чтобы облегчить npt }цесс ее сл,сма с оправки 17 вместе с 44 ) пакетом 26 (см. фиг. 1) при пкшпыпаНИН в него изделий 27. Изделия.27 загружаются в бункер 28 н подаются в огь. равку 17 по три,шту1ся толкателем 29. На бункере 28 установлена горка ЗО для i .освобождения этикетки 7 на оправке 17. Механиз.. запечатывания пакетоп 26 с изделиями 27 и этикеткой 7 представляет собой периодически поворачивающийся диск 31, в RjTopoM имеются гнезда 32 для вкладывания. упакованных изделий 27. Каждое гнездо 32 имеет негревотельные прижимы 33 для образования запечатыв юшего шва. Для сжигания концов пакетов 26, 1йыходящих за прижимы 33, около диска 31, jno радиусу перемещения гнезда 32, установлена печь 34. Механизм подачи термосклеивающейся пленки состоит из рулонодержателя 35, ктпгаа 36 для складывания ленты 37, приводного ролика 38, компенсатора 39 и расширителя 40. Внутри расширителя 40 проходят оправки 17, периодически перемещ емь;е конвейером 18, связанным с приводом посредством водила 41 и мальтийского креота 42 и с конвейером 43 (см. фиг. 2) образования боковых швов с помощью шест&рен 44 и 45. Конвейер 43 сварки пакетов 26 имеет нагреватели 46 и прижимы 47, Тановленные на направляющих 48, закрёпЛекных на двухряднйй цепи 49. Сближение нагревателей 46 и прижимов 47 осуществляется при движении конвейера 43 dT горок 50 и 51, раскрытие происходит под действием пружины 52. Нагреватель 46 одновременно /с образованием сварных боковых швов пакета 26, отделяет пакеты один от другого. Оправка 17 (см. фиг. 3 и 6) снабжена прижимом 53 для удержания на оправке уложенной этикетки 7 и упругими лепестками 54 для расширения пакета 26 при вкладывании в них изделий 27. Прижим 53 шарнирнс крепится в кронштейне 55 на верхней части оправки 17 и плотно прилегает своим концом к ее выотупающей части под действием пружины 56. Взведение прижима 53 производится при движении конвейера 18 копиром 57, имеющим на позиции укладывания этикетки 7 спусковой крючок 58, фиксирующийся пружиной 59 и ограничителем 6О. Пружина 59 намного сильней пружины 56 и поэтому приким 53 не может повернуть спусковой крючок 58 и самопроизвольно закрыться. Закрытие прижима 53 происходит от поворота спускового крючка 58 при воздействии на него -упора б1, расположенного на вакуум-присосе 3 при подходе его к оправке 17 для укладки этикетки 7. Лепес;гки 54 выполнены чз тонкой пружи ной стали. На концах лепестков имеются ,расширен1Ш1е по дуге окружности, диаметр Тсоторых равен диаметру изделий 27, а ширина несколько меньше, чем ширина продольного паза оправки 17, для придания Концам пакета формы упаковываемых изде:лий 27. Лепестки 54 находятся внутри оправки 17 и .Только при прохождении иэ- делий 27 выходят за оправ;;/ через ее продольные пезы и облегчают процесс вклдывания изделмй 27 в пакет 26. Выступающая часть оправки 1.7 имеет контур трех сложенных вместе цилиндрических изделий 27, образующиеся впадины служат ребрами жесткости оправки 17 и одновремен(Но предназначены для укрытия прижима 53 чтобы не затрачивать лишней пленки. На верхней части оправки находится только узкая тонкая полоска конца прижима 53 для удержания этикетки 7, которая не оказывает влияния на размеры пакета 26. На конце верхней выступающей части оправки впадины имеют перемычки для того, чтобы этикетка 7 при загибке не мялась, В оправке выполнены прорлльные, боковые пазы для прохода нагревателя 46 и прижима 47 (см. фиг. 5), а Тс1кже для выхода упругих лепестков 54. Ширина пазов выбрана так, чтобы обеспечить между KpaiHMH нагревательных элементов 62 раостояние, равное ширине трех упаковываемых изделий 27, в результате чего получаем пакет 26, почти равный величине трех изделий 27 с разницей лишь на TOJVишну выступающей части оправки 17.
Устройство работает следующим образом. Конвейер 18, периодически перемещаясь от привода устройства, посредством водила 41 и мальтийского креста 42 подводит оправку 17 к позиции укладки этикетки 7 и одновременно с помощью копира 5 7 взводит прижим 5 3 оправки 17.
Вакуум-присос 3, находящийся около торца магазина 6 прижимаетсяк этикетке 7, полик рычага 15 сходит с горки кулач1са 16 и диафрагма 12 под действием пружины 14 через шток 13, перемещаясь, начинает создавать вакуум в присосе 3. Этикетка 7 прилипает к присосу 3, который, отходя от магазина 6, этикетку 7 из ограничителей 9. Кулачок 20 отклоняет вниз прижимаемый пружиной 21 рычаг 19 и тягой 22 поворачивает рычаг 5, присос 3 по радиусу спуокается на оправку 17, одновременно поворачиваясь тягой 4 зтикеткой 7 вниз. Присос 3, подведя этикетку 7 на 3-5 мм к оправке 17, нажимает своим упором 61 нэ спусковой крючок 58, и прижим 53 опускается пружиной 56 и прижимает край этикетки 7 к верх} ий выступающей части
02 9 4f5
юправки 17. Дипфрагменная камера 10 -. сообщается с атмосферой, вакуум снимается и этикетка 7 оглипаег от присоса 3, а Кулачок 16 поворачивает рычаг 15, сжимает гфужину 14 и устанавлирчет штоком 13 в ;первоначальное положение диафрагму 12. При укладке этикетки 7 на оправку 17 подуплка 25, закрепленная на кронЩтейне24 рычага 5, на следующей позиции загибает конец уложенной ранее этикетки 7. Поокон10чании укладки этикетки 7 кулачок 20 своей горкой поднимает рычаг 19 и поворачивает ры чаг 5, возвращая вакуум-присос 3 в его исходное положение к магазину 6, а оправка 17 с уложенной этикеткой 7 продIBвигается на позицию загибки конца этикети. ки.
Уложенная и загнутая этикетка 7 на оправке 17 конвейером 18 заводится внутрь расширителя 40, по наружной поверхности
20 которого изкомпенсатора 39 подается по. лизтиленовая лента 37, периодически вытягиваемая конвейером 43. В компенсатор 39 сложенная пинта 37 поступает с рулонодержателя 35 через клин 36 с помошью приводного :ролика 38. Оправка 17 с эти%кеткой 7, пройдя раси.иритель 40, входит внутрь сложенной V - образной ленты 37 и подводится к конвейеру 43 сварки пакетов 26.
Нагреватели 46 и прижимы 47 заходят
ЯО i |между оправками 17 и, сжимаясь при движ€ рши конвейера 43 и конвейера 18 от воздействия горок 50 и 51, вначале обжимают пленку вокруг оправки 17, образуя пакет, ja затем зажимают ее между собой для подТотовки к образованию боковых швов и одновременно для обеспечения подачи ленты 37. Сварка боковых швов пакета 26 и .отделение пакетов один от другого происходит во время выстоя конвейеров на, позиции, где имеются для этой цели койтакты, соединяющиеся с нагревательным элементом 62. После охлаждения боковых швов пакета 26, которюе пpoиcxoдиt во время движения конвейеров 18 и 43, на45греватели 46 и прижимы 47 сходят с горок 5О и 51 и под действием пружины 52 расходятся, освобождая оправку 17. Оправка с пакетом 26, внутри которого находится этикотка 7, при дальнейшем перемв80шении поступает к позиции вкладывания изделий 27. Прижим 53 наезжает на горку 30 и приподнимается, освобождая этикет ку 1. В момент выстоя оправки 17 толкатель 29 захватывает из бункера 28 лздв55лия 27 и вкладывает их в оправку 17, раздвигая лепестки 54, которые растягивают пакет 26 и тем самым способствуют вкладыванию изделий в пакет. Изделия 27 npit00 |жимают конец загнутой части этикетки 7
к пакету 26 и rtpH дальнеШлем движении Стаскивают « с оправки и в гнездо 32 диска 31, Лнск гговорачивйе-рся нагрейате т ныа пряжимы ЗС сходятся и запечатывают открытую сторон ;- пако та 26 с изделиями 27 и этикеткой 7. При дальнейших поворотах люка 31, йечь 34 сжигает выходящие из прижимов 33 ко№цы пакета 26 для пол чения ровного visпечатыпающего шва, затем 1пгревательные: пряжимы 33 расходятся, и пакет 26 с | запечатанными тремг, изделиями 27 и эти кеткой 7 выталкивается иа гнезда 32 в пр 1емник готовой продукции.
Формула изобретения
Устройство AJisr упаковки штучньгх иа-- . де/шй в термосклеиваю-щнйся паже г, соле
лгашее механизм подачв термосклеива ощейся шгегшя, конвейер сваркп пакетов, конвейер травспортнровки оправок, механизм эгняетйрования, механизм вкладывлтш изделий и механизм запечатьшания пакетов с изделиями, отличающееся тем, чтО, с цепью повышения производительности труда, экономии материала, улучшения товарног-о вида упаковки и упрошеиия конструкции, оправка выполнена с продольными боковыми пазами и снабжена упругими лепестками и при жимом при зтом устрцйство снабжено взаимодействующим с гтрижимоь копиром, имеющим пбдпрумшненный спусковой крючок, :: упо ром для последне1 о, укрепленным на качаю цемся рычаге с кронштейном с поджи /;ной ПОДУ1.11КОЙ и поворотным присосог, связанным с вакуумтюй дипфраглтенной камерой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки штучных изделий в пакет из термосклеивающегося материала | 1975 |
|
SU537896A1 |
| УСТРОЙСТВО для УПАКОВКИ в ТЕРМОСКЛЕИВАЮ11^ИЙС^^'^'''"ЗТГ?;д | 1972 |
|
SU345056A1 |
| Устройство для образования боковых швов пакета | 1974 |
|
SU528235A1 |
| Автомат для наклейки этикеток на бутылки | 1955 |
|
SU103298A1 |
| Механизм для подачи изделий в пакеты к устройствам для упаковки в термосклеивающийся материал штучных изделий | 1972 |
|
SU442114A1 |
| Полуавтомат для складывания и упаковки чулок | 1961 |
|
SU148747A1 |
| Машина для наклейки и маркировки этикеток | 1952 |
|
SU94615A1 |
| Машина для набора комплектов печатной продукции | 1988 |
|
SU1676980A1 |
| Устройство для этикетирования полиэтиленовой тары | 1987 |
|
SU1440800A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |

/
-e
E
.-J Л
J
.4
u-s.Z
u. J
r-r
zrm
1
«Pwi.5
л-л
Ш Щ IP
ut.$
