.1
Изобретение относится к области автоматического управления и регулирования, в частности, к адаптивному управлению металлорежущими станками.
Известно устройство для адаптивного управления, содержащее последовательно соединенные блок управления и привод, которое стабилизирует мощность привода главного движения регулированием скорости подачи.
В известном устройстве в зависимости от загрузки привода главного движения подача изменится так, что мощность на двигателе главного шривода будет постоянна. Устройство предназначено, главдым образом, для однош-пиндельных станков.
Недостатком этого устройства является ограниченная область применения.
Наиболее близким -по технической сущности к предложенному техническому рещению является устройство для адаптивного управления многошпиндельным станком, содержащее последовательно соединенные зада1чик мощности, элемент сравнения, регулятор, Подключенный к блоку ограничения ПОдачи, первый привод, блок исполнительных элементов, второй Привод и датчик мощности, Подключенный к элементу сравнения.
Недостатком этого устройства является низкое быстродействие.
Целью изобретения является повышение быстродействия устройства.
Поставленная цель достигается тем, что устройство содержит элемент И и для каждого Шпинделя датчик контакта инструмента с деталью, и элемент НЕ, входы которого подключены к соответствующему входу задатчика мощности и через датчик контаКта инструмента с деталью-к блоку исполнительных элементов, входы элемента И соединены с выходами элементов НЕ, а выход - с одним из входов задатчика мощности.
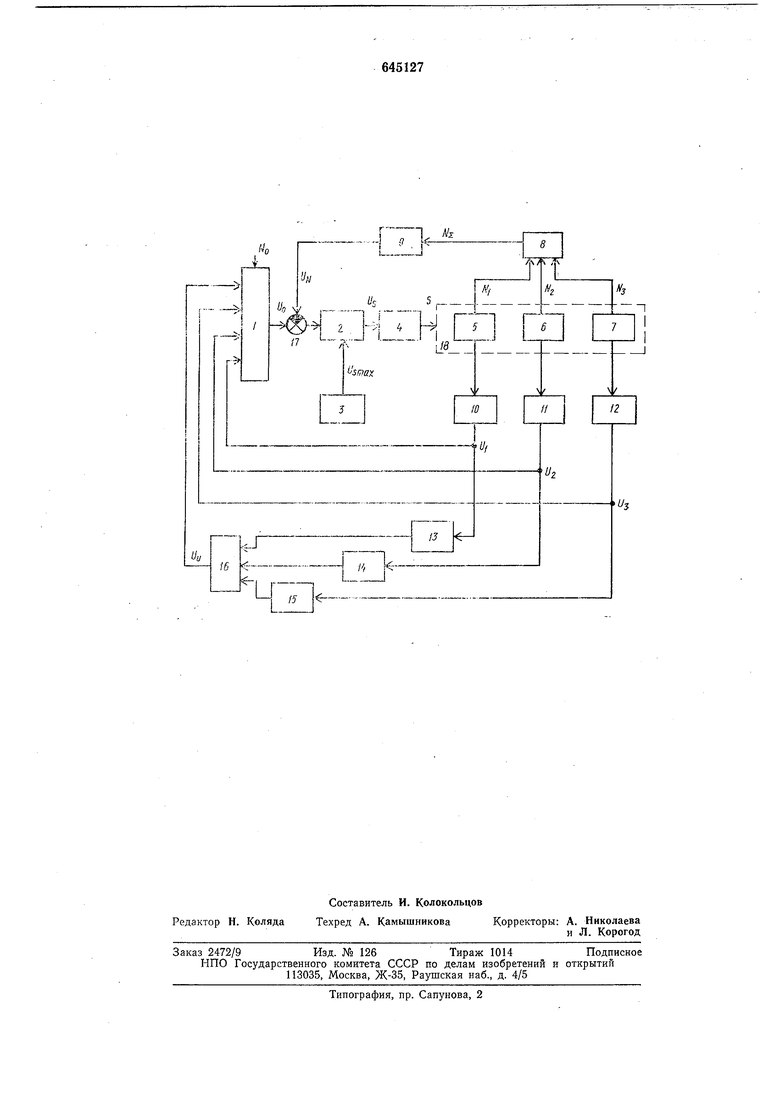
Функциональная схема предлагаемого устройства -показана на чертеже.
Устройство содержит задатчик мощности 1, регулятор 2, блок 3 ограничения подачи, первый привод 4, исполнительные элементы 5-7, второй привод 8, датчик 9 мощности, датчики контакта инструмента с деталью 10-12, элемент НЕ 13-15, элемент И 16 и элемент сравнения 17, а элементы 5-7 образуют блок исполнительных элементов 18.
Устройство работает следующим образом.
До врезания инструментов в деталь напряжения на выходах датчиков 10-12 L/i, t/2, равны нулю, а напряжение на выходе элемента И 16 равно Un. С выхода задатчика мощности 1 на элемент сравнения 17 поступает напряжение -коэффициент передачи сумматора но входу f/u. Так как резания нет, то с датчика 9 на элемент сравнения 17 б}д,&т поступать сигнал, пропорциональный мощности холостого хода и значительно меньщий величины С/о- Разность этих сигналов полностью откроет регулятор 2, выходной сигнал которого L/s будет ограничиваться сигналом раждения подачи с блока 3, соответствуюЩИМ максимально-допустимой подаче Usm.a. Выходной сигнал регулятора 2 Я1вляется управляющим для регулируемого первого привода 4, сообщающего движение детали (S - скорость подачи).
При врезании каким-либо инструментом на датчиках контакта инструмента с деталью 10-12 ПОЯВИТСЯ напряжение Ui (, 2, 3), которое приведет к исчезновению Напряжения с выхода элемента И 16 и к изменению уставки задатчика мощности 1 до величины
t/0 Xit/i,
где Кг - коэффициент передачи задатчика мощности 1 (например, суммирующего операционного усилителя) по соответствующему входу; Кг - определяется допустимой мощностью по каждому инструменту.
С датчика 9 мощности на .элемент сравнения 17 будет поступать сигнал UK, пропорциональный загрузке второго привода 8 главного движения, суммарная мощность которого Л S составлена из мощностей резания NI, . каждого инструмента сигналов 1/JV и UQ, регулятор 2 будет изменять
подачу таким образом, чтобы мощность двигателя второго привода 8 главного движения поддерживалась равной заданной на задатчике мощности 1. При врезаиии второго инструмента напряжение на выходе задатчика мощности 1 станет равным
и, к,и, + к,и,
и подача изменится так, что сигнал с датчика 9 мощности будет равен
Ujy {J, K,U, + K,U,
при врезании следующего инструмента уставка мощности NO возрастет до соответствующей величины. Если 1какой-либо инструмент выходит на участок без резания, то уставка уменьшится.
Применение изо-бретения позволит повысить производительность па станках с разветвленной кинематикой на 20-30%.
Формула изобретения
Устройство для адаптивного управления мпогощпиндельным станком, -содержащее последовательно соединенные задатчик мощности, элемент сравнения, регулятор, подключенный к блоку ограничения подачи, первый привод, блок исполнительных элементов, второй привод и датчик мощности, подключенный к элементу сравнения, отличающееся тем, что, с целью павыщения быстродействия устройства, оно содержит элемент И и для каждого щпинделя датчик контакта инструмента с деталью, и элемент НЕ, входы которого подключены к соответствующему входу задатчика мощности и через датчик контакта инструмента с деталью - к блоку исполнительных элементов, входы элемента И соедипены с выходами элементов НЕ, а выход -с одним из входов задатчика мощности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления | 1985 |
|
SU1343390A1 |
| Устройство для адаптивного управления станком | 1977 |
|
SU684513A1 |
| Устройство адаптивного управления металлорежущим станком | 1984 |
|
SU1205130A1 |
| Устройство для адаптивного программ-НОгО упРАВлЕНия CTAHKOM | 1978 |
|
SU807226A2 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство адаптивного управления металлорежущим станком | 1986 |
|
SU1361508A2 |
| Система адаптивного управления металлорежущим станком | 1988 |
|
SU1536356A1 |
| Устройство для адаптивного управ-лЕНия CTAHKOM | 1979 |
|
SU834673A1 |
| Система адаптивного управления металлорежущим станком | 1980 |
|
SU1001013A1 |
| Устройство программного управления металлорежущими станками | 1984 |
|
SU1165671A1 |