Изобретение относится к области автоматического управления и регулирования, в частности к адаптивному унравлению металлорежущими станками в ос обенности для ограничения вибраций системы станок-приспособление- инструмент-деталь (спид).
Цель изобретения - повышение производительности оГфаботки, уменьшение динамических нагрузок в системе СПИД.
Па фиг. 1 показаны временные ди- arpaNfMbi работы устройства; на фиг. 2 функциональная схема устройства для осуществления адаптивного управлени
С ацность принципа управления состоит в следующем.
После тфезания инструмента в загтовку (момент tg) подача уменьшаетс с максимального значения S, до ткущего уровня S. При переходе на ви ронеустончивый участок резания и воникновения вибраций с амплитудой А больше допустимого уровня Ал. уставк мощности N, начинает снижаться по лнейному рштегральному закону в функ ц|П) разности (момент t). Вслествие лавинообразного нарастания вираций амплитуда последних может превысить предельный уровень А (момен t), тогда уставка мощности N уста н; зливается равной нулю до тех пор, Пока (интервал ). Этим обе гечивается форсированное снижение подачи S и, как следствие, интенсивное гашение вибраций.
Как только А станет меньше А, уставка мощности возвращается
п
к исходному уровню N(, за вычетом значения ДКр, накопленного за интервал времени t,-t,| по интегральному закону i
AN.-}; 1 (А-А )dt, i J 3
t, где Т - постоянная интегрирования.
Если этого снижения уставки мощности и, как следствие, подачи не
достаточно и вибрации вновь превьшта
предельный уровень А, то указанный процесс повторяется (интервал )
Если же амплитуда вибраций А не превышает уровень А , но превышает уровень Ад, то дальнейшее снижение уставки моцности осуществляется по интегральному закону (интервал tij-t,o до тех пор, пока А не станет меньше А ц.
Пс5сле прохождения вибронеустойчивого участка резания накопленное по интегральному закону значение N уменьшается тем интенсивнее, чем А Аа, и вследствие этого обеспечивается возврат к исходному значению уставки мощности NO (момент t,).
Устройство содержит последовательно соединенные задатчик 1 мощности, первый элемент 2 сравнения, релейно- дискретный регулятор 3 мощности, к второму входу которого подключен выход блока 4 ограничения подачи, привод 5 подачи, объект 6 управления (процесс резания на станке совместно с системой спид), датчик 7 мощности, первый усилитель 8 сигнала датчика мощности, подсоединенный выходом к
второму входу первого элемента сравнения, последовательно соединенные с вторым выходом объекта регулирования датчик 9 вибраций, второй усилитель 10 сигнала датчика вибраций,
полосовые фильтры 11 и 12, детекторы 13 и 14, второй 15 и третий 16 элементы сравнения и задатчик 17 уровней амплитуды колебаний - допустимых уровней амплитуды колебаний, первым выходом подсоединенный к второму входу третьего элемента 16 сравнения. Четвертый элемент 18 сравнения подключен первым входом к выходу второго элемента 15 сравнения, вторым входом - к второму выходу задат- чика 17, интегральный регулятор 19 и релейный регулятор 20 амплитуды вибраций подключены входами к выходам третьего и четвертого элементов сравнения, а выходами - к входам сумматора 21, соединенного через ограничитель 22 с входом задатчика мощности. Устройство работает следующим образом.
При врезании инструмента в деталь
(момент to) регулятор 3 уменьшает подачу S, ограниченную до этого на .максимальном уровне при помощи блока 4, до тех пор, пока N не стаВ момент возникновения вибраций A Aj на резонансных частотах системы СПИД, выделяемых при помощи полосовых фильтров 11 и 12, интегральный 55 регулятор 19 через ограничитель 22 уменьшает постепенно уставку мощности NO-UN „.
При (момент t) релейный регулятор 20 подает на вход ограничителя 22 отрицательный сигнал, в результате чего его выходной сигнал становится равным -N, а выход за- датчика мощности равным нулю.
1 устанавливается
После прохождения виброустойчивого участка интегральный регулятор 19 уменьшает накопленную отрицательную разность Ад-А вследствие действия на входе положительного сигнала, чем обеспечивается .возврат уставки мощности к исходному значению N,,.
Формула изобретения
Устройство для адаптивного управления, содержащее регулятор мощности, привод подачи и объект управления, первый выход которого соединен через последовательно соединенные датчик мощности и усилитель с первым входом первого элемента сравнения, второй вход которого подключен к выходу задатчика мощности, а выход - к первому входу регулятора мощности, подключенного вторым входом к вькоду блока ограничения подачи, второй вы
ход объекта управления через последовательно соединенные датчик вибраций и второй усилитель соединен с входами полосовых фильтров, соединенньсх выходами через соответствующие выпрямители с первым и вторым входами второго элемента сравнения, подключенного выходом к первому входу третьего элемента сравнения, второй вход которого соединен с первым выходом задатчика уровня амплитуды колебаний, а выход - с входом релейно-дискретного регулятора, отличающееся тем,что, с целью повышения быстродействия устройства, оно содержит четвертый элемент сравнения, сумматор, интегральный регулятор и огра
вертого элемента сравнения подключены соответственно к выходу второго элемента сравнения и второму выходу задатчика уровней амплитуды колебаний, а выход через интегральный регуля- тор - к первому входу сумматора, подключенного вторым входом к выходу релейно-дискретного регулятора, а выходом через ограничитель - с входом задатчика мощности.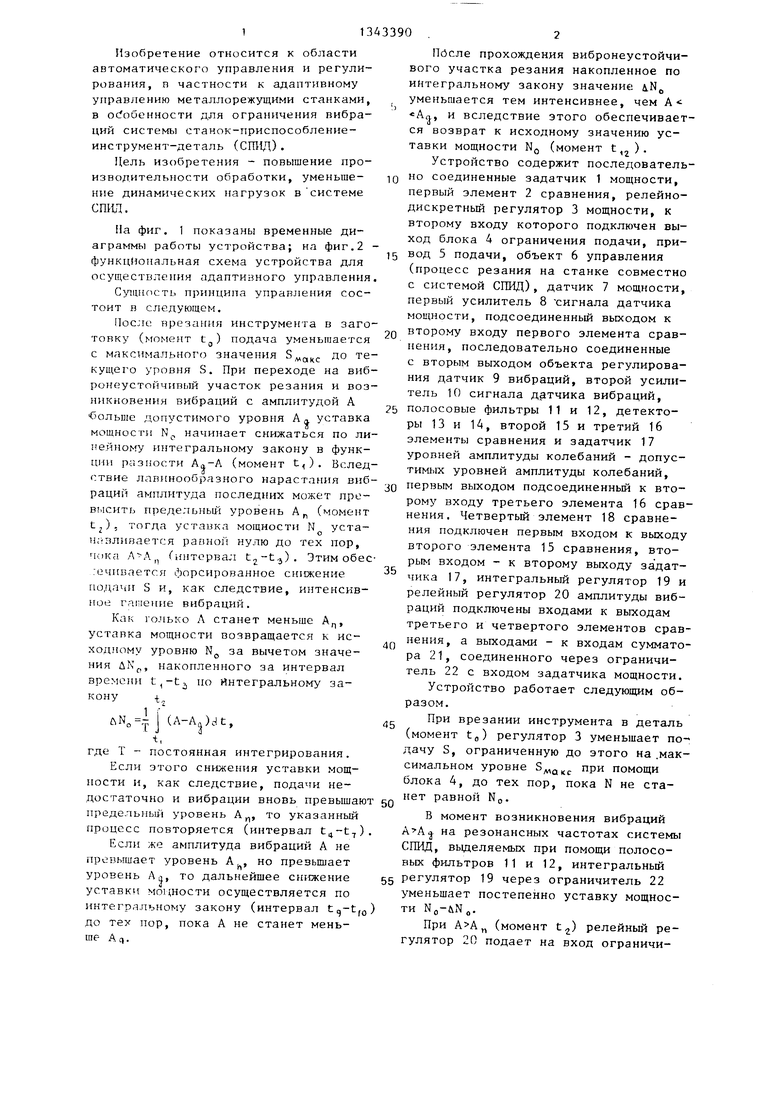

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для адаптивного управления станком | 1982 |
|
SU1083161A1 |
| Устройство для адаптивного управления станком | 1977 |
|
SU684513A1 |
| Система адаптивного управления металлорежущим станком | 1981 |
|
SU996997A1 |
| Устройство для адаптивного управ-лЕНия CTAHKOM | 1979 |
|
SU834673A1 |
| Система адаптивного управления металлорежущим станком | 1980 |
|
SU1001013A1 |
| Устройство для адаптивного управления двухкоординатным станком | 1982 |
|
SU1065824A1 |
| Устройство адаптивного управления металлорежущим станком | 1984 |
|
SU1205130A1 |
| Система экстремального регулирования амплитуды вибраций на металлорежущем станке с выдвижным шпинделем | 1985 |
|
SU1352453A1 |
| Устройство адаптивного управления металлорежущим станком | 1986 |
|
SU1361508A2 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |

Изобретение относится к области автоматического управления и регулирования, в частности к адаптивному управлению металлорежущими станками. производительности обработки, уменьшение динамических нагрузок в системе станок-приспособление-инструмент- деталь (спид), Устройство содержит задатчик ,1 мощности, элементы 2, 15, 16, 18 сравнения, релейно-дискретный регулятор 3 (мощности), блок 4 ограничения подачи, привод 5 подачи, объект 6 управления (процесс резания ня станке совместно с системой СПИД), датчик 7 мощности, усилители 8 сигнала датчика мощности, датчик 9 вибраций, усилитель 10 сигнала датчика вибраций, полосовые фильтрь 11, 12, детекторы 13, 14, задатчик 17 уровней амплитуды колебаний, интегральньв регулятор 19 и релейный регулятор 20 амплитуды вибраций, сумматор 21, lA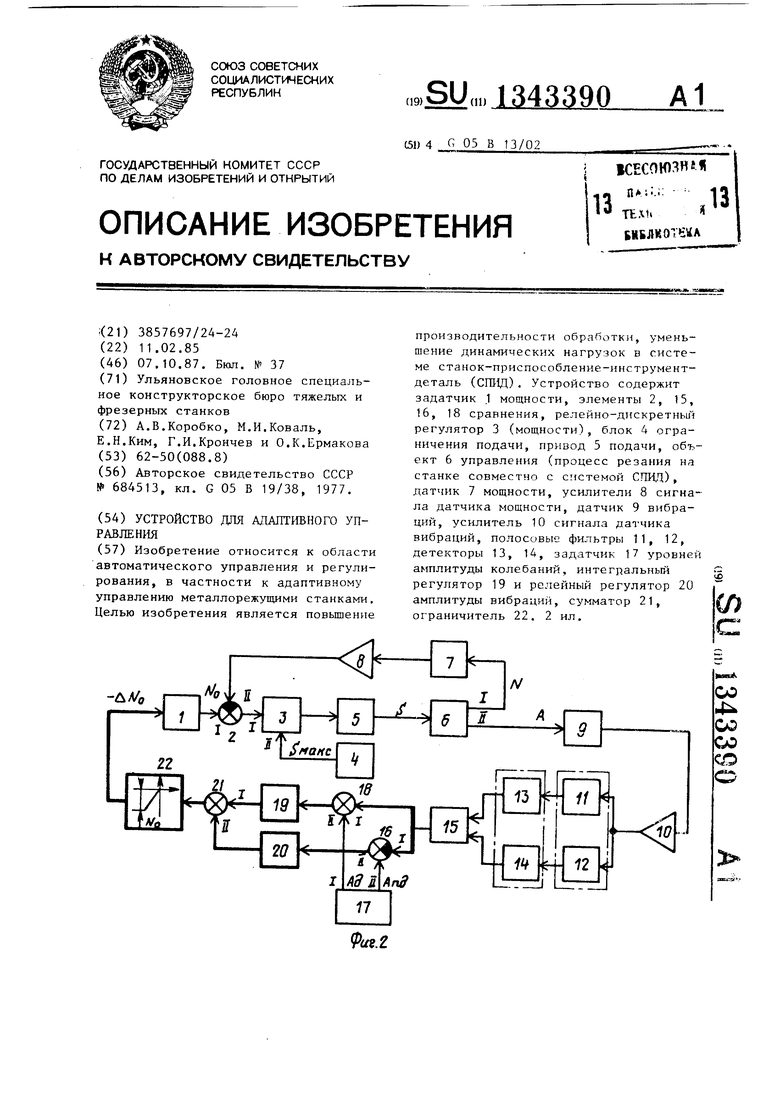
Составитель А.Лащев Редактор В.Данко Техред А.Кравчук Корректор л.Пилипенко
Заказ 4821/48 Тираж 863Подписное
BHtfflrM Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для адаптивного управления станком | 1977 |
|
SU684513A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
