05 4
СП СО
00
ю
i64
Изоб1.-1егение относится к обработке металлов aнлeннe, в частности, к техиоло.гии изготовления пик еле войленты .
Известеп способ изготовления лент толщиной О,, 2-0,5 мм. При осуществле НИИ этого способа заготовку толщиной (-10 получают горячей прокаткой слитка,; далее заготовку подвергают холодной прокатке с промежуточными oтжигa да при ЗбО-ЮОО С и окончательному отжигу при температуре 680 . Суммарная деформация между отжигами до последнего включительно составляет 50-80%.
Недостатком известного способа является невозможность получения кубической текстуры.
Цель изобретения - полухгение никелевой ленты с утойчргвой кубической текстурой.
Поставленная цель достигается тем что холодную пластическую деформацию перед око1г-гательным отжигом проврдят со степенью обжатия 85-99%.
Влияние технологии прокатки .па текстуру никелевой
Темпергггура окончательного отжига
Степень дефор- I Степень деформации при холодной прокатке мации при хо i после проме куточного отжига, %
9822
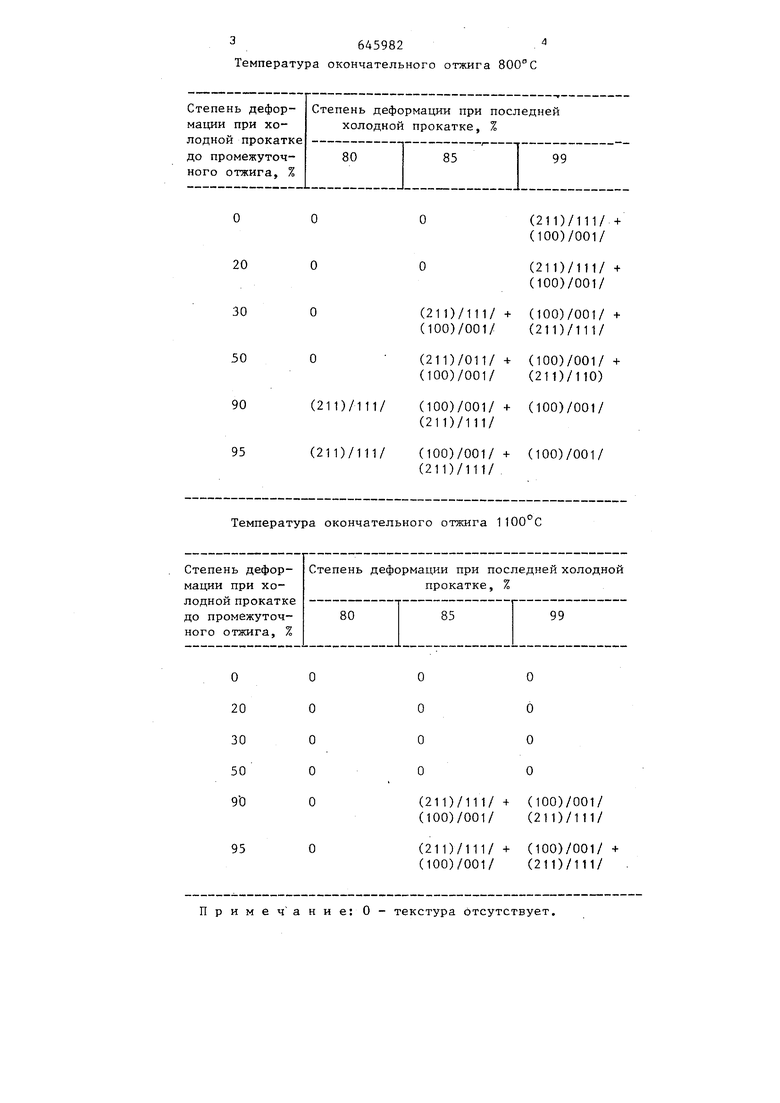
Предложенньм способ изготовления п-п :елевой ленты заключается в том, что проводят горячуго прокатку заготовки в несколько проходов, холодную прокатку с промежуточным отжигом при температуре 360 - со степенью деформации 30-90%, а после промежуточного отжига - окончательную холодную деформацию со степенью деформации 85-99% и окончательный отжиг.
Проведение холодной деформации в два этапа, первый из которых осуществляют до промежуточного размера с
15 суммарным обжатием 30-90% до промежуточного отжига и последующим суммарным обжатием до готового размера 85-99%3 позволяет стабилизировать кубическую текстуру никелевой ленты
0 при окончательном отжиге при темпе- ратуре ОО-ПОО С.
Как видно из таблицы, устойчивая кубическая текстура получается при холодной прокатке до промежуточного
25 отжига с суммарной степенью деформации 30-90%., а после этого отжига с обжатием 85-99%.
ленты
Т
85
99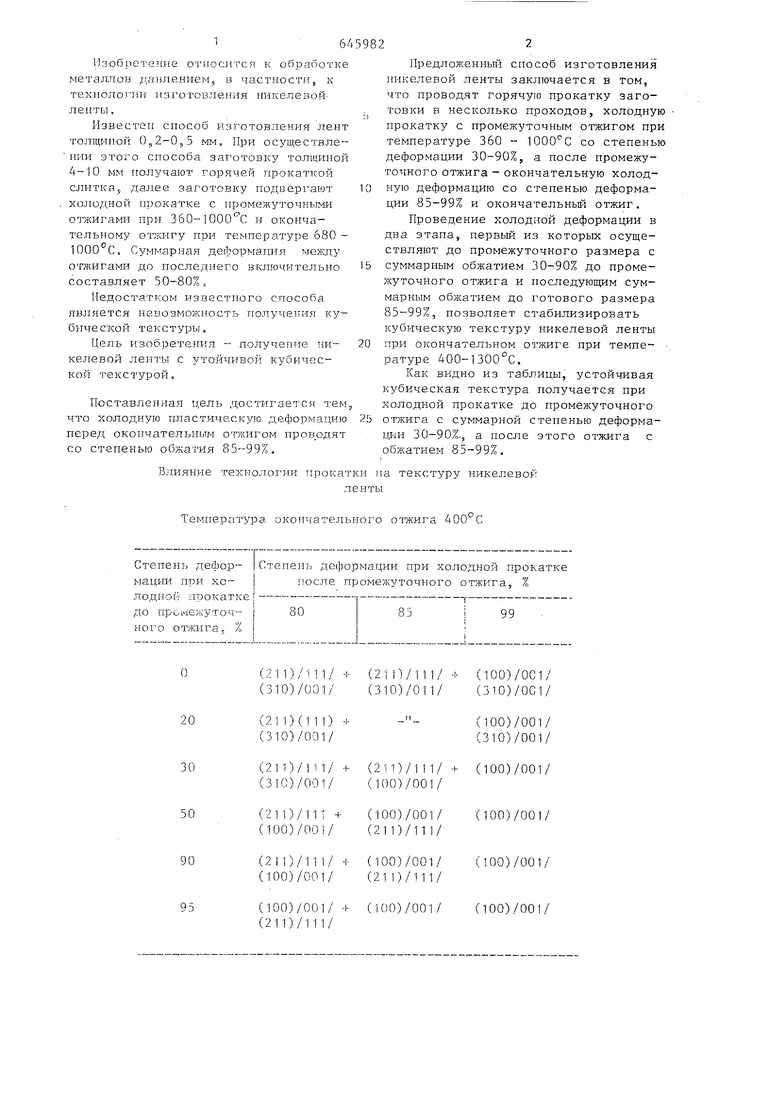
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения кинескопной ленты из низкоуглеродистой электротехнической стали | 1980 |
|
SU889162A1 |
| Способ изготовления биаксиально текстурированной подложки из тройного сплава на медно-никелевой основе | 2015 |
|
RU2624564C2 |
| Способ изготовления анизотропной холоднокатаной электротехнической стали | 1983 |
|
SU1096291A1 |
| Способ изготовления биаксиально текстурированной подложки в виде ленты из тройного сплава на медно-никелевой основе для эпитаксиального нанесения на нее буферных и высокотемпературного сверхпроводящего слоев | 2020 |
|
RU2759146C1 |
| Способ изготовления ленты из железоникелевого сплава Fe-(49-50,5) мас. % Ni, имеющей острую кубическую текстуру | 2016 |
|
RU2635982C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИАКСИАЛЬНО ТЕКСТУРИРОВАННОЙ ПОДЛОЖКИ ИЗ БИНАРНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ ДЛЯ ЭПИТАКСИАЛЬНОГО НАНЕСЕНИЯ НА НЕЕ БУФЕРНОГО И ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДЯЩЕГО СЛОЕВ ДЛЯ ЛЕНТОЧНЫХ СВЕРХПРОВОДНИКОВ | 2011 |
|
RU2451766C1 |
| Способ получения ленты электротехнической стали | 1977 |
|
SU742471A1 |
| СПОСОБ ХОЛОДНОЙ МНОГОПРОХОДНОЙ ПРОКАТКИ ТОНКИХ ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2010 |
|
RU2501881C2 |
| СПОСОБ ПОЛУЧЕНИЯ КУБИЧЕСКОЙ ТЕКСТУРЫ В ТРАНСФОРМАТОРНОЙ СТАЛИ | 1972 |
|
SU326250A1 |
| Способ производства полупроцессной электротехнической изотропной стали с низкими удельными магнитными потерями | 2018 |
|
RU2693277C1 |
СПОСОБ ИЗГОТОВЛЕИР1Я НИКЕЛЕВОЙ ЛЕНТЫ, включающий горячую прокатку заготовки', холодную прокатку с промежуточным отжигом при температуре ЗбО-ТООО^С с суммарной степенью деформации перед отжигом более 30% и окончательный отжиг, о т- л и ч а ю щ и и с я тем, что, с целью обеспечения устойчивой кубической текстуры, холодную прокатку после промежуточного отжига осуществляют с сум>&!арньгм обжатием 85-99%,
(2Г1)(1 11) + (310)/001/
30
50
90
(100)/001/ -I95 (211)/111/
(100)/ОС1/ (310)/ОС1/
(100)/001/ (310)/001/
(100)/001/
(100)/001/ (100)/001/ (100)/001/
20
30
О
(211)/111/
(211)7111/
Температура окончательного отжига 1 100°С
(211)/111/ + (100)/001/
(210/111/ + (100)/001/
(100)/001/ + (210/111/
(100)/001/ + (211)/110)
(100)/001/
(100)/001/
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
