При отливке сложных фасонных деталей с подводом металла снизу в практике встречаются трудности обеспечения питанием верхних зон отлизки, вследствие нарушения общего принципа последовательности остывания и кристаллизации отливки снизу вверх; в результате в верхних зонах отливки получаются неплотности: свищи, темные пятна и т. п.
Увеличение массивности выпоров-прибылей не всегда приводит к положительным результатам. Даже при кристаллизации под давлением наблюдаются рыхлости в зоне основания выпоров.
Для борьбы с этими явлениями прибегают к следующему способу отливки. Форму для сифонной отливки снабжают выпорами, выполненными в виде чаши с отверстием в дне, перекрываемым пробкой. Перед заливкой выпора наполняют металлом и подымают пробки во время заливки металла через сифонный стояк. Таким образом в конце заливки металл поступает в форму одновременно снизу из сифонного стояка и сверху-из прибылей. Этот способ заливки дает хорощие результаты, но обладает тем недостатком, что момент
поднятия прооок в выпорах определяется произвольно и не всегд.: удачно. Поэтому способ не дает устойчивых в отношении качеств результатов.
изжития недостатков этого способа, настоящим изобретением предлагается устройство, которое позволяет подымать пробки в выпорах и, следовательно, начинать двухстороннее заполнение формы в момент, когда металл, входящий в форму снизу, достигает определенного уровня.
Пробка выпора подвешена к концу двуплечного рычага, связанного гибкой связью с плавким контактом, укрепленным в полости формы на заданном уровне. При достижении подымающимся в форме металлом этого уровня, контакт расплавляется, и освобожденный рычаг подымается вместе с пробкой, открывая доступ металлу из выпора в форму.
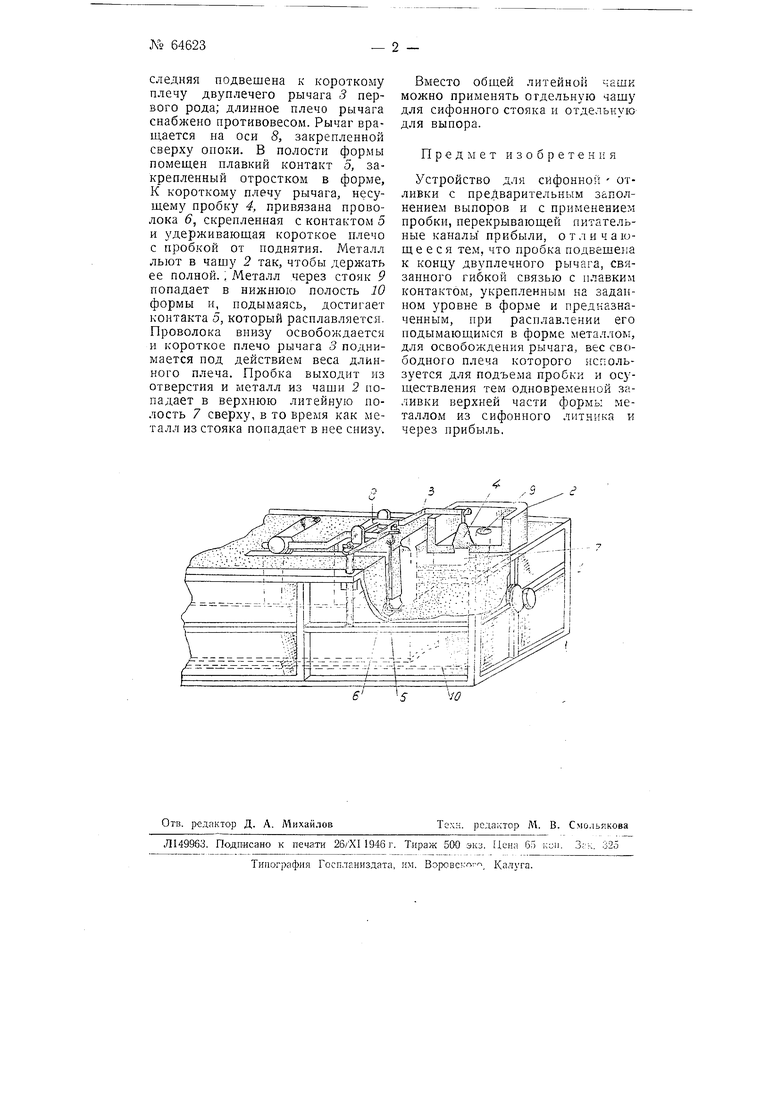
На чертеже изображена сифонная форма с предлагаемым устройством.
На опоке 1 установлена литниковая чаша 2, от которой идет в форму сифонный стояк 9. В литниковой чаще сделано отверстие в дне, перекрытое пробкой 4. Последняя подвешена к короткому плечу двуплечего рычага 5 первого рода; длинное плечо рычага снабжено противовесом. Рычаг вращается на оси 8, закрепленной сверху опоки. В полости формы помещен плавкий контакт 5, закрепленный отростком в форме, К короткому плечу рычага, несущему пробк} 4, привязана проволока 6, скрепленная с контактом 5 и удерживающая короткое плечо с пробкой от поднятия. Металл льют в чашу 2 так, чтобы держать ее полной.; Металл через стояк 9 попадает в нижнюю полость 10 формы и, подымаясь, достигает контакта 5, который расплавляется. Проволока внизу освобождается и короткое плечо рычага 5 поднимается под действием веса длинного плеча. Пробка выходит из отверстия и металл из чаши 2 попадает в верхнюю литейную полость 7 сверху, в то время как металл из стояка попадает в нее снизу.
Вместо общей литейной чашк можно применять отдельную чашу для сифонного стояка и отдельную для выпора.
Предмет изобретения
Устройство для сифонной отливки с предварительным заполнением выпоров и с применением пробки, перекрывающей питательные каналы прибыли, отличающееся тем, что пробка подвещена к концу двуплечного рычага, связанного гибкой связью с плавким контактом, укрепленным на заданном уровне в форме и предназначенным, при расплавлении его подымающимся в форме металлом, для освобождения рычага, вес свободного плеча которого используется для подъема пробки и осуществления тем одновременной заливки верхней части формы металлом из сифонного литника к через прибыль.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| Литниковая система для кокильного литья | 1977 |
|
SU624699A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| ГРАФИТОВАЯ ФОРМА ДЛЯ ЛИТЬЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1992 |
|
RU2085323C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| ЛИТЕЙНАЯ ФОРМА | 1990 |
|
RU2014938C1 |
| ЛИТНИКОВО-ПИТАЮЩАЯ СИСТЕМА | 1973 |
|
SU405647A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ОТЛИВКИ | 2016 |
|
RU2634108C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
