Область техники, к которой относится изобретение
Изобретение относится к производству отливок с использованием литейных форм.
Уровень техники
Известен традиционный способ литья в песчаные формы, в котором для получения отливки используется песчаная литейная форма. Литейная форма состоит из нижней и верхней полуформ. Полуформы изготавливают в нижней и верхней опоках, представляющих собой металлические ящики без дна и крышки. Опоки придают песчаным полуформам необходимую прочность и жесткость. Собранные полуформы соприкасаются друг с другом по плоскости разъема. Для точной установки полуформ используют центрирующие штыри, а скрепление опок перед заливкой производится скобами. Рабочая полость повторяет наружную конфигурацию будущей отливки. Металл подается в рабочую полость формы через систему каналов - литниковую систему. Она служит для заполнения рабочей полости формы металлом, а также для улавливания шлака и удаления воздуха, вытесненного из рабочей полости. Литниковая система состоит из литниковой чаши, стояка, шлакоуловителя, питателя и выпоров. Стояк и выпор имеют форму усеченного конуса с уклоном 3-5 градусов. Шлакоуловитель и питатель в поперечном сечении имеют вид трапеции. Для образования полости в отливке в форму устанавливают стержень, который закрепляется своими концами (знаками) в форме. Собранную форму устанавливают на металлическую плиту. Заливка формы металлом производится из ковша через литниковую чашу непрерывно до того момента, пока металл не покажется в выпоре (см. Методическое руководство к практической работе «Литье в песчаные формы», Московский автомобильно-дорожный институт, Москва, 1996, ред. Ю.К. Фетисова).
Недостатком упомянутого способа литья является необходимость использования большого количества формомассы для создания литейных форм, а именно для формования двух полуформ - верхней и нижней, что влечет за собой увеличение затрат на утилизацию использованной формомассы или рекуперацию, увеличение объемов используемых антипригарных составов и, соответственно, увеличение трудоемкости на формирование двух полуформ и изготовление отливок.
Раскрытие сущности изобретения
Техническим результатом заявляемого изобретения является обеспечение способа изготовления отливок на многоразовом основании.
Технический результат достигается тем, что в заявляемом способе литья в песчаные формы для изготовления отливки используют одну полуформу, при этом упомянутую полуформу, содержащую формовочную смесь с предварительно сформированной в ней полостью в форме изготавливаемой отливки, располагают на многоразовом огнеупорном основании и через стояк в упомянутую полость заливают расплавленный металл, откуда после остывания извлекают полученное изделие.
Краткое описание чертежей
Фиг. 1 изображает этап формирования модели для литья в песчаной полуформе.
Фиг. 2 изображает этап размещения песчаной полуформы с полостью от извлеченной модели на многоразовом огнеупорном основании.
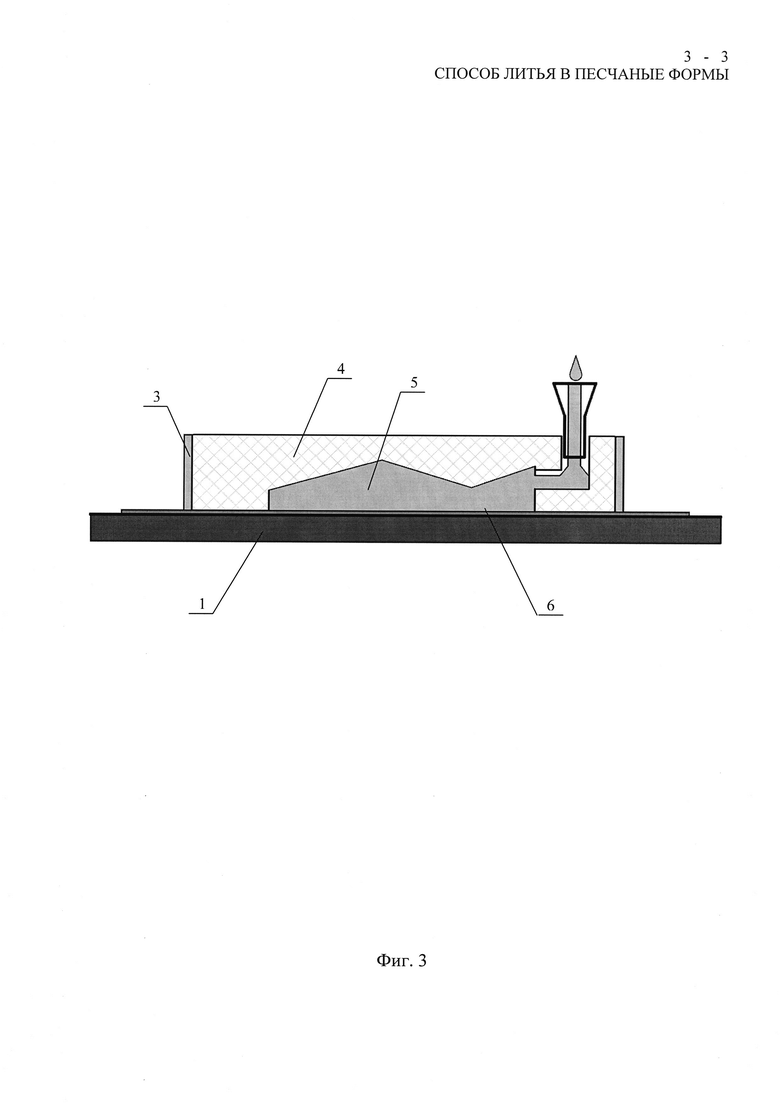
Фиг. 3 изображает этап заполнения сформированной полости расплавленным металлом.
Осуществление изобретение
Изготовление отливок путем литья металла в песчаную форму на горизонтальной плоскости состоит из следующих этапов. На фиг. 1 изображен первый этап, на котором на горизонтальной плоскости 1 располагают предварительно сформированную модель 2 изделия, окружают ее рамкой 3, выполненной, например, из дерева, засыпают формовочной смесью 4 и тщательно утрамбовывают. В качестве формовочной смеси 4 может использоваться, например, песок, глина, гипс, песчано-смоляные смеси по отдельности или вместе.
Далее модель 2 изделия извлекают, а в песчаной полуформе образуется полость 5 в форме изготавливаемого изделия. Полученную песчаную полуформу располагают на многоразовом огнеупорном основании 6 так, чтобы полость 5 прилегала к основанию 6. Многоразовое огнеупорное основание 6 может быть выполнено, например, в форме горизонтальной плоскости, но также оно может быть выполнено другой требуемой постоянной формы, позволяющей беспрепятственно отделять готовое изделие от основания.
Использование многоразового огнеупорного основания позволяет исключить необходимость использования второй полуформы, наполненной формовочной смесью, которая, так же как и многоразовое огнеупорное основание, выполняет роль плоского основания при изготовлении изделий, в которых одна из сторон является плоской, например рельефных адресных табличек.
Далее через стояк расплавленный металл заливают в упомянутую полость 5 отливки, откуда после остывания извлекают уже готовое изделие, а формовочную смесь подвергают утилизации или рекуперации.
Многоразовое огнеупорное основание может быть выполнено, например, из плиты Kaowool Board 1260. Данные плиты применяются в качестве теплоизоляции различных нагреваемых объектов во всех отраслях промышленности, прибыльной части изложниц при разливе стали, рабочих слоев колпаковых печей, нагревательных печей, термических печей всех типов, в воздухонагревателях доменных печей, в изоляции котлов, миксеров для доводки алюминия, в установках по производству водорода, в футеровке прибыльных надставок с классификационной температурой 1260°С и 1400°С.
Дополнительно использование многоразового основания для литься в песчаные формы позволяет уменьшить количество используемой формомассы для создания литейных форм, а именно для формования двух полуформ - верхней и нижней, что, следовательно, позволяет уменьшить затраты на утилизацию использованной формомассы или рекуперацию, уменьшить объемы используемых антипригарных составов и, соответственно, уменьшить трудоемкость и материалоемкость при формировании двух полуформ и изготовлении отливок.
Источники информации
1. Методическое руководство к практической работе «Литье в песчаные формы», Московский автомобильно-дорожный институт, Москва, 1996, ред. Ю.К. Фетисова.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| ГРАФИТОВАЯ ФОРМА ДЛЯ ЛИТЬЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1992 |
|
RU2085323C1 |
| Способ заливки литейных форм с применением метода локального поверхностного вакуумирования формы и устройство для его осуществления | 2023 |
|
RU2813437C1 |
| ЛИТНИКОВАЯ СИСТЕМА С ЗУМПФ-ВСТАВКОЙ | 2013 |
|
RU2557037C2 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ЧУГУННОЙ ОТЛИВКИ ТЮБИНГА ТОННЕЛЬНОЙ ОБДЕЛКИ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2015 |
|
RU2661929C2 |
| Способ изготовления металлических литейных форм | 1980 |
|
SU891200A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Литейная форма | 1980 |
|
SU904873A1 |


Изобретение относится к производству отливок с использованием литейных форм. В полость литейной формы через стояк заливают расплавленный металл, после остывания металла отливку извлекают. При этом используют литейную форму, состоящую из песчаной формы с предварительно сформированной в ней полостью в форме изготавливаемой отливки, расположенную на многоразовом огнеупорном основании. Обеспечивается изготовление металлических отливок на многоразовом основании. 2 з.п. ф-лы, 3 ил.
1. Способ изготовления металлической отливки, включающий заливку через стояк в полость литейной формы расплавленного металла и извлечение остывшей отливки, отличающийся тем, что используют литейную форму, состоящую из песчаной формы с предварительно сформированной в ней полостью в форме изготавливаемой отливки, расположенной на многоразовом огнеупорном основании.
2. Способ по п. 1, отличающийся тем, что упомянутое многоразовое огнеупорное основание является плоским.
3. Способ по п. 1, отличающийся тем, что упомянутое многоразовое огнеупорное основание является изогнутым.
| Методическое руководство к практической работе | |||
| Литье в песчаные формы, ред | |||
| Ю.К | |||
| ФЕТИСОВА, Москва, Московский автомобильно-дорожный институт, 1996, с.1-15 | |||
| Стекло на основе двуокиси кремния, окиси свинца, окиси стронция, окиси калия и окиси лития | 1959 |
|
SU124606A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЛИТЕЙНЫХ ФОРМ ИЗ СЫПУЧИХ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ ПО РАЗОВЫМ ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2512710C1 |
| Способ литья в песчаные формы с противодавлением | 1982 |
|
SU1060294A1 |
| Карбюратор для двигателей в внутреннего горения | 1927 |
|
SU12717A1 |

