В ОСНОВНОМ авторском свидетельстве № 57477 описан способ стыковой термитной сварки проводов н тому подобных металлических изделий, при котором концы свариваемых проводов обматывают проволокой, надевают на них цилиндрический патрон, выполненный из прессованной смеси типа термитной, и патрон воспламеняют.
Настоящее изоб-ретение является развитием изобретения по основному авторскому свидетельствуjNo 57477 и заключается в видоизменении способа по указанному авторскому свидетельству. Видоизменение это состоит в том, что проводам сообщают непосредственно в процессе сварки постоянное осевое давление без обматывания их концов проволокой. Осевое давление сообщается проводам с той целью, чтобы торцы их прижимались друг к другу в течение всего процесса сварки. Это должно обеспечить надежность сварки по всему сечению свариваемых проводов и образование по месту сварки усиливающего шва.
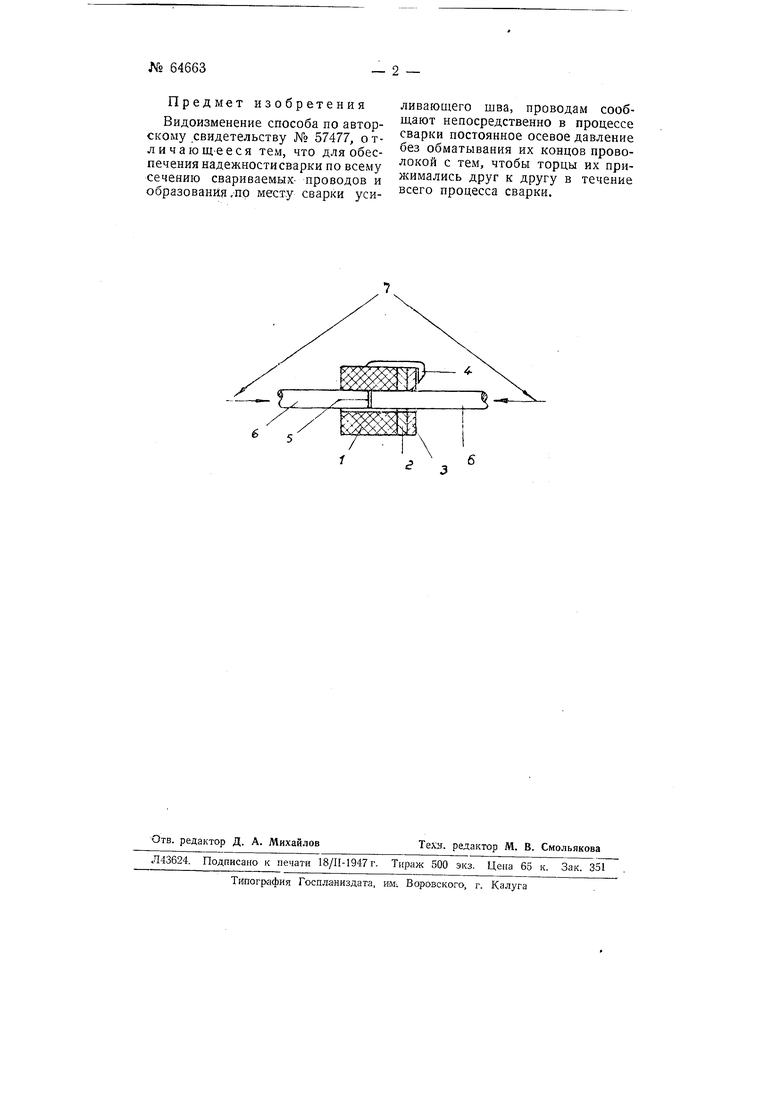
Схематический чертеж иллюстрирует предлагаемый способ сварки.
Концы 6 свариваемых проводов вводятся в осевое отверстие патрона /, выполненного из спрессованного термита, таким образом, чтобы стык 5 сращиваемых проводов находился примерно посредине слоя основного состава патрона. Цифрой 2 обозначен переходной состав,патрона, а цифрой 5-воспламенительный состав. Левой рукой сварщик слегка придерживает патрон на проводе, а правой рукой чиркает теркой по запальной головке 4. Последняя загорается и патрон воспламеняется. В процессе сварки проводам 6 при помощи, например, клещей сообщают постоянное осевое давление по стрелкам 7 с тем, чтобы торцы их прижимались друг к другу в течение всего процесса сварки. Это обеспечивает надежность сварки по всему сечению проводов и приводит к образованию по месту сварки усиливающего шва. По окончании сварки остывший шлак, остающийся после сгорания патрона, удаляют с провода.
Предмет изобретения
Видоизменение способа по авторскому .свидетельству № 57477, отличающ-ееся тем, что для обеспечения надежности сварки по всему сечению свариваемых- проводов и образования ,-по месту сварки усиливающего шва, проводам сообщают непосредственно в процессе сварки постоянное осевое давление без обматывания их концов проволокой с тем, чтобы торцы их прижимались друг к другу в течение всего процесса сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Термитный патрон | 1945 |
|
SU71546A1 |
| ПАТРОН ДЛЯ СТЫКОВОЙ ТЕРМИТНОЙ СВАРКИ ПРОВОДОВ И ТОМУ ПОДОБНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1944 |
|
SU64660A1 |
| Способ стыковой сварки, например, труб | 1932 |
|
SU39888A1 |
| Форма для термитной сварки труб | 1933 |
|
SU42400A1 |
| Форма для термитной сварки труб | 1933 |
|
SU38410A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ РЕЛЬСОВ | 2006 |
|
RU2308362C1 |
| СПОСОБ СВАРКИ КОРОТКИХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1999 |
|
RU2156679C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ АЛЮМИНОТЕРМИТНОЙ СВАРКИ РЕЛЬСОВ | 2012 |
|
RU2559388C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 1999 |
|
RU2147097C1 |