отверстие и он снабжен металлической вставкой, установленной по оси стопорного элемента, перпендикулярной оси сквозного отверстия.
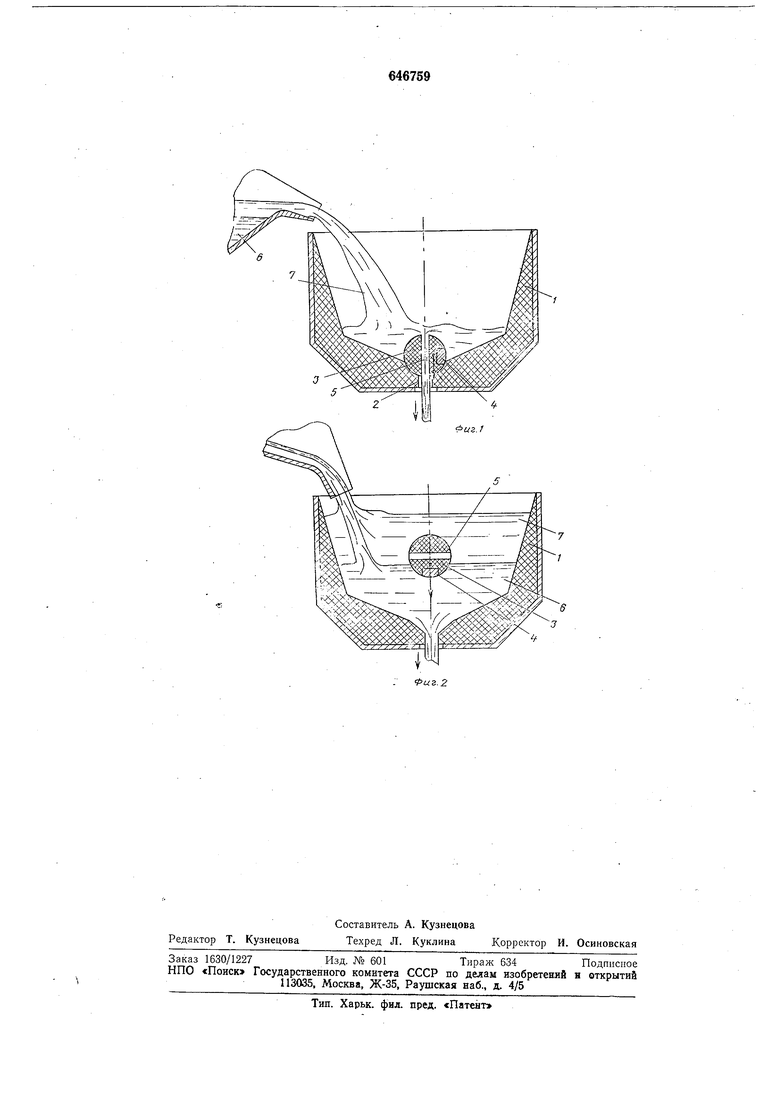
На фиг. 1 представлено устройство в начальный момент заливки расплава; на фиг. 2 - то же, в конце заливки.
Устройство выполнено Б виде иромежуточной емкости , устанавливаемой :между 1Плавильны:М агр егато м и формирующей изложницей с отверстием в данной части. Емкость, -сужающаяся книзу, имеет вид усеченного конуса или пира.миды. Перед заливкой сливное отверстие 2 закрывается стопорным элементом 3 в виде шаровидной пробки. Пробка выполнена из материала, удельный вес которого меньше удельного веса металла и больше удельного веса расплавленного шлака. Например, таким материалом может быть корунд, удельный вес которого равен 3,4 (удельный вес жидких шлаков, применяемых в ЭШП, находится в пределах 2,5- 2,8). Шаровидная пробка может быть выполнена из графита с впрессованной в тело пробки для увеличения удельного веса металлической вставкой 4. ирОб,ки в 2-3 раза превышает диаметр сливного отверстия. В пробке, перпендикуляр, но к оси, по которой впрессована металлическая вставка, выполнено сквозное отверстие 5.
Устройство ра-ботает следующим о-бразом.
Перед заливкой расплава (жидкого металла 6 и шлака 7) сливное отверстие закрывается пробкой, устанавливаемой таким образом, чтобы отверстие 5 в пробке совпадало со сливным отверстием. В начальный период заливки расплава в промежуточную емкость попадает преимущественно шлак, а затем и металл. Когда слой шлака превысит диаметр пробки шара, часть шлака через канал в пробке и сливное отверстие попадает в формирующую изложницу. Количество шлака, попадающего в изложницу, зависит от диаметра отверстия в пробке и скорости заливки расплава в промежуточную емкость. По мере заполнения промежуточной емкости расплавленным металлом щлак попадает в формирующую изложницу. Пробка, плавая на поверхности зеркала металлической ванны, отсекает попадание шлака. Под действием центра тяжести пробка занимает положеиие, при котором ось канала в
про,бке расположена перпендикулярно к сливному отверстию, т. е. полностью исключает попадание шлака в формирующую изложницу. Регулируемая порция шлака, попадающая в начальный период заливки расплава в формирующую изложницу, нео1бходима для защиты металлической ванны от контакта с атмосферой. Основное количество щлака, благодаря отсекающему устройству, остается в иромежуТ0|чной емкости, т. е. при вытекании последней порции жидкого металла пробка перекрывает сливное отверстие.
Предлагаемое устройство испытано в
процессе отливок методом ФЭЛ многих изделий.
Применение указанного устройства дает возможность значительно упростить конструкцию стопора для отсечки шлака;
понизить стоимость стопорных устройств; регулировать количест1во шлака, п-опадаемого в форму при разливке металла со шлаком.
Формула изобретения
Устройство для отсечки шлака при фасонном электрошлаковом литье, содержащее промежуточную емкость со сливным отверстием и стопорный элемент, установленный над сливным отверстие м, отличающееся тем, ЧТО, с целью упрощения конструкции и увеличения срока службы, стопорный элемент выполнен из материала, удельный вес которого меньше удельного веса жидкого металла и больше удельного веса шлака.
2.Устройство по п. 1, отличающеес я тем, что стопорный элемент выполнен
в виде шара диаметром в 2-3 раза большим диаметра сливного отверстия.
3.Устройство по пп. 1, 2, отличающееся тем, что, с целью регулирования
количества отсекаемого щлака, в стопорном элементе выполнено сквозное отверстие и он снабжен металлической вставкой, установленной по оси стопорного элемента, перпендикулярной оси сквозного отверстия.
Источник информации, принятый во внимание при экспертизе;
1. Трубин К- Г. и Ойкс Г. Н. Металлургия стали. М., «Металлургия, 1964, с. 399.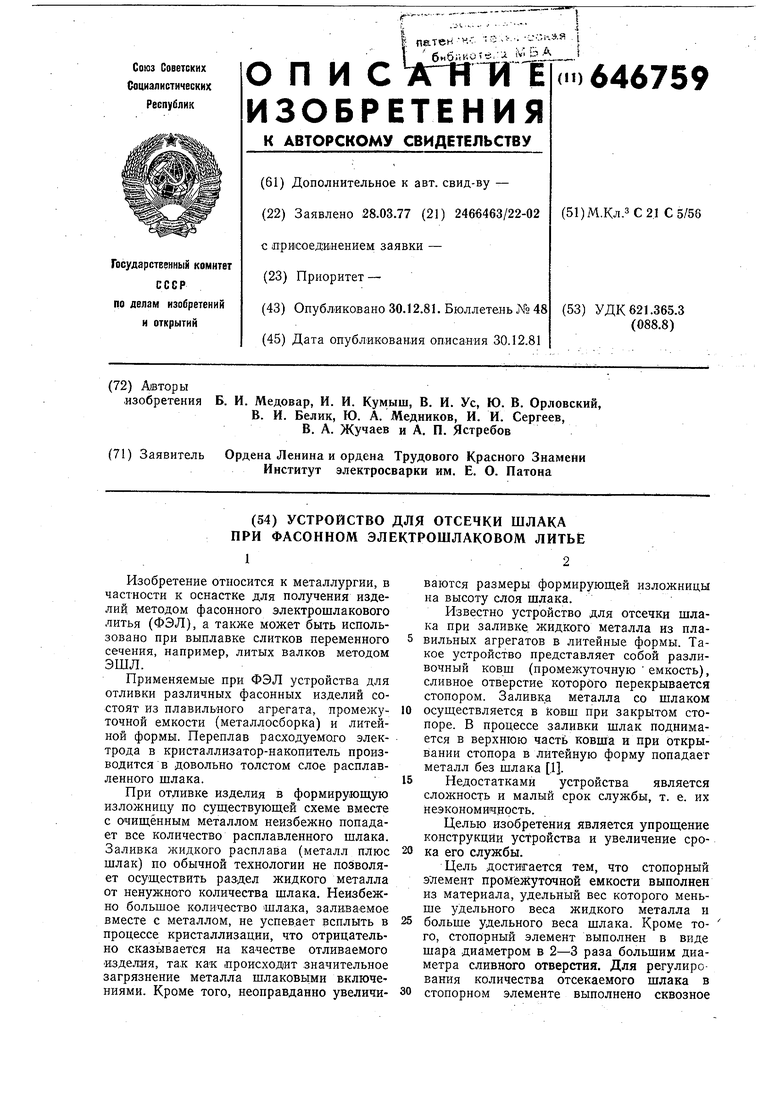
| название | год | авторы | номер документа |
|---|---|---|---|
| Ковш для разливки расплавов | 1981 |
|
SU1007278A1 |
| СПОСОБ ОТДЕЛЕНИЯ ШЛАКА ОТ МЕТАЛЛА В СТОПОРНОМ КОВШЕ В КОНЦЕ ЗАЛИВКИ МЕТАЛЛА | 1994 |
|
RU2115510C1 |
| Способ изготовления слитков феррохрома | 1978 |
|
SU774779A1 |
| Плавильно-заливочный тигель с автоматическим выпуском расплава через канал сифонного типа | 2019 |
|
RU2728142C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛА | 1990 |
|
RU2016086C1 |
| ДРОТИК ДЛЯ ОТСЕЧКИ КОНЕЧНОГО КОНВЕРТЕРНОГО ШЛАКА ОТ МЕТАЛЛА, СПОСОБ ЕГО СБОРКИ И СИСТЕМА ОТСЕЧКИ КОНЕЧНОГО КОНВЕРТЕРНОГО ШЛАКА | 2023 |
|
RU2818063C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ЗОЛОТА ИЗ ЗОЛОТОСЕРЕБРЯНОГО СПЛАВА | 1998 |
|
RU2148667C1 |
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Желоб для выпуска и обработкижидКОгО МЕТАллА | 1979 |
|
SU802376A1 |
| Способ выпуска стали из конвертера и устройство для его осуществления | 1982 |
|
SU1118690A1 |