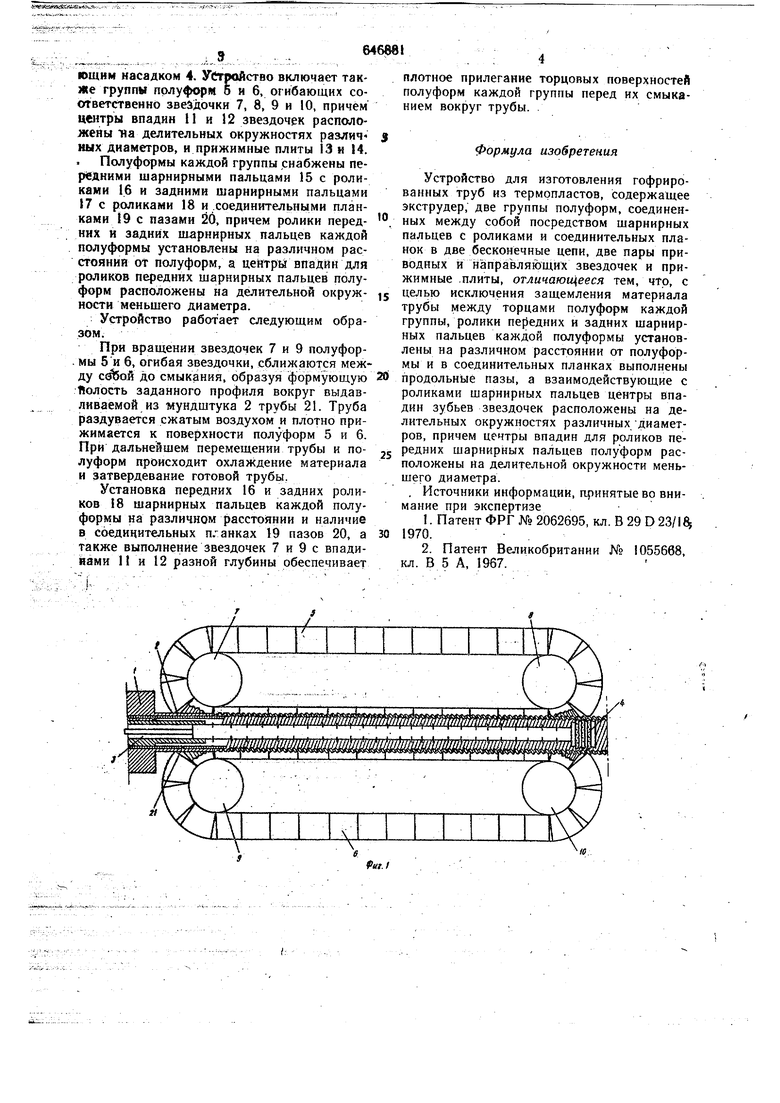
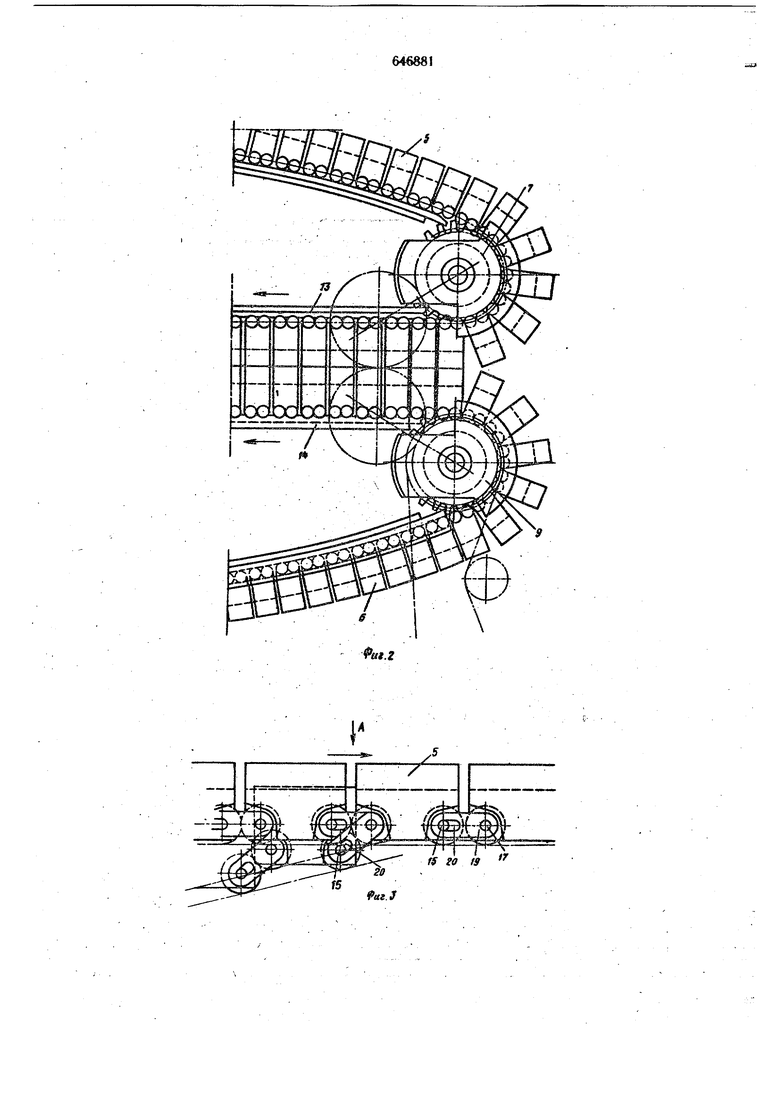
ющим насадком 4. Устройство включает также группы прлуформ о и 6, огибающих соответственно звездочки 7, 8, 9 и 10, причём центры впадин И и J2 звездочек расположены на делительных окружностях различных диаметров, и прижимные плиты 13 н 14.
Полуформы каждой группы снабжены пернбдними шарнирными пальцами 15 с роликами 16 и задними шарнирными пальцами 17 с роликами 18 и .соединительными планками 19 с пазами 20, причем ролики передних и задних шарнирных пальцев каждой полуформы установлены на различном расстоянии от полуформ, а цейтры впаДйн для роликов передних шарнирных пальцев полуформ расположены на делительной окружности меньшего диаметра.
Устройство работает следующим образом.
При вращении звездочек 7 и 9 полуфор. мы 5 и 6, огибая звездочки, сближаются между сбЬой до смыкания, образуя формующую Полость заданного профиля вокруг выдавливаемой из мундштука 2 трубы 21. Труба р1аздувается сжатым воздухом и плотно прижимается к поверхности полуформ 5 и 6. При дальнейшем перемещении трубы и полуформ происходит охлаждение материала и затвердевание готовой трубы.
Установка передних 16 и задних роликов 18 шарнирных пальцев каждой полуформы на различном расстоянии и наличие в соединительных п.анках 19 пазов 20, а также выполнение звездочек 7 и 9 с впадийами Пи 12 разной глубины обеспечивает
64668
плотное прилегание торцовых поверхностей полуформ каждой группы перед их смыканием вокруг трубы.
формула изобретения
Устройство для изготовления гофрированных труб из термопластов, содержащее экструдер, две группы полуформ, соединенных между собой посредством шарнирных пальцев с роликами и соединительных планок в две бесконечные цепи, две пары приводных и направляющих звездочек и прижимные .плиты, отличающееся тем, что, с
целью исключения защемления материала трубы между торцами полуформ каждой группы, ролики пе{5едних и задних шарнирных пальцев каждой полуформы установлены на различном расстоянии от полуформы и в соединительных планках выполнены продольные пазы, а взаимодействующие с роликами шарнирных пальцев центры впадин зубьев звездочек расположены на делительных окружностях различных/диаметров, причем цёчтры впадин для роликов передких шарнирных па.аьцев полуформ расположены на делительной окружности меньшего диаметра.
. Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ № 2062695, кл. В 29 D 23/16 1970.
2.Патент Великобритании № 1055668, кл. В 5 А, 1967.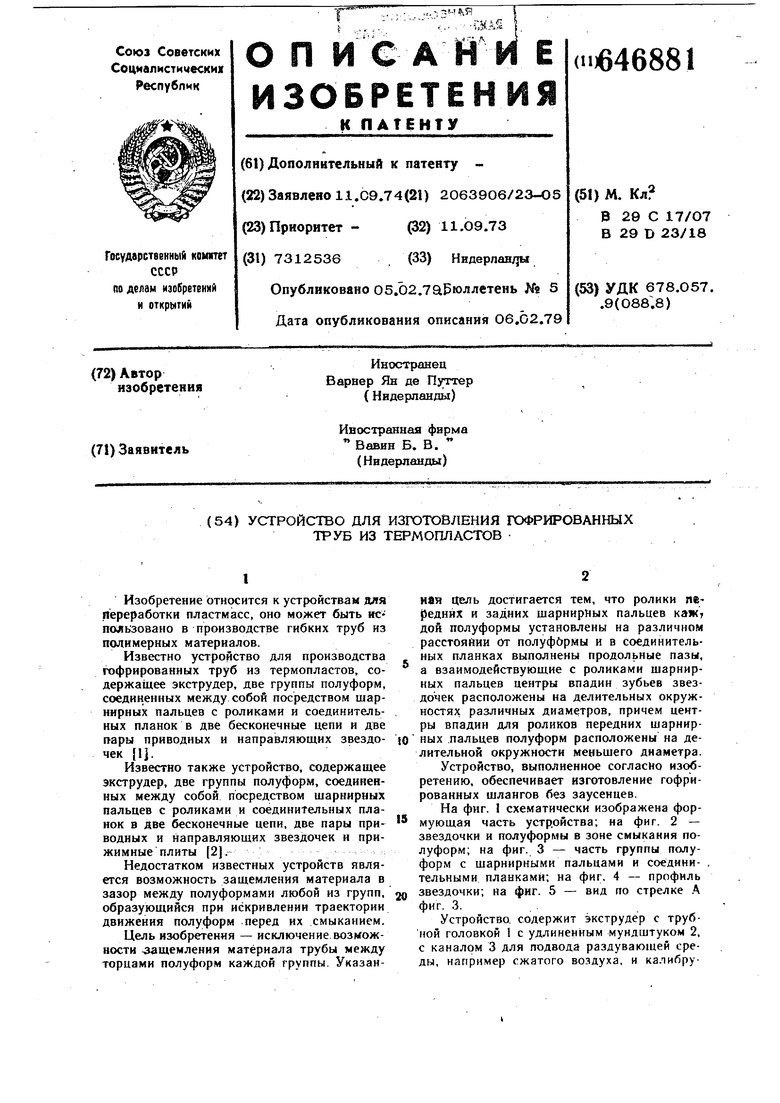
| название | год | авторы | номер документа |
|---|---|---|---|
| Пластмассовая труба | 1975 |
|
SU609497A3 |
| Трубопровод | 1974 |
|
SU531499A3 |
| Способ получения утолщений на трубах | 1973 |
|
SU568340A3 |
| Устройство для местного формования термопластичной трубы | 1973 |
|
SU559630A3 |
| Устройство для гофрирования пластмассовых труб | 1980 |
|
SU882761A1 |
| Экструдер для полимерных материалов | 1974 |
|
SU692553A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДВУХОСНО-ОРИЕНТИРОВАННОГО ТРУБОПРОВОДА | 1995 |
|
RU2135359C1 |
| Устройство для автоматической подачи пруткового материала | 1973 |
|
SU722467A3 |
| СПОСОБ УДАЛЕНИЯ У ЛЬНА КОСТРЫ И МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1992 |
|
RU2104625C1 |
| Машина для гофрирования пластмассовых труб | 1971 |
|
SU507209A3 |
f5
/ТIjv
fS га 19
9ui.3
tt
