(54) УСТРОЙСТВО ДЛЯ МЕСТНОГО ФОРМОВАНИЯ ТЕРМОПЛАСТИЧНОЙ ТРУБЫ
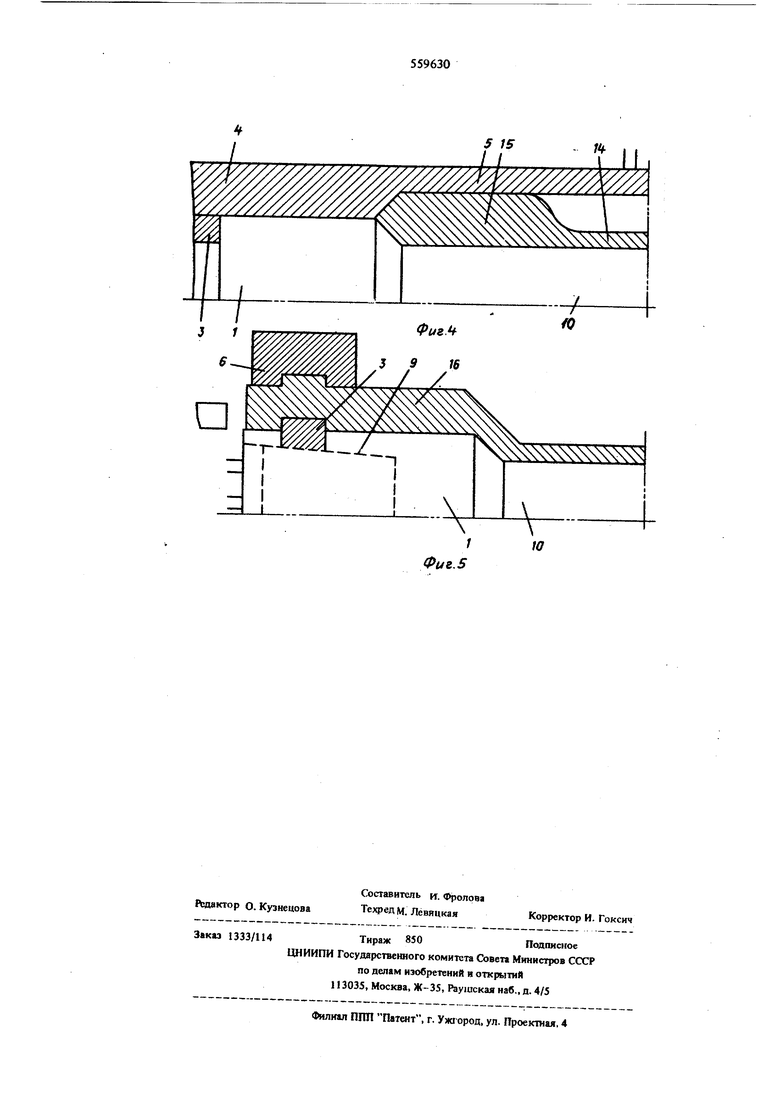
оправки снабжены каналалт 11 для теплоносителя (нагрева юшей шш охлаждающей среды), а части 4 и 5 матрицы для формования утолщения раструба снабжены наружными нагревательными элементами, например в виде нагревательных лент 12, и термопарами 13.
Устройство работает следующим образом. Кони евую часть термопластичной трубы 14; подлежащую местному формованию, нагревают до температуры, соответствующей пластичному состоянию материала, в частности для поливинилхлорида до 130-150° С, и вводят в полость между матрицей для формования раструба и оправкой 1, надевая ее на хвостовик 10 оправки 1 (см.фиг.З). После этого оправку 1 перемещают вправо, в то время как матрица для формования раструба перемещается в противоположном направлении (можно перемещать также одну справку при неподвижной матрице шш наоборот и подве ать трубу осадке).
Перемещение матрицы для формования раструба осуществляют до тех пор пока часть 4 матрицы всей внутренней поверхностью не войдет в контакт с оправкой 1. Затем осаживают трубу 14, вследствие чего полость между частью 5 матрицы и хвостовиком 10 полностью заполняется пластмассой, в результате на трубе образуется утолщение 15 раструба (см.фиг. 4). В.процессе формования утолщения температура внутренней стенки части 5 поддерживается порядка , т.е. температура близка к температуре стеклования материала трубы. После формования утолщения матрица для формования утолщения раструба сдвигается влево, после чего утолщенная часть трубы надвигается на оправку 1, вследствие чего осуществляется формование утолщенного раструба 16. При этом температура оправки под действием охлаждающей среды, поступающей в каналы 11 оправки, поддерживается, по крайней мере, на 10°С ниже температуры пластической деформации материала, т.е. ниже температуры материала утолщенной части трубы..
Таким образом, на внутренней поверхности раструба образуется пленка, температура которому ниже чем материала утолщенн ж части, что позволяет избежать нежелательных деформаций под воздействием сохраняющейся в пластмассе упругоопги после удаления матрицы для формования утолщения раструба.
После формования утолщенного раструба на раструб устанавливают матрицу 6 так, чтобы ее кольцевая проточка была в месте расположения подг нутрения на раструбе и в тоже время против эластичного кольца 3, расположенного в кольцевой проточке 2 оправки 1. Затем, перемещая сердечник 8 вправо, его коническим наконечником воздействуют на эластичное кольцо 3, которое осуществляем формование поднутрения, вдавливая материал в кольцевую проточку 7 матрицы 6 (см.фиг. 5). После соответствующей вьщержки устройство разбирается и извлекается готовая труба. Далее цикл повторяется.
Формула изобретения
1.Устройство для местного формования термопластичной трубы, содержащее охватывающую формуемую трубу матрицу с кольцеобразной проточкой, оправку и установленное в кольцевой проточке оправки эластичное кольцо, формующее поднутрение, отличающееся тем, что, с целью изготовления трубы с утолщенным раструбом на конце с одновременным формованнем внутреннего кольцеобразного поднутрения, устройство снабжеио охватьгаающей оправку матрицей для формования утолщения раструба, одна из частей которой имеет диаметр, равный диаметру оправки, а другая превыниющий диаметр оправки, причем оправка вьшолнена с хвостовиком, диаметр которого равен внутреннему диаметру формуемой трубы.
2.Устройство по п. 1,отличающееся тем, что матрица с кольцеобразной проточкой и хвостовик оправки снабжены каналами для теплоносителя.
3. Устройство по пп. 1 и 2, отличающееся тем, что матрица для формования утолщения раструба снабжена наружными нагревательными элементами.
4. Устройство по пп. 1-3, отличающееся тем, что матрица для формования утолщения раструба снабжена датчиками температуры.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для МЕСТНОГО ФОРМОВАНИЯ | 1972 |
|
SU329703A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАСТРУБА С КОЛЬЦЕВОЙ КАНАВКОЙ В ТЕРМОПЛАСТИЧНЫХ ТРУБАХ | 1991 |
|
RU2012503C1 |
| Устройство для изготовления утолщений на концах термопластичных труб | 1976 |
|
SU556042A1 |
| Устройство для формования раструба с кольцевой канавкой в термопластичных трубах | 1985 |
|
SU1324861A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| ВОДОСТОЧНАЯ СЕКЦИОННАЯ ТРУБА (ВАРИАНТЫ), СЕКЦИЯ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) И СОЕДИНЕНИЕ СЕКЦИЙ ВОДОСТОЧНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2531010C1 |
| Устройство для формования кольцевой канавки в раструбе пластмассовой трубы | 1984 |
|
SU1255451A1 |
| СПОСОБ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛЕЙНЕРА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ | 2003 |
|
RU2263001C2 |
| СССРПриоритет 24.XI.1967, N° 685402, СШАОпубликовано 13.XII.1972. Бюллетень N° 2за 1973Дата опубликования описания 13.11.1973УДК 678.027.94(088.8) | 1973 |
|
SU362531A1 |
| Устройство для формования горловины на термопластичных трубах | 1984 |
|
SU1214463A1 |